
一种高精度金刚石笔砂轮修整器及装调方法.pdf

书生****12


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种高精度金刚石笔砂轮修整器及装调方法.pdf
本发明属于精密加工技术领域,提供了一种高精度金刚石笔砂轮修整器及装调方法,该修整器包括:金刚石笔、金刚石笔座、锁紧螺母、防尘罩、导轨、滑块、导轨软带、压板、修整器壳体、铜螺母、电机连接板、螺杆电机。采用经过精密配研的V型滑块和导轨并经过贴塑和精密刮研处理,可获得较高的直线运动精度;采用单导轨的形式,绕滑块运动方向的微小转动对该装置的修整和测量精度基本没有影响;导轨软带与钢的动静摩擦系数较小且比较接近,有效减小滑块运动过程中的爬行现象;另外导轨软带具有吸振作用,可有效吸收砂轮修整过程中的振动;采用螺杆电机低
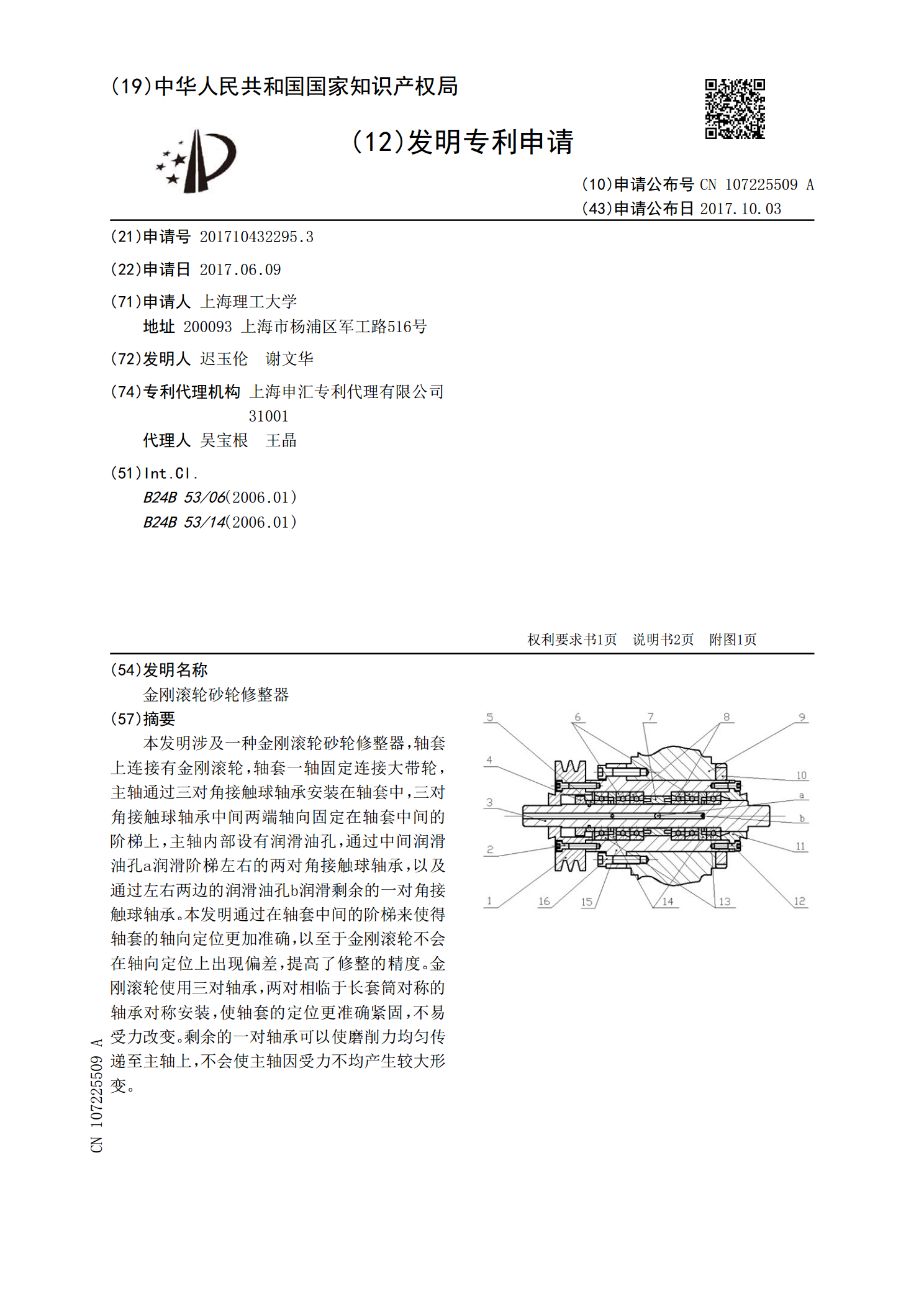
金刚滚轮砂轮修整器.pdf
本发明涉及一种金刚滚轮砂轮修整器,轴套上连接有金刚滚轮,轴套一轴固定连接大带轮,主轴通过三对角接触球轴承安装在轴套中,三对角接触球轴承中间两端轴向固定在轴套中间的阶梯上,主轴内部设有润滑油孔,通过中间润滑油孔a润滑阶梯左右的两对角接触球轴承,以及通过左右两边的润滑油孔b润滑剩余的一对角接触球轴承。本发明通过在轴套中间的阶梯来使得轴套的轴向定位更加准确,以至于金刚滚轮不会在轴向定位上出现偏差,提高了修整的精度。金刚滚轮使用三对轴承,两对相临于长套筒对称的轴承对称安装,使轴套的定位更准确紧固,不易受力改变。剩

一种高精度两轴自动砂轮修整器.pdf
本发明公开了一种高精度两轴自动砂轮修整器,所述高精度两轴自动砂轮修整器包括基座、设置在基座左侧的金刚滚轮固定轴系、设置在基座上的回转轴系、设置在所述基座上动力单元、衔接所述动力单元和所述金刚滚轮固定轴系的动力传输单元。本发明结构高精度两轴自动砂轮修整器简单而紧凑,本发明将动力源、传动单元与末端单元集成,同时双轴系的结构简单且实用性高,所有机构直接或间接固定于基座,空间利用率高。

一种金刚石砂轮修整器及其制备方法.pdf
本发明公开了一种金刚石砂轮修整器,所述修整器上与砂轮接触面设置有分排排列的碎钻、碎钻粒度≤0.04ct,沿磨削方向、上一排与下一排最远端两颗碎钻的中心夹角角度呈15.5°摆放。本发明的有益效果是:充分利用各种粒度的等外级天然碎钻,节约国家和世界资源,降低了生产企业和使用企业的加工成本;提高了钻石的利用率,操作方便,使用时不需翻修或刃磨,以保证工件的加工精度和表面光洁度,并在原有基础上延长了修整工具的使用寿命。
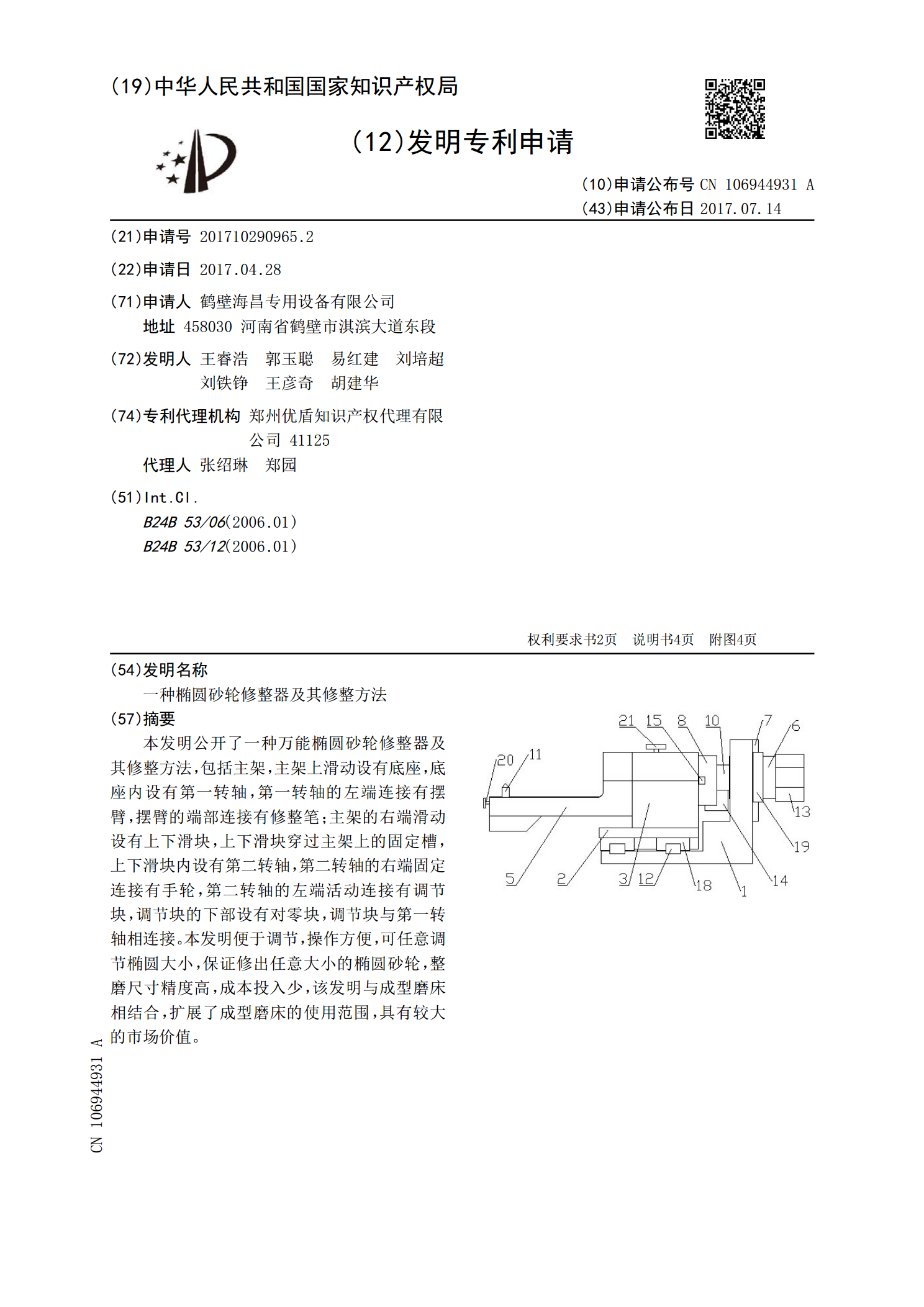
一种椭圆砂轮修整器及其修整方法.pdf
本发明公开了一种万能椭圆砂轮修整器及其修整方法,包括主架,主架上滑动设有底座,底座内设有第一转轴,第一转轴的左端连接有摆臂,摆臂的端部连接有修整笔;主架的右端滑动设有上下滑块,上下滑块穿过主架上的固定槽,上下滑块内设有第二转轴,第二转轴的右端固定连接有手轮,第二转轴的左端活动连接有调节块,调节块的下部设有对零块,调节块与第一转轴相连接。本发明便于调节,操作方便,可任意调节椭圆大小,保证修出任意大小的椭圆砂轮,整磨尺寸精度高,成本投入少,该发明与成型磨床相结合,扩展了成型磨床的使用范围,具有较大的市场价值。