
一种铝合金轮毂重力铸造工艺.pdf

含秀****66

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金轮毂重力铸造工艺.pdf
本发明提供一种铝合金轮毂重力铸造工艺,包括以下步骤:将铝合金轮毅原料进行融化;对融化后的铝合金轮毅原料进行精炼除气;进行浇注;与现有技术相比,本发明具有如下的有益效果:可以有效解决产品漏气问题,最终可以得到外面光滑、内部无缺陷的铝轮毂。
铝合金轮毂重力熔炼铸造工艺.pdf
本发明公开了铝合金轮毂重力熔炼铸造工艺,至少包括如下步骤:A.熔化:加焦碳燃料,开鼓风机,融化速度越快越好,当铝液温度达到730℃~750℃时,用渣勺搅拌2‑3分钟;B.精练除气:b1,变质,撒上打渣剂,进行打渣,然后将除气机吊入保温炉内,调节好氮气的压力大小为0.2~0.3MPa,待铝液达到一定高度,温度达到715℃±15℃时启动开关,进行氮气精练除气,除气时间为20分钟;该过程需保证石墨棒插入保温炉内的深度为距坩埚底180‑220mm;b2,测温后取炉渣,在除气时间到20‑30分钟后,向坩埚内加入一支
一种铝合金轮毂重力振动铸造设备及其工艺.pdf
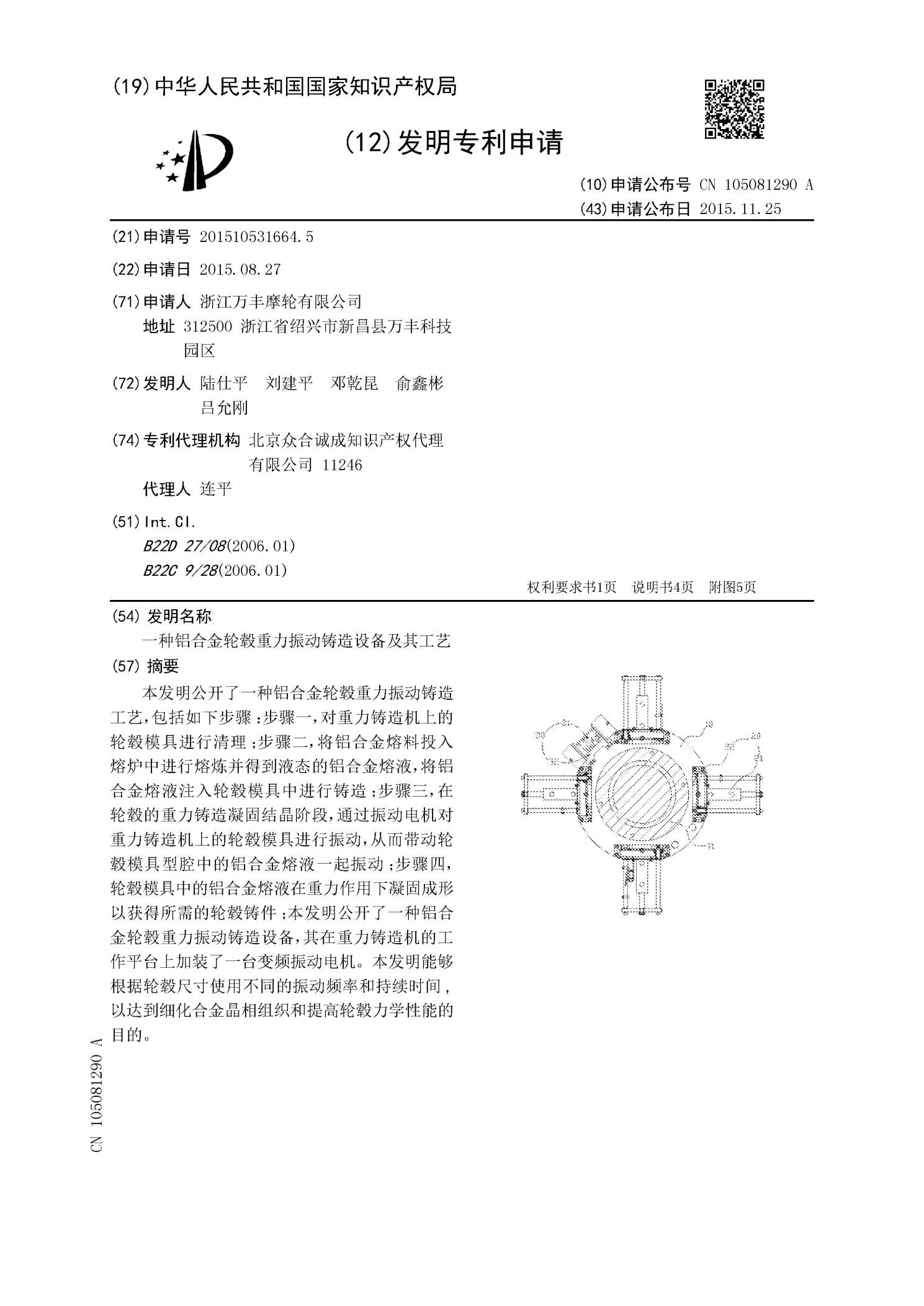
本发明公开了一种铝合金轮毂重力振动铸造工艺,包括如下步骤:步骤一,对重力铸造机上的轮毂模具进行清理;步骤二,将铝合金熔料投入熔炉中进行熔炼并得到液态的铝合金熔液,将铝合金熔液注入轮毂模具中进行铸造;步骤三,在轮毂的重力铸造凝固结晶阶段,通过振动电机对重力铸造机上的轮毂模具进行振动,从而带动轮毂模具型腔中的铝合金熔液一起振动;步骤四,轮毂模具中的铝合金熔液在重力作用下凝固成形以获得所需的轮毂铸件;本发明公开了一种铝合金轮毂重力振动铸造设备,其在重力铸造机的工作平台上加装了一台变频振动电机。本发明能够根据轮毂
一种铝合金轮毂重力铸造系统.pdf
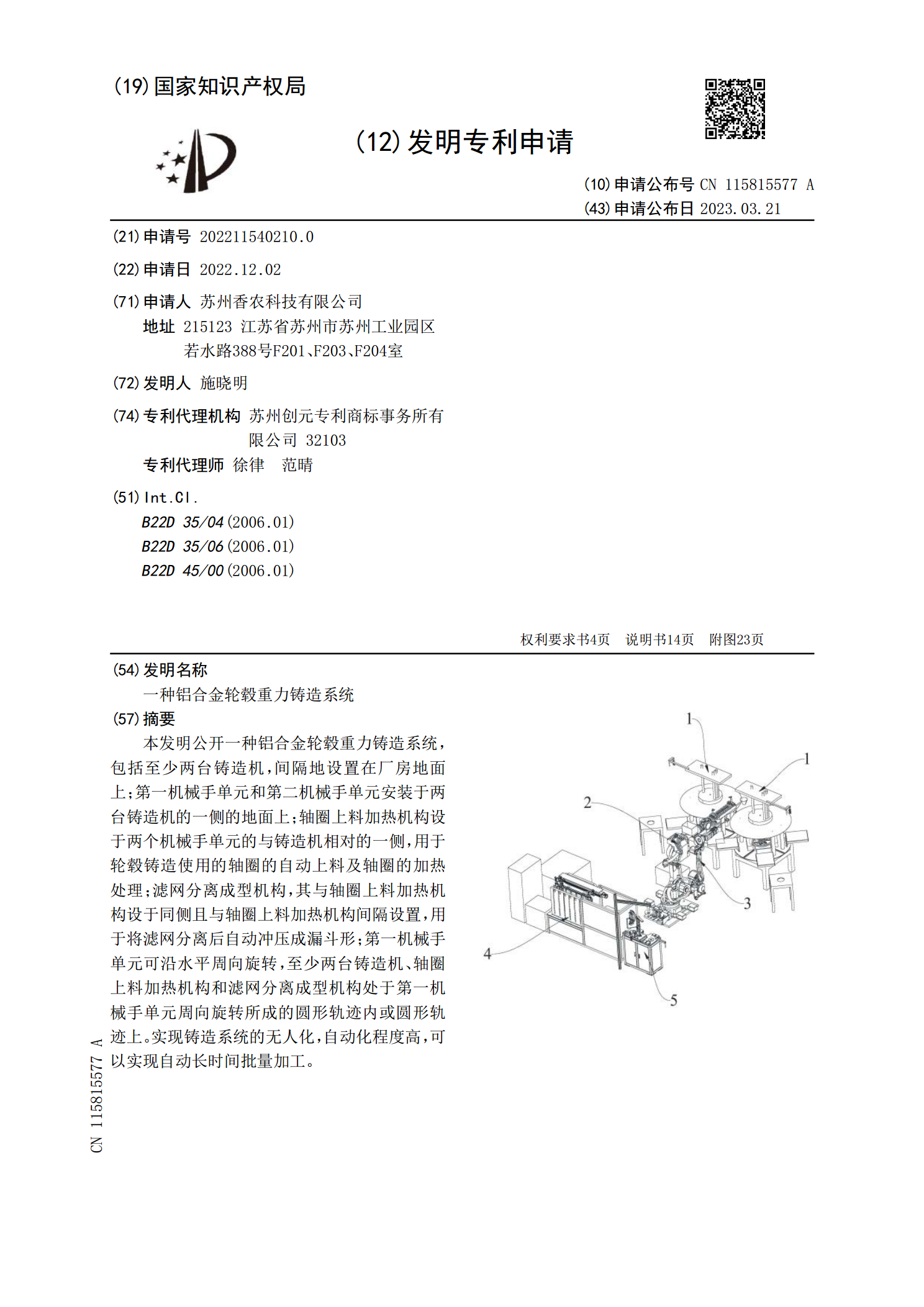
本发明公开一种铝合金轮毂重力铸造系统,包括至少两台铸造机,间隔地设置在厂房地面上;第一机械手单元和第二机械手单元安装于两台铸造机的一侧的地面上;轴圈上料加热机构设于两个机械手单元的与铸造机相对的一侧,用于轮毂铸造使用的轴圈的自动上料及轴圈的加热处理;滤网分离成型机构,其与轴圈上料加热机构设于同侧且与轴圈上料加热机构间隔设置,用于将滤网分离后自动冲压成漏斗形;第一机械手单元可沿水平周向旋转,至少两台铸造机、轴圈上料加热机构和滤网分离成型机构处于第一机械手单元周向旋转所成的圆形轨迹内或圆形轨迹上。实现铸造系统
一种铝合金轮毂重力铸造方法.pdf
本发明公开了一种铝合金轮毂重力铸造方法,所述方法在中央冒口与热节直接保温以延长中央冒口对热节区的补缩时间;对热节区进行风冷,风冷的位置靠近热节区并远离中央冒口与热节之间的补缩通道。本发明通过上述几点改进,使得热节对凝固的影响降到最小,从而制备得到的铝合金轮毂具备良好的机械性能。