
提高汽车变速箱齿轮轴精度的方法.pdf

Ja****44

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
提高汽车变速箱齿轮轴精度的方法.pdf
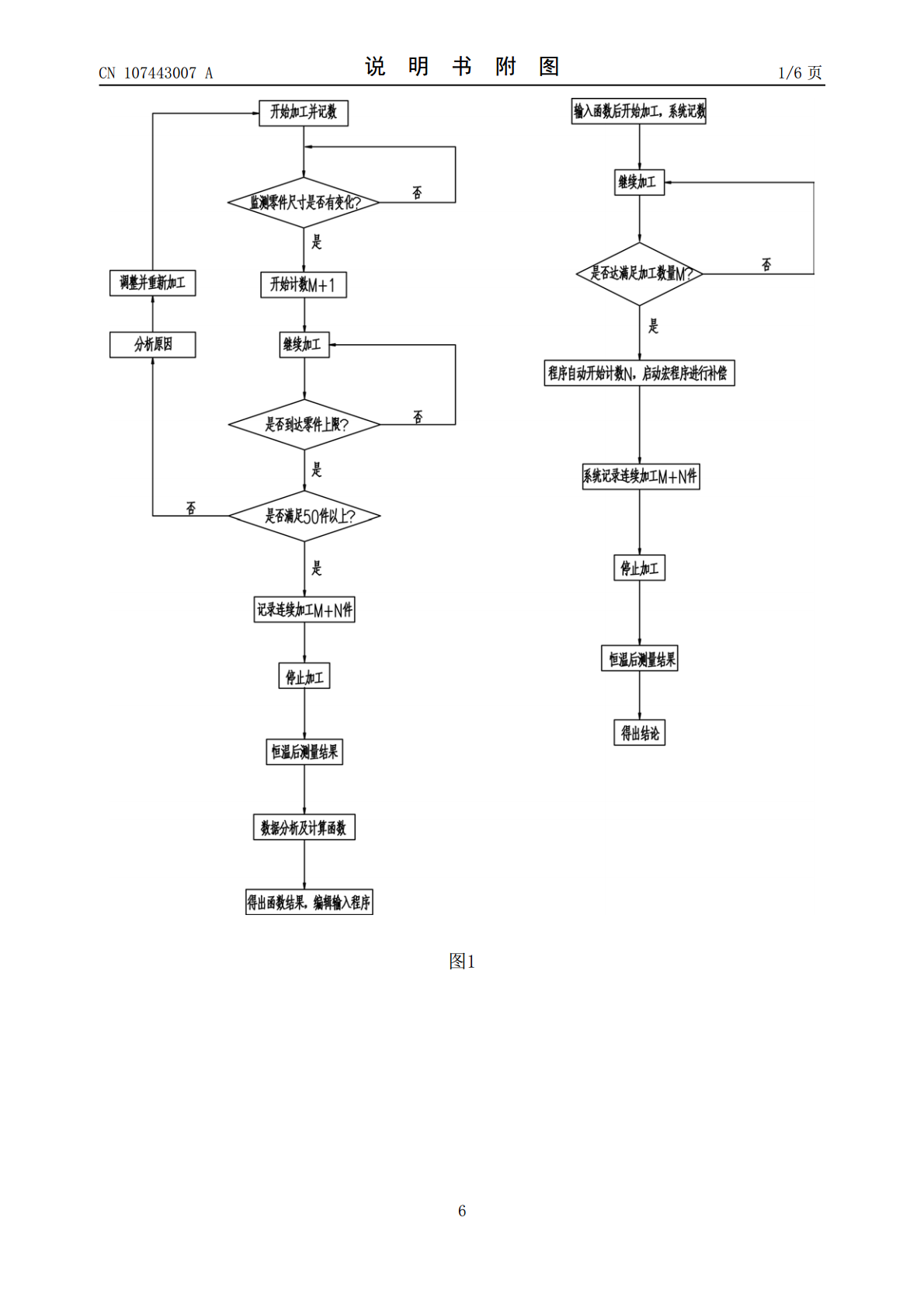
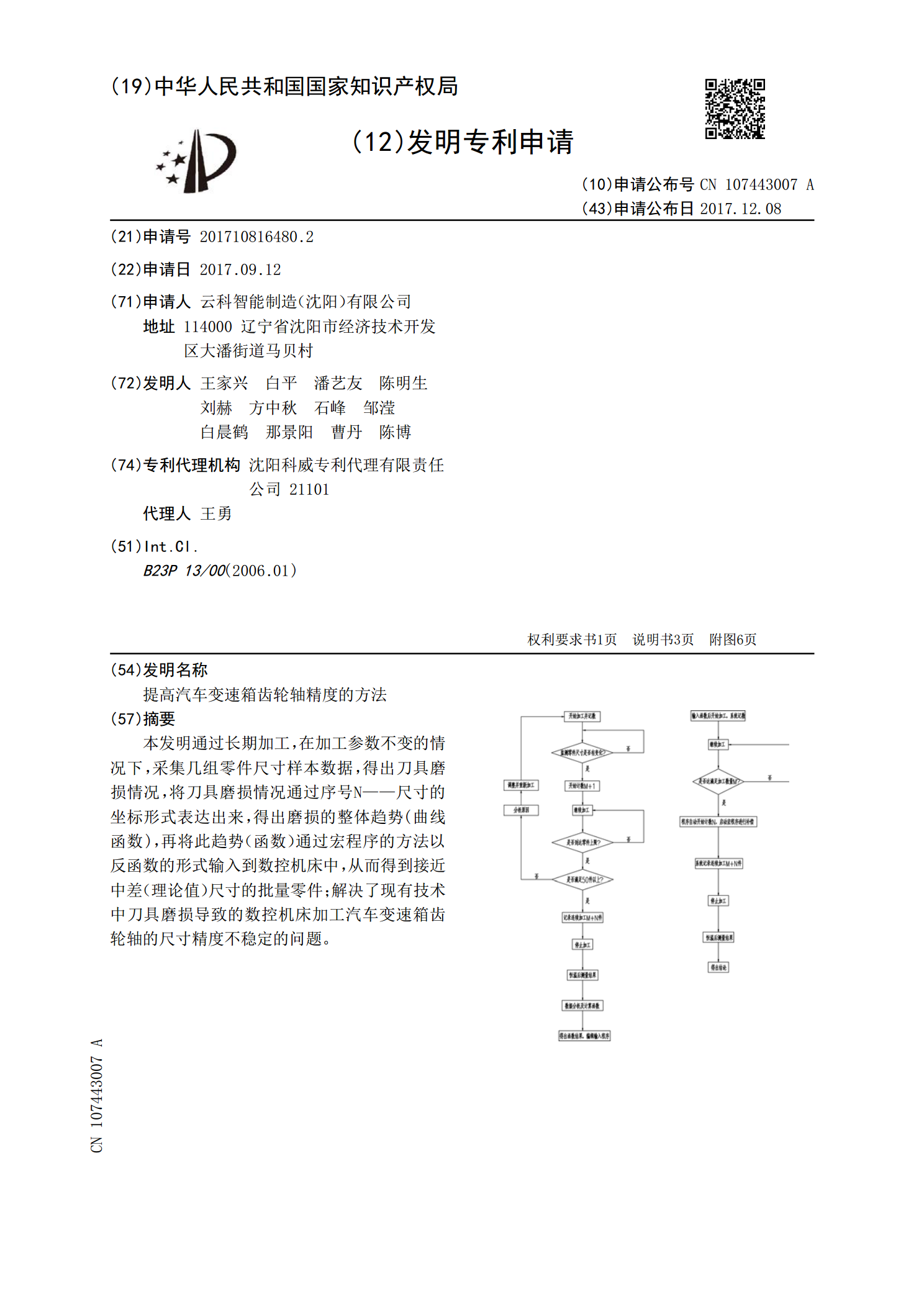
本发明通过长期加工,在加工参数不变的情况下,采集几组零件尺寸样本数据,得出刀具磨损情况,将刀具磨损情况通过序号N——尺寸的坐标形式表达出来,得出磨损的整体趋势(曲线函数),再将此趋势(函数)通过宏程序的方法以反函数的形式输入到数控机床中,从而得到接近中差(理论值)尺寸的批量零件;解决了现有技术中刀具磨损导致的数控机床加工汽车变速箱齿轮轴的尺寸精度不稳定的问题。

汽车变速箱齿轮轴.pdf
本发明提供了一种汽车变速箱齿轮轴,包括轴部和与所述轴部相连的轮齿,所述轴部的一端为输入端,另一端为输出端,所述输出端上设有供与外部传动轴联动的一字槽,所述轮齿上设有沿所述轴部周向设置的环形槽,所述环形槽沿所述轴部轴向设于所述轮齿的中部,所述环形槽槽深等于所述轮齿的齿高。本发明汽车变速箱齿轮轴轴部上轮齿越长,轮齿上齿根部可能因工艺而产生的应力不均衡现象越严重,故在轮齿上设置环形槽可以缩短轮齿沿轴部轴向的距离,也在一定程度上降低了应力弱点。

汽车变速箱合金齿轮轴制造方法.pdf
本发明公开了汽车变速箱合金齿轮轴制造方法,包括有以下操作步骤:控制钢水中各元素的化学成分重量百分比应满足下述要求:C?2.3~2.5%、Mn?1.2~1.4%、Cr?1.6-1.9%、Si?1.2~1.5%、Mg?0.3-0.6%、P?0.016-0.044%、Ni?0.38~0.52%、B?0.015~0.025%、V?0.22~0.34%、Zn?0.01-0.04%,余量Fe;本发明采用合金元素的特定添加步骤,并用直读光谱分析仪进行钢水成份控制与合金元素配制方案实现;最大限度地减小钢的时效性,合金钢具
汽车变速箱齿轮轴装配台.pdf
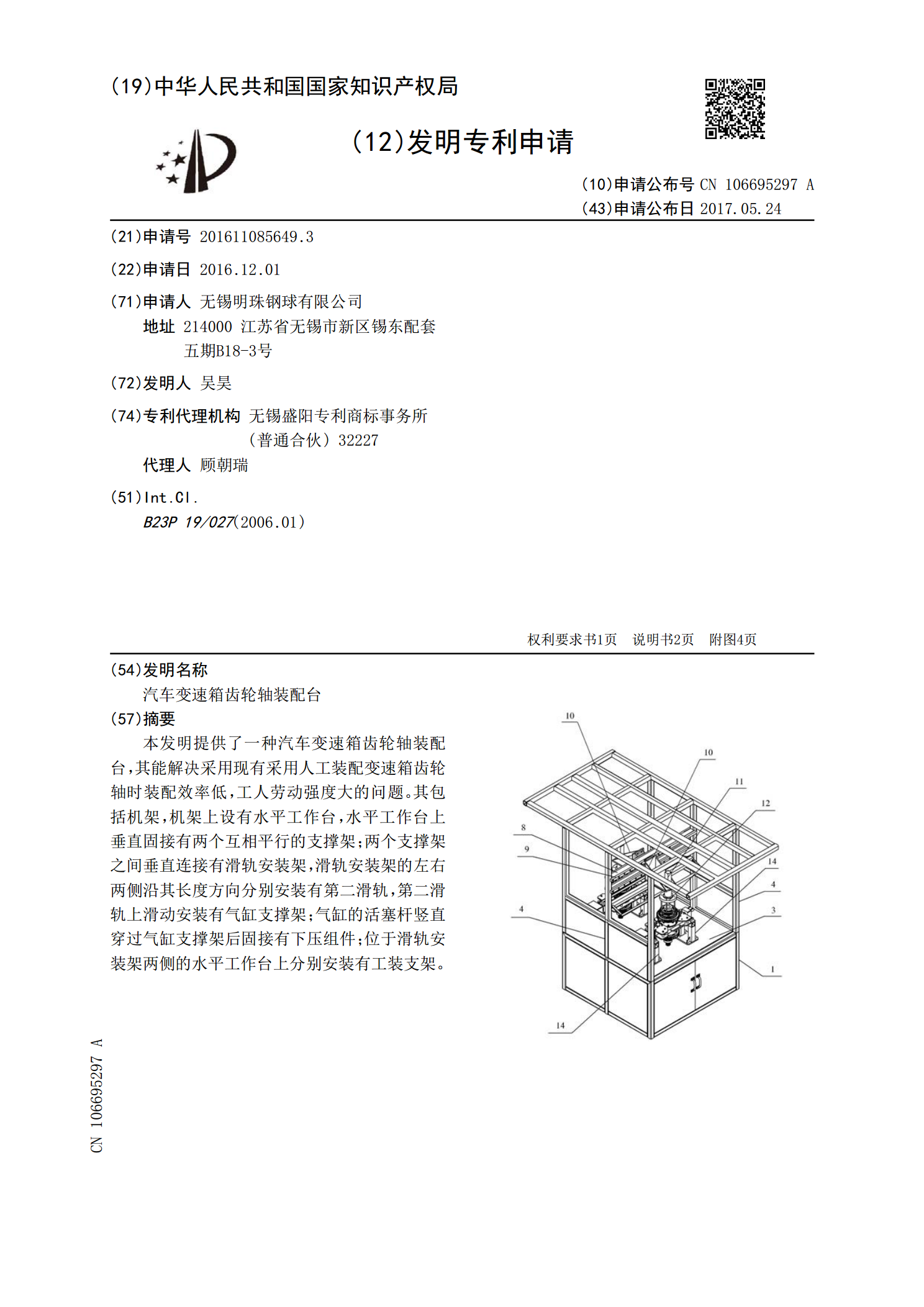
本发明提供了一种汽车变速箱齿轮轴装配台,其能解决采用现有采用人工装配变速箱齿轮轴时装配效率低,工人劳动强度大的问题。其包括机架,机架上设有水平工作台,水平工作台上垂直固接有两个互相平行的支撑架;两个支撑架之间垂直连接有滑轨安装架,滑轨安装架的左右两侧沿其长度方向分别安装有第二滑轨,第二滑轨上滑动安装有气缸支撑架;气缸的活塞杆竖直穿过气缸支撑架后固接有下压组件;位于滑轨安装架两侧的水平工作台上分别安装有工装支架。
汽车变速箱齿轮轴快速装配台.pdf
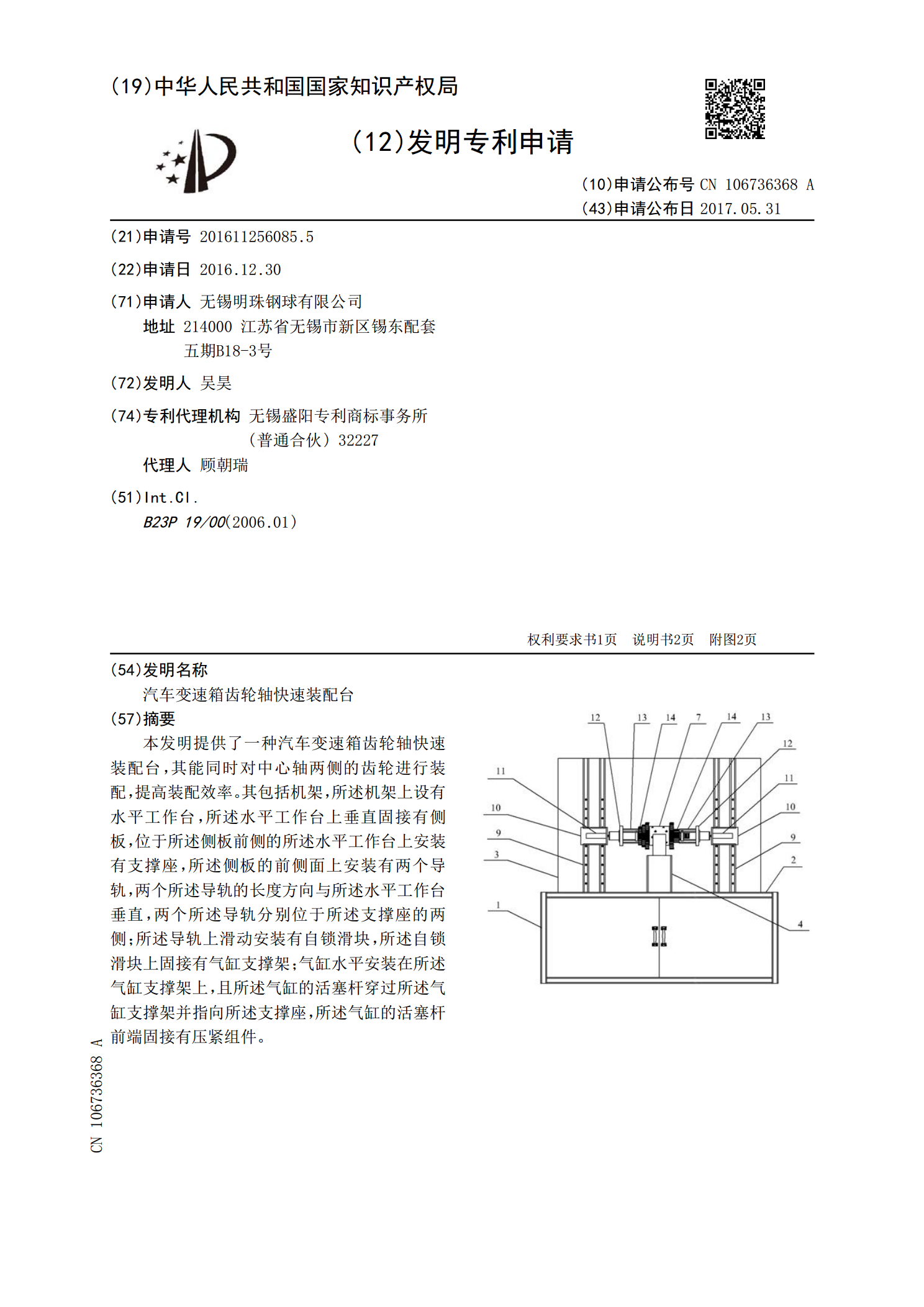
本发明提供了一种汽车变速箱齿轮轴快速装配台,其能同时对中心轴两侧的齿轮进行装配,提高装配效率。其包括机架,所述机架上设有水平工作台,所述水平工作台上垂直固接有侧板,位于所述侧板前侧的所述水平工作台上安装有支撑座,所述侧板的前侧面上安装有两个导轨,两个所述导轨的长度方向与所述水平工作台垂直,两个所述导轨分别位于所述支撑座的两侧;所述导轨上滑动安装有自锁滑块,所述自锁滑块上固接有气缸支撑架;气缸水平安装在所述气缸支撑架上,且所述气缸的活塞杆穿过所述气缸支撑架并指向所述支撑座,所述气缸的活塞杆前端固接有压紧组件