
汽车变速箱齿轮轴快速装配台.pdf

猫巷****觅蓉


1/6

2/6

3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车变速箱齿轮轴快速装配台.pdf
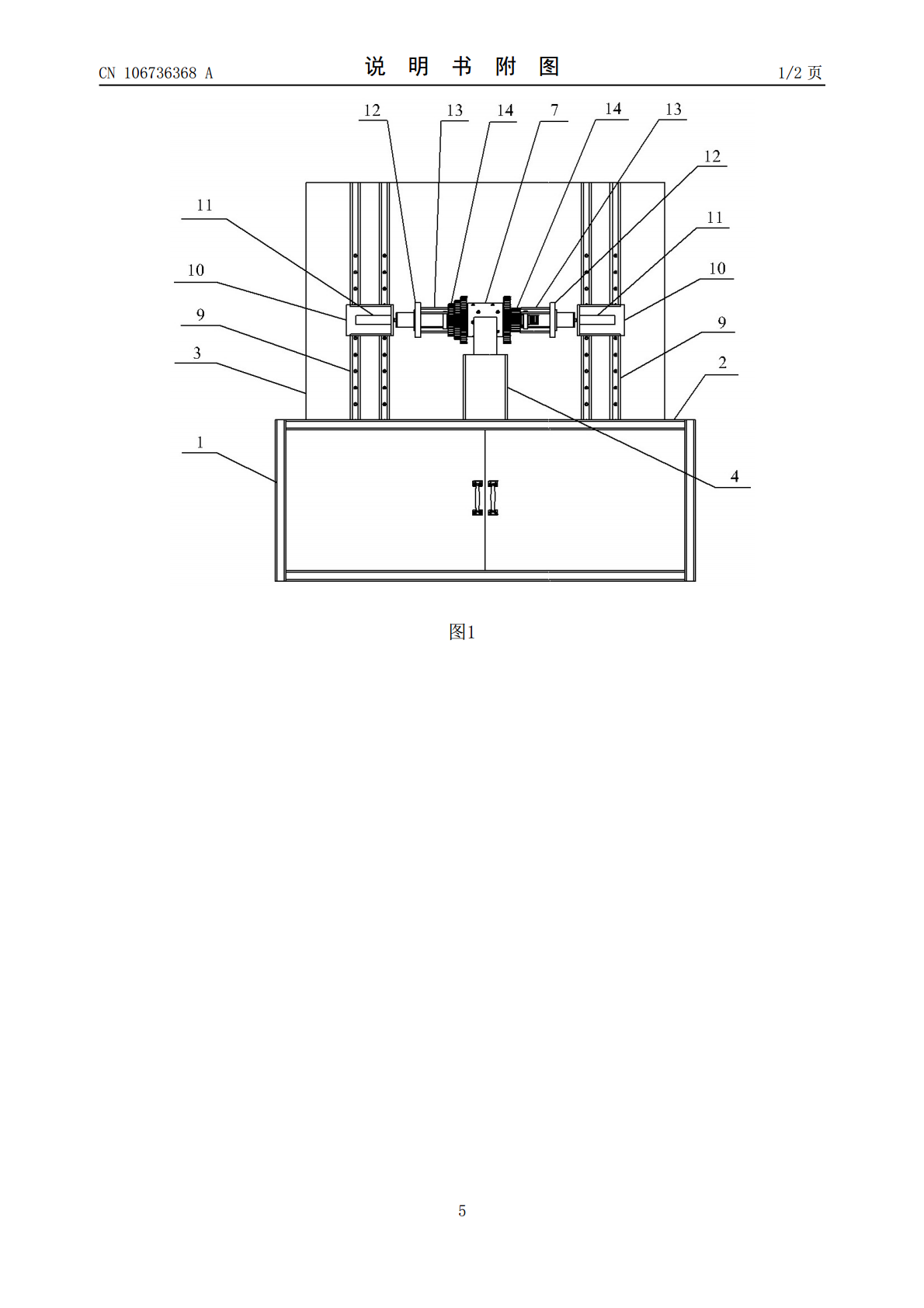
本发明提供了一种汽车变速箱齿轮轴快速装配台,其能同时对中心轴两侧的齿轮进行装配,提高装配效率。其包括机架,所述机架上设有水平工作台,所述水平工作台上垂直固接有侧板,位于所述侧板前侧的所述水平工作台上安装有支撑座,所述侧板的前侧面上安装有两个导轨,两个所述导轨的长度方向与所述水平工作台垂直,两个所述导轨分别位于所述支撑座的两侧;所述导轨上滑动安装有自锁滑块,所述自锁滑块上固接有气缸支撑架;气缸水平安装在所述气缸支撑架上,且所述气缸的活塞杆穿过所述气缸支撑架并指向所述支撑座,所述气缸的活塞杆前端固接有压紧组件
汽车变速箱齿轮轴装配台.pdf
本发明提供了一种汽车变速箱齿轮轴装配台,其能解决采用现有采用人工装配变速箱齿轮轴时装配效率低,工人劳动强度大的问题。其包括机架,机架上设有水平工作台,水平工作台上垂直固接有两个互相平行的支撑架;两个支撑架之间垂直连接有滑轨安装架,滑轨安装架的左右两侧沿其长度方向分别安装有第二滑轨,第二滑轨上滑动安装有气缸支撑架;气缸的活塞杆竖直穿过气缸支撑架后固接有下压组件;位于滑轨安装架两侧的水平工作台上分别安装有工装支架。

汽车变速箱轴快速装配台.pdf
本发明提供了一种汽车变速箱轴快速装配台,其能解决采用现有采用人工装配变速箱齿轮轴时装配效率低,且装配完成后还需要工人将齿轮轴搬运到合适的位置,工人劳动强度大的问题。其包括机架和水平支架,机架上设有水平工作台,水平支架中部沿其长度方向安装有第一滑轨,第一滑轨上滑动安装有两个电葫芦;两个支撑架之间垂直连接有滑轨安装架,滑轨安装架的左右两侧沿其长度方向分别安装有第二滑轨,第二滑轨上滑动安装有气缸支撑架;气缸的活塞杆竖直穿过气缸支撑架后固接有下压组件;位于滑轨安装架两侧的水平工作台上分别安装有工装支架。
一种汽车变速箱齿轮轴装配台.pdf
本发明公开了一种汽车变速箱齿轮轴装配台,包括底座和两个竖板,两个所述竖板固定设置在底座上侧壁两端,所述底座上还固定设置有支撑块,且支撑块位于两个竖板之间,所述支撑块顶端固定设置有开口向上的凹槽,所述凹槽贯穿支撑块两侧壁设置,所述凹槽内腔下侧壁固定设置有电动伸缩杆,所述电动伸缩杆顶端固定设置有弧形支撑套,所述弧形支撑套上设置有齿轮轴,所述凹槽两侧壁均螺纹连接有对应的调节螺栓,每个调节螺栓均贯穿凹槽侧壁向内转动连接有夹紧套。本发明可以同时从齿轮轴两端对齿轮轴进行装配压紧,提高了工作效率,同时可以对不同直径的齿
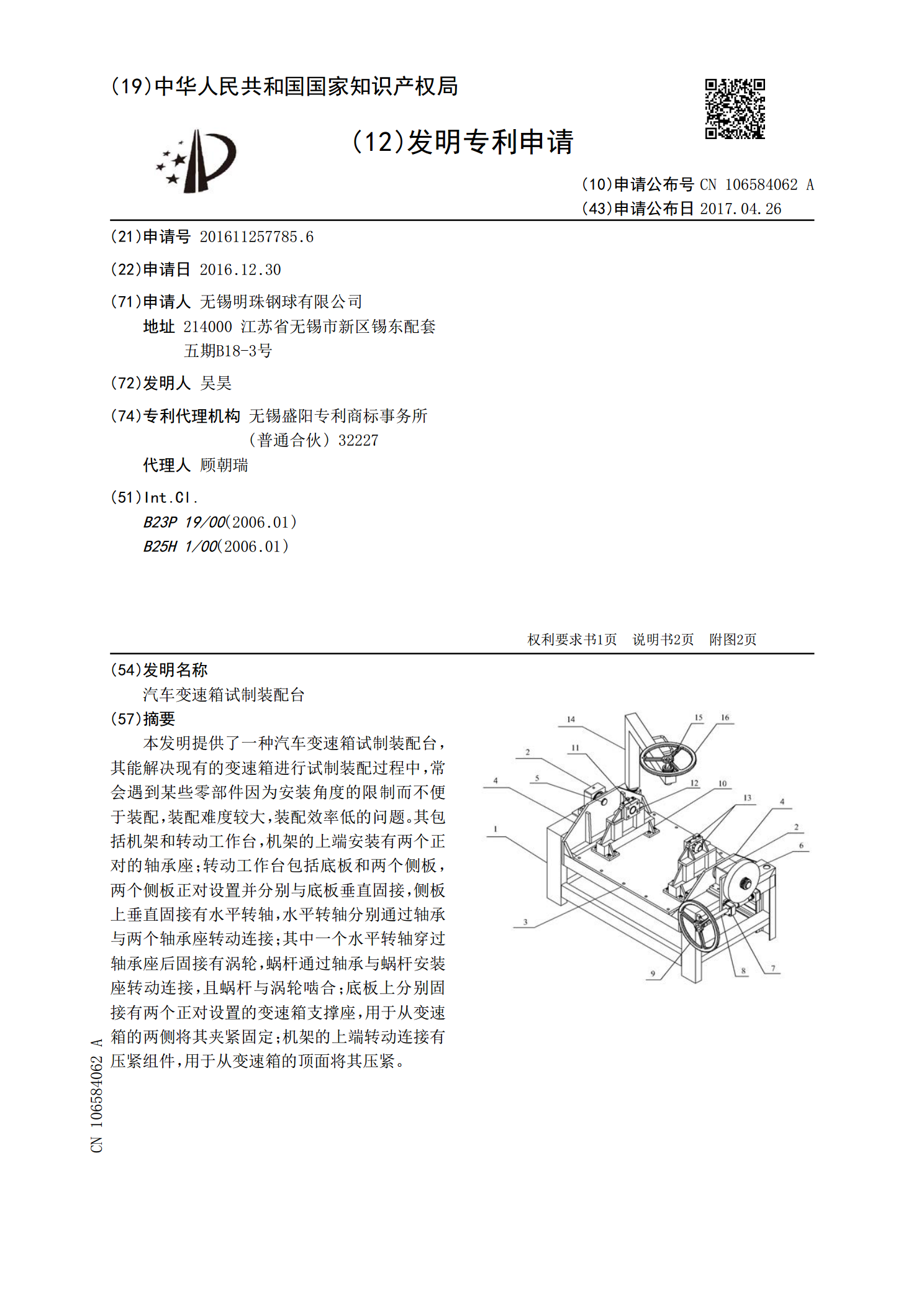
汽车变速箱试制装配台.pdf
本发明提供了一种汽车变速箱试制装配台,其能解决现有的变速箱进行试制装配过程中,常会遇到某些零部件因为安装角度的限制而不便于装配,装配难度较大,装配效率低的问题。其包括机架和转动工作台,机架的上端安装有两个正对的轴承座;转动工作台包括底板和两个侧板,两个侧板正对设置并分别与底板垂直固接,侧板上垂直固接有水平转轴,水平转轴分别通过轴承与两个轴承座转动连接;其中一个水平转轴穿过轴承座后固接有涡轮,蜗杆通过轴承与蜗杆安装座转动连接,且蜗杆与涡轮啮合;底板上分别固接有两个正对设置的变速箱支撑座,用于从变速箱的两侧将