
一种钛丝的制备装置及制备方法.pdf

元枫****文章

1/9

2/9

3/9

4/9
5/9

6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钛丝的制备装置及制备方法.pdf
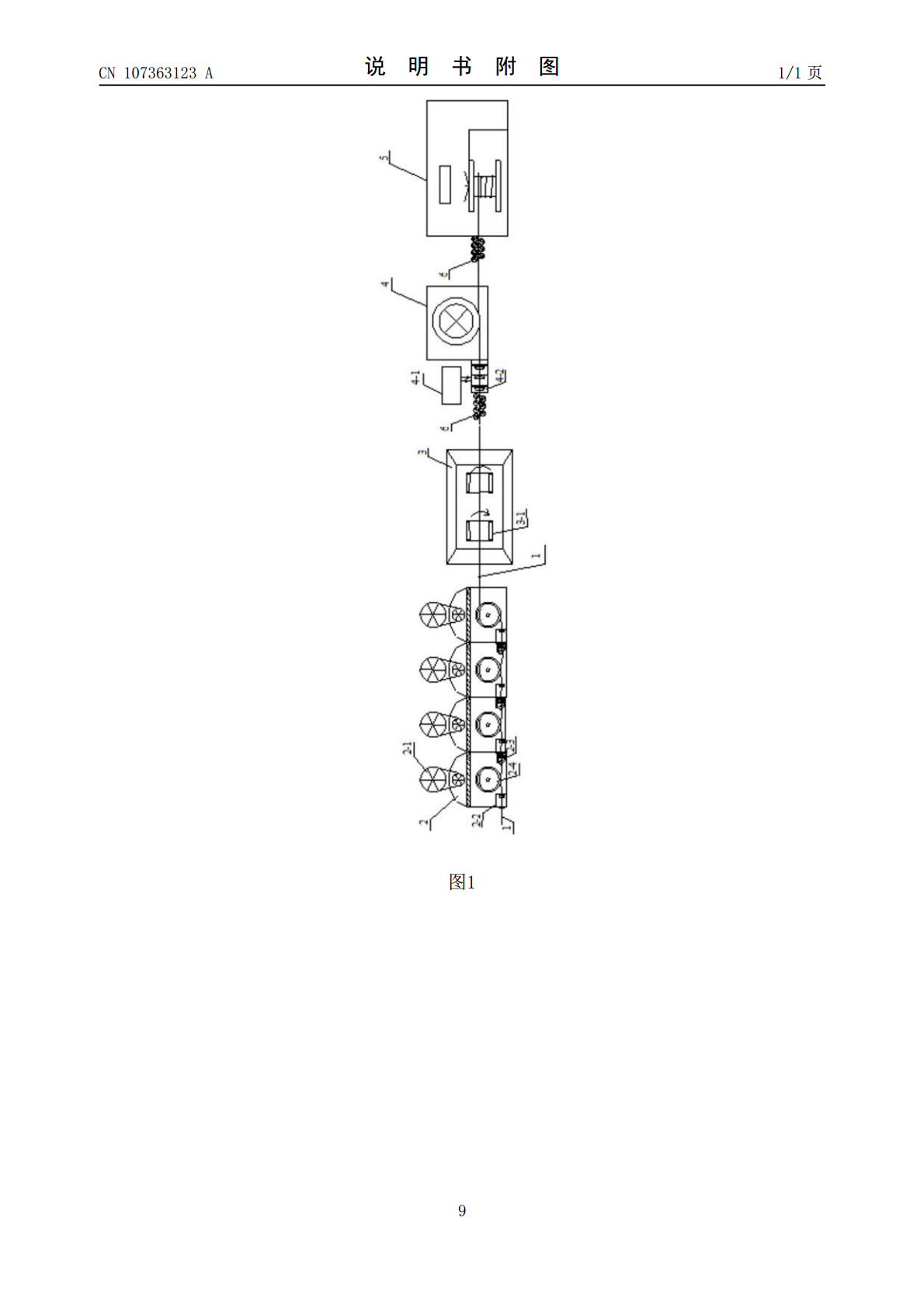
本发明涉及钛合金或纯钛加工钛丝的技术领域,公开了一种钛丝的制备装置,包括多台冷拉丝机、抛光机、单次多重扒皮机、绕丝机、冷拉丝机组智能控制系统和表面处理自动化集成系统,多台冷拉丝机均包括电机、拉丝粉盒、气动张紧辊轮、第一转子和拉丝磨具,气动张紧辊轮上设有气动张力感应器,气动张力感应器均与冷拉丝机组智能控制系统连接,360°旋转式砂带机组、冷却水箱、第二转子和绕丝机分别与表面处理自动化集成系统连接,冷拉丝机组智能控制系统和表面处理自动化集成系统连接,这种钛丝的制备装置及制备方法,操作简单,生产效率大幅度提高,
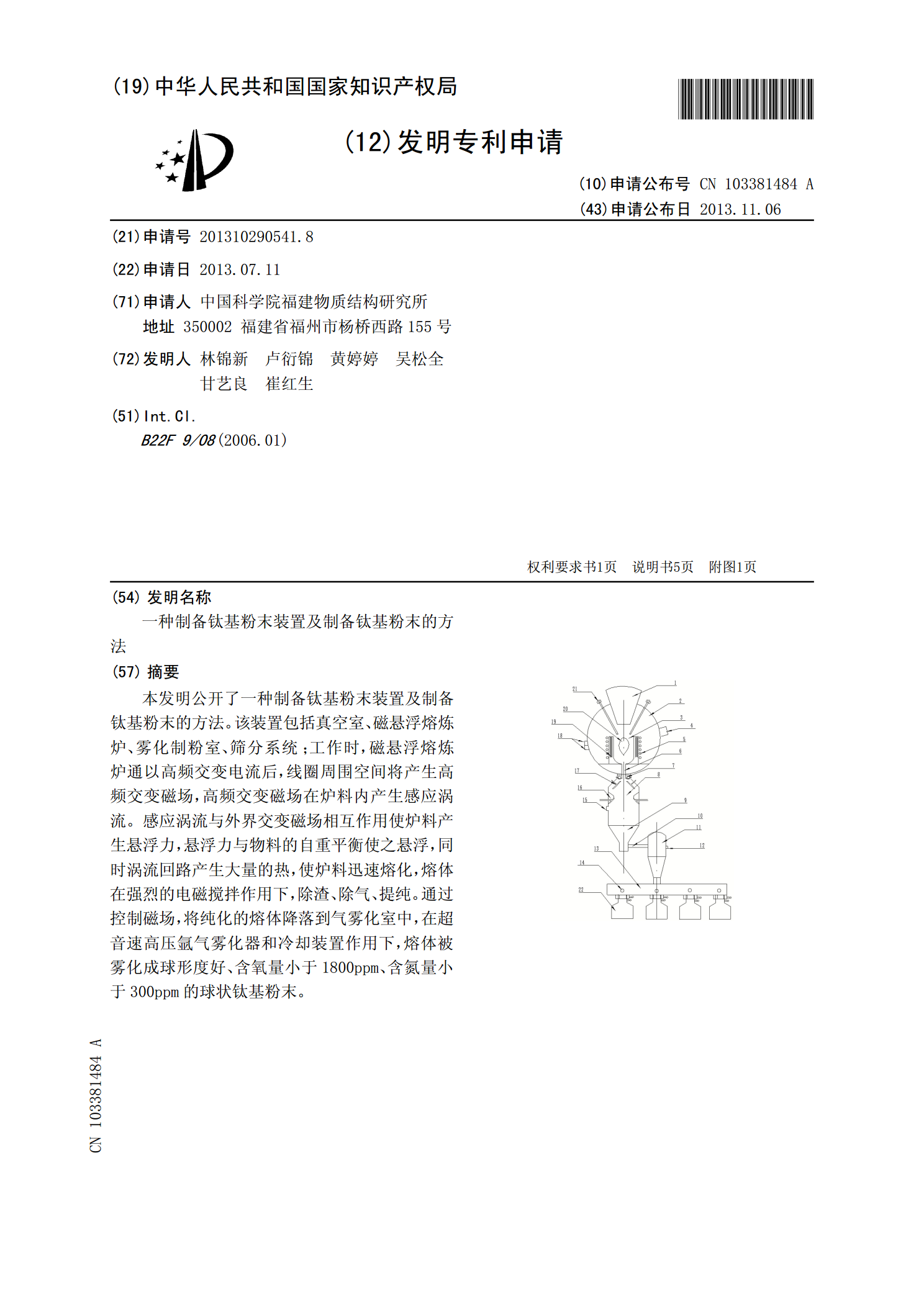
一种制备钛基粉末装置及制备钛基粉末的方法.pdf
本发明公开了一种制备钛基粉末装置及制备钛基粉末的方法。该装置包括真空室、磁悬浮熔炼炉、雾化制粉室、筛分系统;工作时,磁悬浮熔炼炉通以高频交变电流后,线圈周围空间将产生高频交变磁场,高频交变磁场在炉料内产生感应涡流。感应涡流与外界交变磁场相互作用使炉料产生悬浮力,悬浮力与物料的自重平衡使之悬浮,同时涡流回路产生大量的热,使炉料迅速熔化,熔体在强烈的电磁搅拌作用下,除渣、除气、提纯。通过控制磁场,将纯化的熔体降落到气雾化室中,在超音速高压氩气雾化器和冷却装置作用下,熔体被雾化成球形度好、含氧量小于1800pp

一种锆钛酸盐的制备装置和制备方法.pdf
本发明公开了一种锆钛酸盐的制备装置和制备方法,包括配料筒、湿式球磨机、分离罐和高温合成炉,包括以下所述工作步骤:步骤一、材料的配比,采用配料筒将ZrO、TiO2、SrCO3、按照摩尔比0.1‑0.3:0.3‑0.6:0.4‑0.9进行配料;步骤二、混合材料,混料过程采用湿式球磨机进行混料;步骤三、物料分离,采用分离罐离心分离技术制得所需的前躯体;步骤四、放入高温合成炉采用1000‑1800℃保温6H高温合成制得半成品。本发明通过配料筒的设置,先将配料倒入进料口内,之后拧动控制阀,通过观察进料管表面设有的刻

一种钛铝合金制备装置及制备方法.pdf
本发明公开了一种钛铝合金制备装置及制备方法,包括支撑装置和制备装置,所述支撑装置包括底座、支撑架、提升电机和抽气泵,所述支撑架位于所述底座的顶部,并且支撑架的底部与所述底座焊接,所述提升电机和所述抽气泵通过螺栓固定于所述支撑架的顶部,所述提升电机内传动轴的左侧绕接有链条。本发明通过在顶盖的底部安装有搅拌装置,搅拌装置中的搅拌板组成一菱形结构,因此在驱动电机转动下由于离心作用呈现张开状态,而在停止转动时搅拌板在自身重力下进行闭合,从而使得搅拌板能够获得与钛溶液、铝溶液最大的搅拌力度,进而能够更充分的对混合融
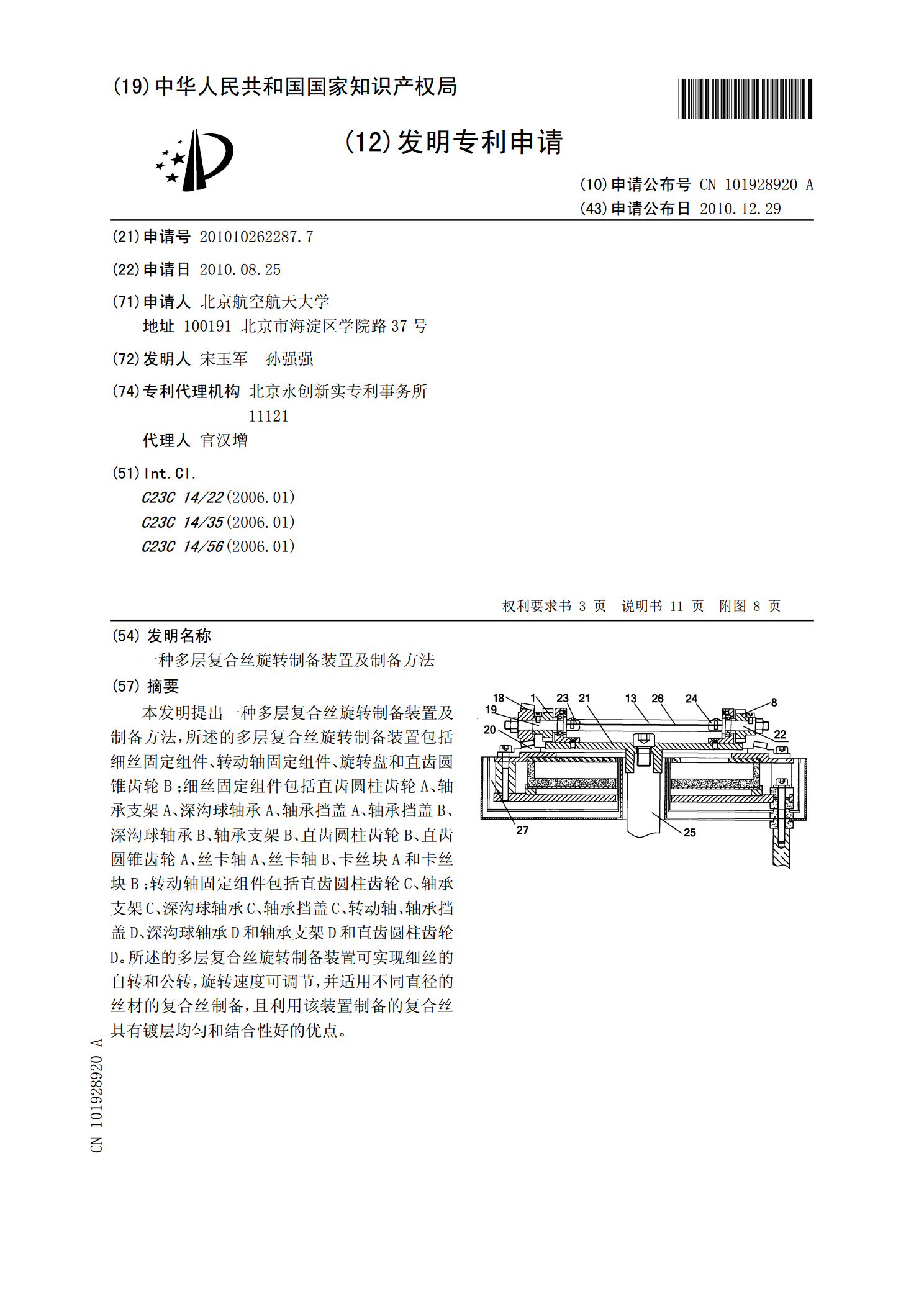
一种多层复合丝旋转制备装置及制备方法.pdf
本发明提出一种多层复合丝旋转制备装置及制备方法,所述的多层复合丝旋转制备装置包括细丝固定组件、转动轴固定组件、旋转盘和直齿圆锥齿轮B;细丝固定组件包括直齿圆柱齿轮A、轴承支架A、深沟球轴承A、轴承挡盖A、轴承挡盖B、深沟球轴承B、轴承支架B、直齿圆柱齿轮B、直齿圆锥齿轮A、丝卡轴A、丝卡轴B、卡丝块A和卡丝块B;转动轴固定组件包括直齿圆柱齿轮C、轴承支架C、深沟球轴承C、轴承挡盖C、转动轴、轴承挡盖D、深沟球轴承D和轴承支架D和直齿圆柱齿轮D。所述的多层复合丝旋转制备装置可实现细丝的自转和公转,旋转速度可