
一种汽车差速器壳生产用成型装置.pdf

猫巷****永安

1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车差速器壳生产用成型装置.pdf
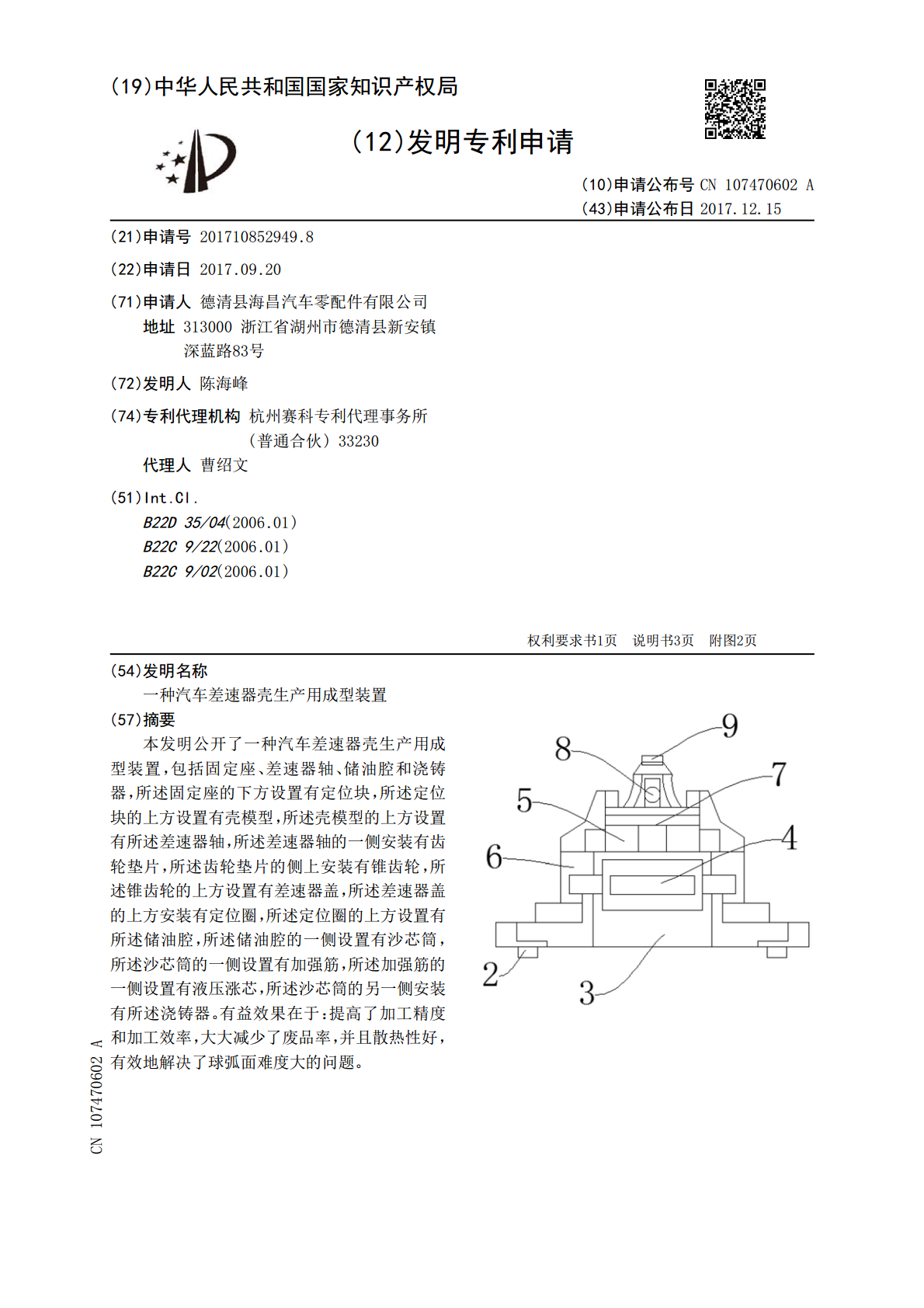
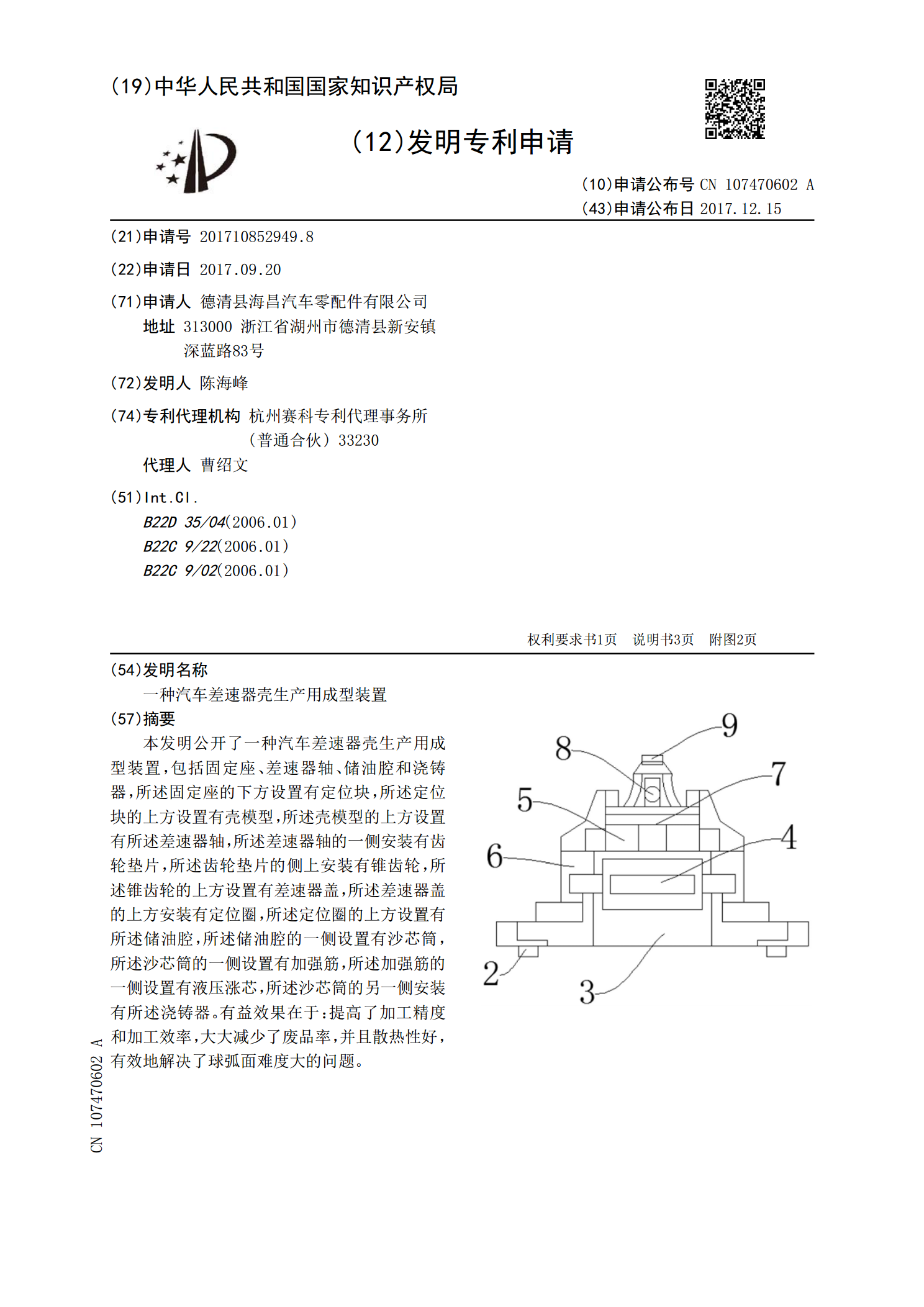
本发明公开了一种汽车差速器壳生产用成型装置,包括固定座、差速器轴、储油腔和浇铸器,所述固定座的下方设置有定位块,所述定位块的上方设置有壳模型,所述壳模型的上方设置有所述差速器轴,所述差速器轴的一侧安装有齿轮垫片,所述齿轮垫片的侧上安装有锥齿轮,所述锥齿轮的上方设置有差速器盖,所述差速器盖的上方安装有定位圈,所述定位圈的上方设置有所述储油腔,所述储油腔的一侧设置有沙芯筒,所述沙芯筒的一侧设置有加强筋,所述加强筋的一侧设置有液压涨芯,所述沙芯筒的另一侧安装有所述浇铸器。有益效果在于:提高了加工精度和加工效率,

一种铝壳生产用快速成型装置.pdf
本发明公开了一种铝壳生产用快速成型装置,包括加工台和安装在加工台顶部的龙门架,所述加工台的顶部开设有模具固定槽,且模具固定槽内放置有可升降的下模机构,所述加工台内位于下模机构的底部设有顶升组件,所述加工台的顶部考后续位置安装有送料机构,所述加工台的内部还设有驱动送料机构前后移动的驱动机构;所述龙门架的顶部安装有液压缸,且液压缸的输出轴朝下贯穿龙门架顶部与升降板连接。该铝壳生产用快速成型装置,设置有顶升组件和下模机构,顶升组件内的顶升板在弹簧的作用下顶起,进而通过推动杆带动顶板的升起,将成型腔内的工件顶出,
差速器壳及差速器装置.pdf
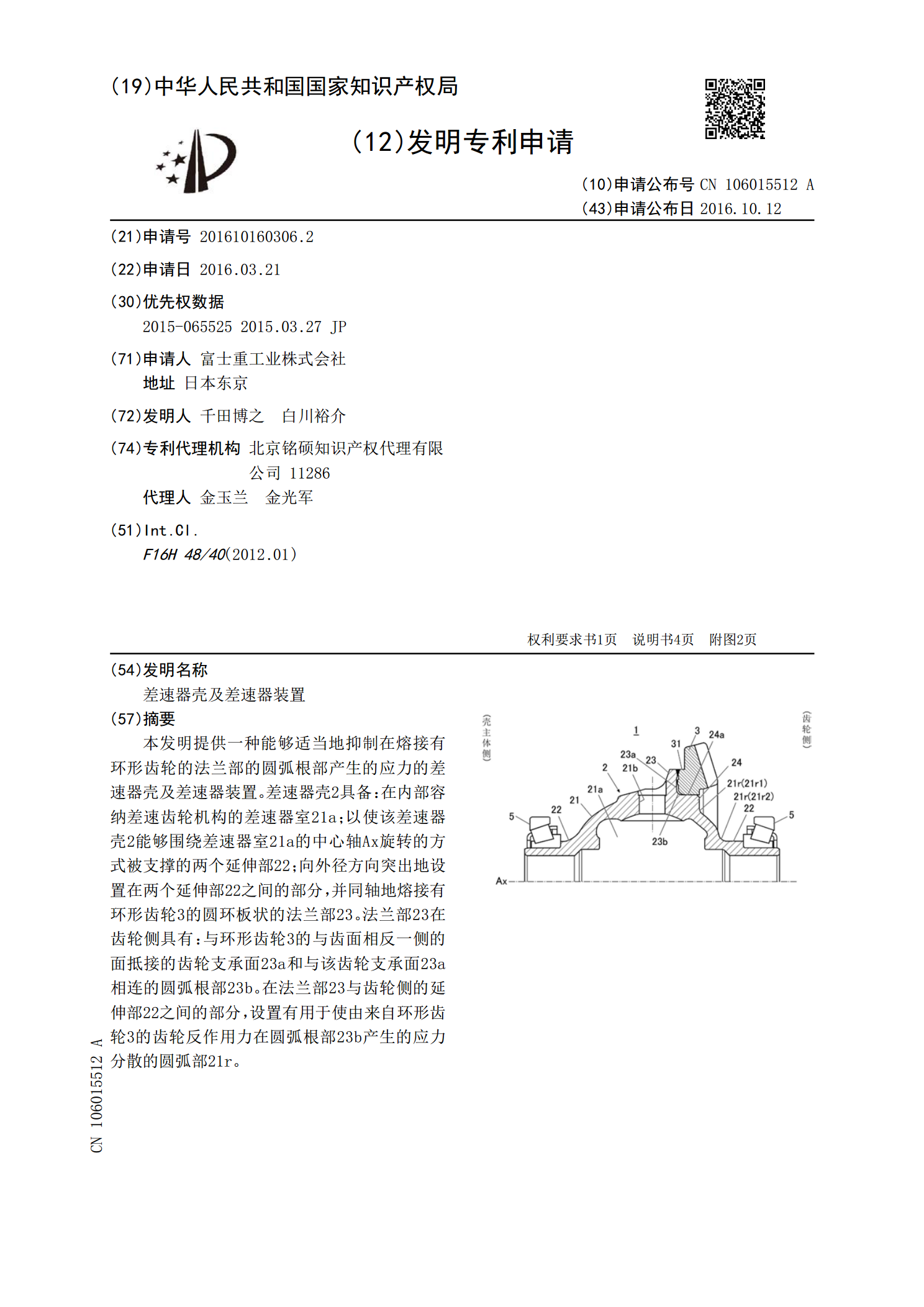
本发明提供一种能够适当地抑制在熔接有环形齿轮的法兰部的圆弧根部产生的应力的差速器壳及差速器装置。差速器壳2具备:在内部容纳差速齿轮机构的差速器室21a;以使该差速器壳2能够围绕差速器室21a的中心轴Ax旋转的方式被支撑的两个延伸部22;向外径方向突出地设置在两个延伸部22之间的部分,并同轴地熔接有环形齿轮3的圆环板状的法兰部23。法兰部23在齿轮侧具有:与环形齿轮3的与齿面相反一侧的面抵接的齿轮支承面23a和与该齿轮支承面23a相连的圆弧根部23b。在法兰部23与齿轮侧的延伸部22之间的部分,设置有用于使

一种差速器壳盖的锻造成型工艺.pdf
本发明提供一种差速器壳盖的锻造成型工艺,包括如下步骤:下料、温锻成型、控制冷却、冲孔和机加工,所述温锻成型工序是将差速器壳盖的中间大孔与周边安装孔同时锻造成盲孔,预留3‑6mm厚度的连皮,温锻成型工序中的棒料加热至860‑900℃后一次锻造成型,冲孔工序是将锻件放入冲孔模具,将差速器壳盖的中间大孔及周围安装孔同时冲孔。本发明具有降低生产成本、提高生产效率等优点。

一种用于汽车用碳纤维材料生产用成型装置.pdf
本发明公开了一种用于汽车用碳纤维材料生产用成型装置,包括支撑组件、输料组件和刷胶组件,支撑组件包括工作台、支撑架和若干支腿,输料组件包括支撑座、第一辊筒、第二辊筒、变频电机、托盘、电动滑台和第一电机,刷胶组件包括辊轴架、辊轴、储胶腔、壳体、毛刷和第二电机,辊轴架安装于工作台的上部两侧,辊轴转动安装于辊轴架上,储胶腔套设安装于辊轴的外部,壳体套设安装于储胶腔的外部,毛刷安装于壳体的外部一周,第二电机安装于辊轴架的侧部,第二电机的输出端通过轴承与辊轴的端部相连,壳体处于托盘的上部,并与托盘构成刷胶空间。本发明