
多工位快速上坯、送坯吹瓶机.pdf

爱欢****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

多工位快速上坯、送坯吹瓶机.pdf
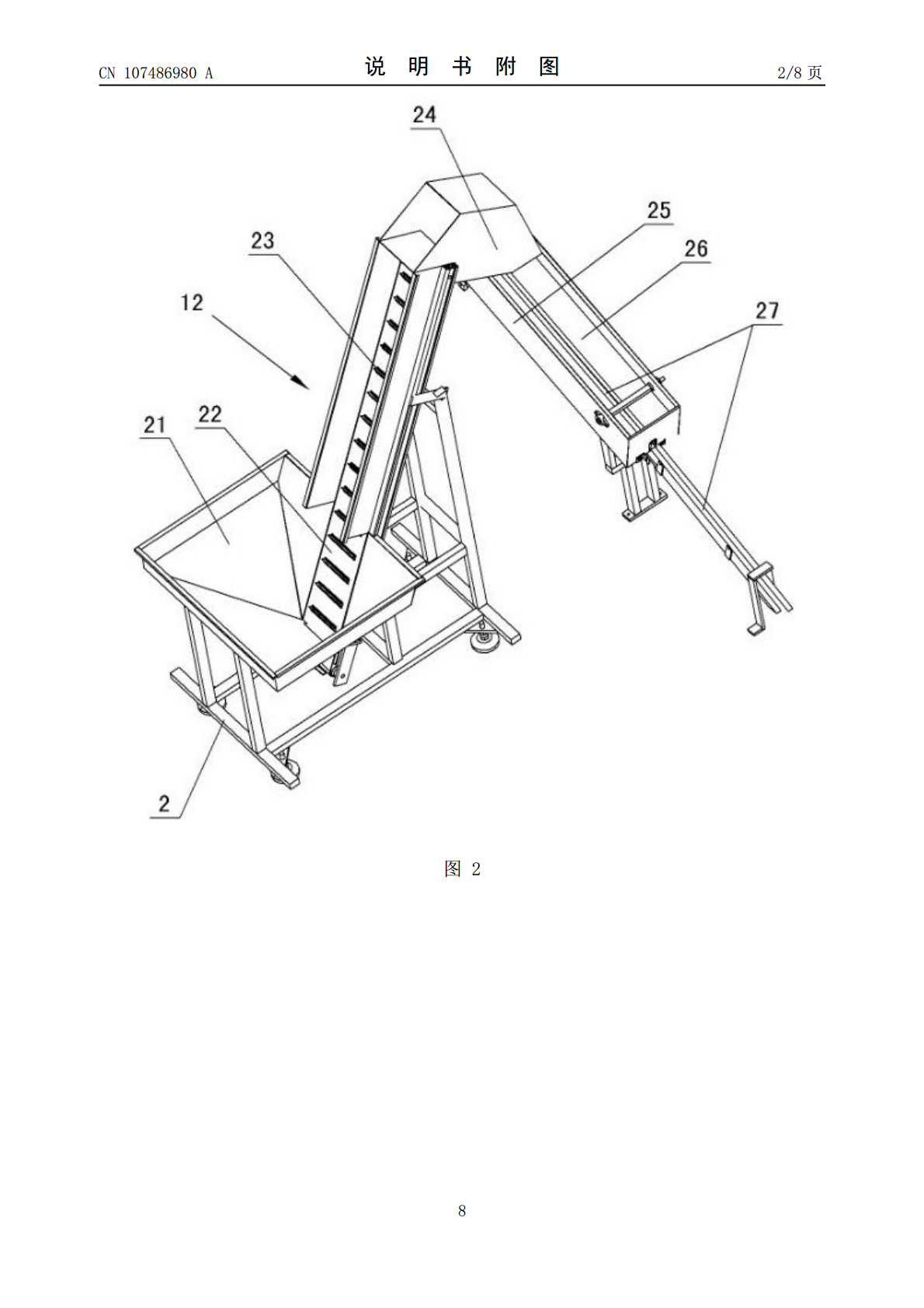
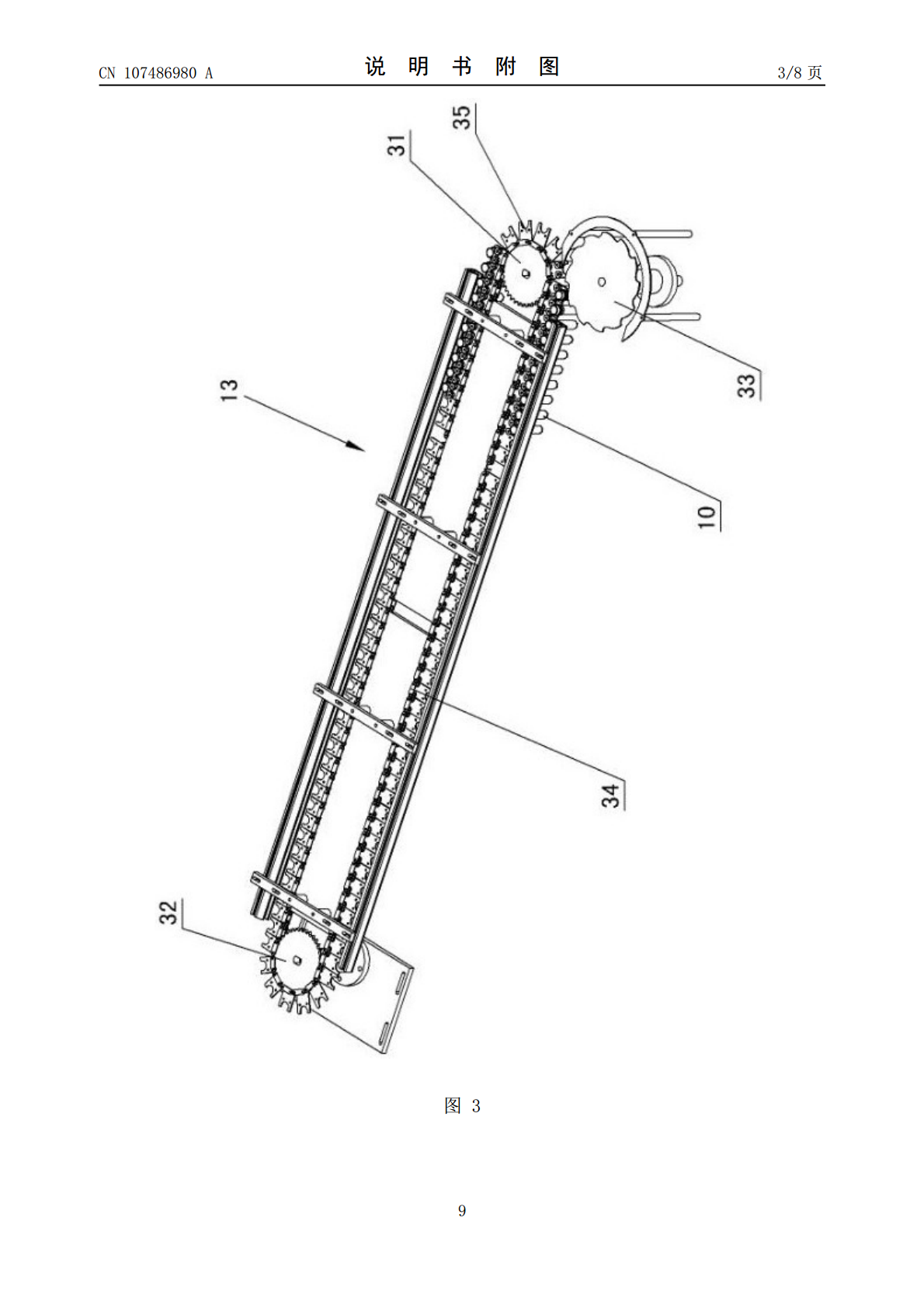
多工位快速上坯、送坯吹瓶机,其特征在于包括机架一侧设自动上坯理坯机构,机架中设加热输送机构和吹瓶机构,加热输送机构包括加热烘道中设前、后齿轮和送料拨盘,前、后齿轮之间设加热输送链条,加热输送链条出口设分坯输送装置,分坯输送装置包括主动、从动齿轮和分坯滑轨,主动齿轮上设分坯拨盘,主动、从动齿轮之间设分坯输送链条上设固定块上设转动销,转动销外壁设扭簧,转动销位于扭簧上方设推杆,推杆一侧的固定块上设限位销,吹瓶机构包括前、中、后模板,前、中模板之间设吹瓶模具,中、后模板之间设连杆连接开合气缸,吹瓶模具上设进坯固
多工位全自动塑料吹瓶机定距式分坯机构.pdf
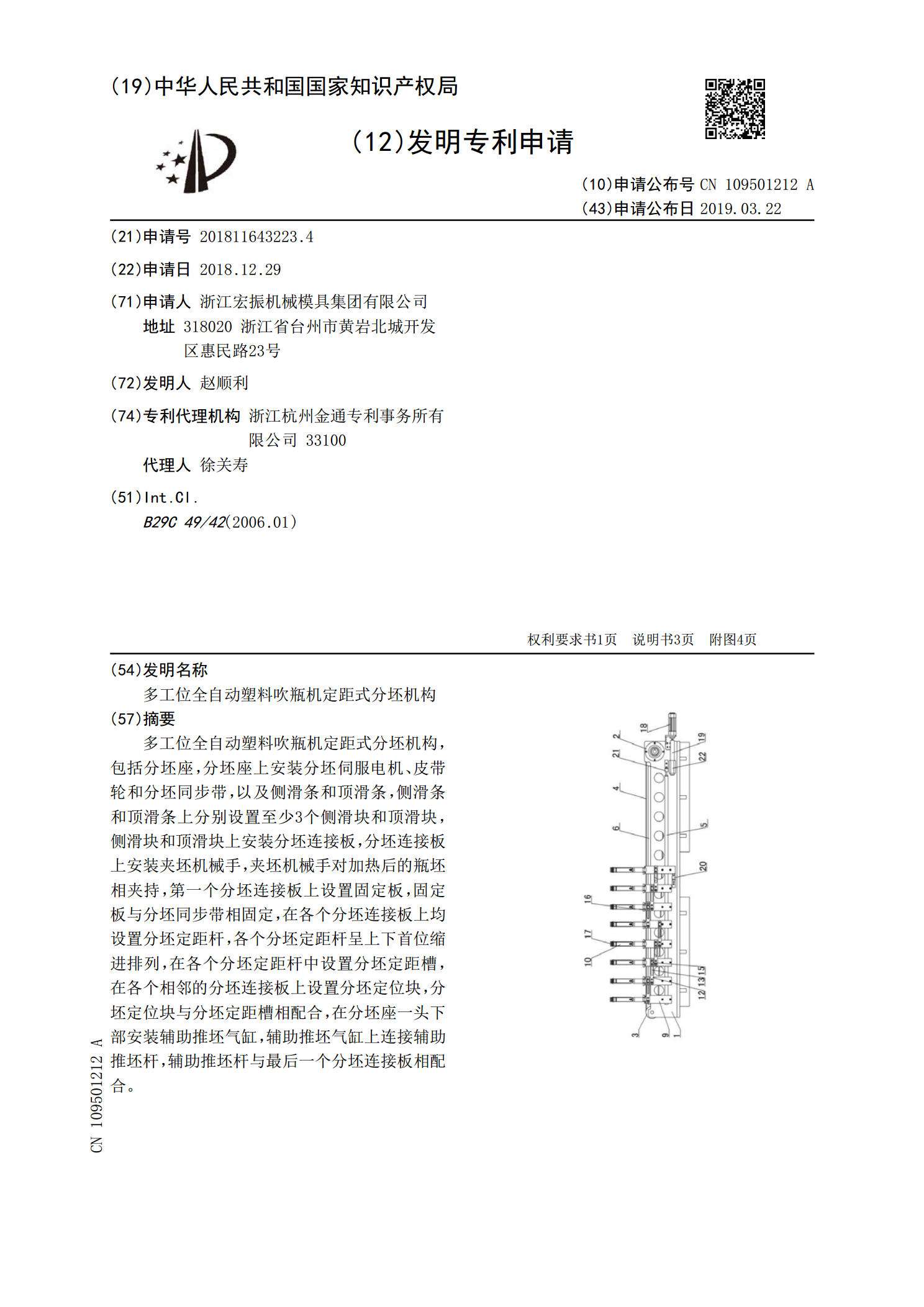
多工位全自动塑料吹瓶机定距式分坯机构,包括分坯座,分坯座上安装分坯伺服电机、皮带轮和分坯同步带,以及侧滑条和顶滑条,侧滑条和顶滑条上分别设置至少3个侧滑块和顶滑块,侧滑块和顶滑块上安装分坯连接板,分坯连接板上安装夹坯机械手,夹坯机械手对加热后的瓶坯相夹持,第一个分坯连接板上设置固定板,固定板与分坯同步带相固定,在各个分坯连接板上均设置分坯定距杆,各个分坯定距杆呈上下首位缩进排列,在各个分坯定距杆中设置分坯定距槽,在各个相邻的分坯连接板上设置分坯定位块,分坯定位块与分坯定距槽相配合,在分坯座一头下部安装辅助
理坯机与吹瓶机之间的瓶坯输送装置.pdf
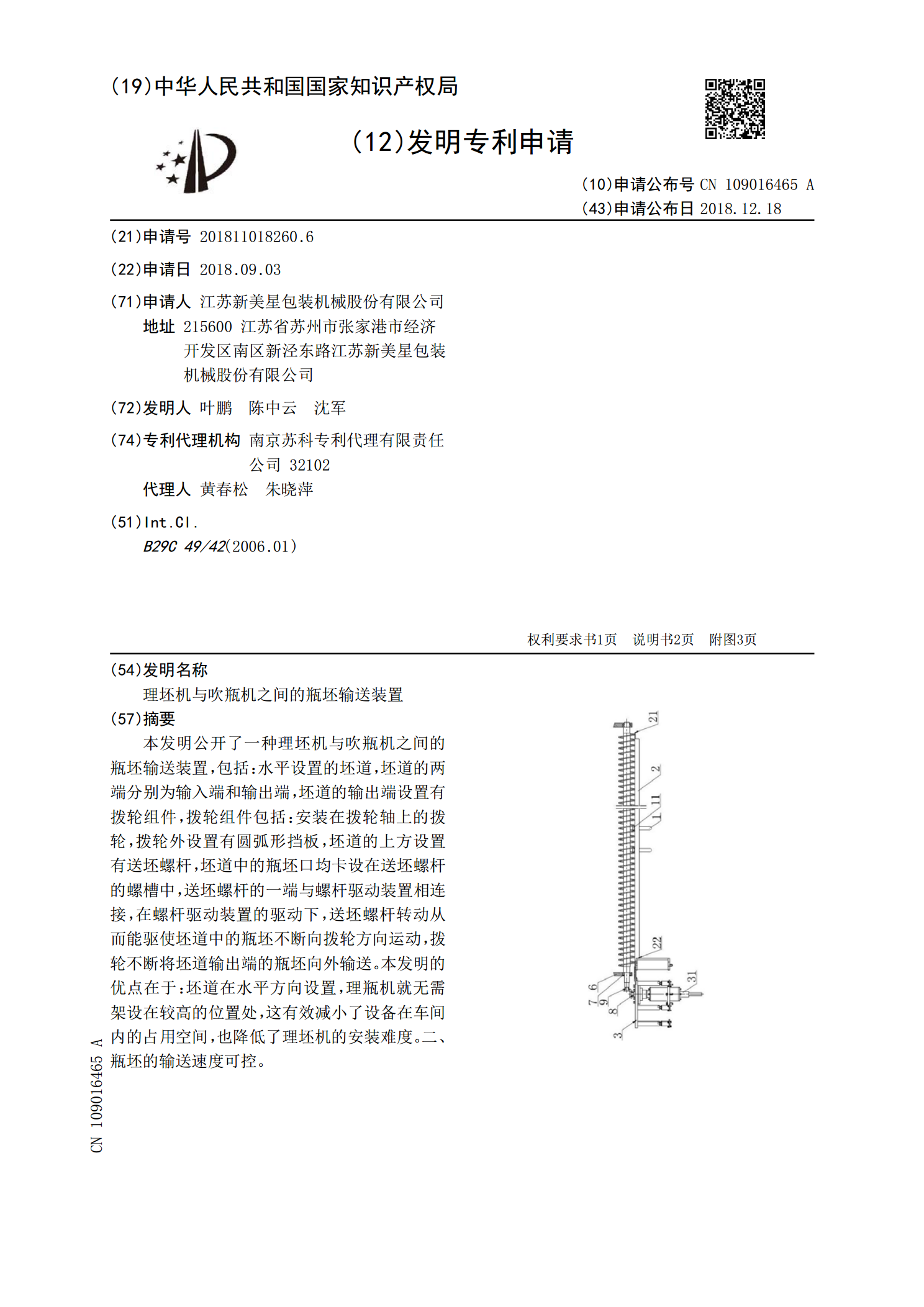
本发明公开了一种理坯机与吹瓶机之间的瓶坯输送装置,包括:水平设置的坯道,坯道的两端分别为输入端和输出端,坯道的输出端设置有拨轮组件,拨轮组件包括:安装在拨轮轴上的拨轮,拨轮外设置有圆弧形挡板,坯道的上方设置有送坯螺杆,坯道中的瓶坯口均卡设在送坯螺杆的螺槽中,送坯螺杆的一端与螺杆驱动装置相连接,在螺杆驱动装置的驱动下,送坯螺杆转动从而能驱使坯道中的瓶坯不断向拨轮方向运动,拨轮不断将坯道输出端的瓶坯向外输送。本发明的优点在于:坯道在水平方向设置,理瓶机就无需架设在较高的位置处,这有效减小了设备在车间内的占用空
吹瓶机进坯瓶坯芯轴凸轮加载机构.pdf
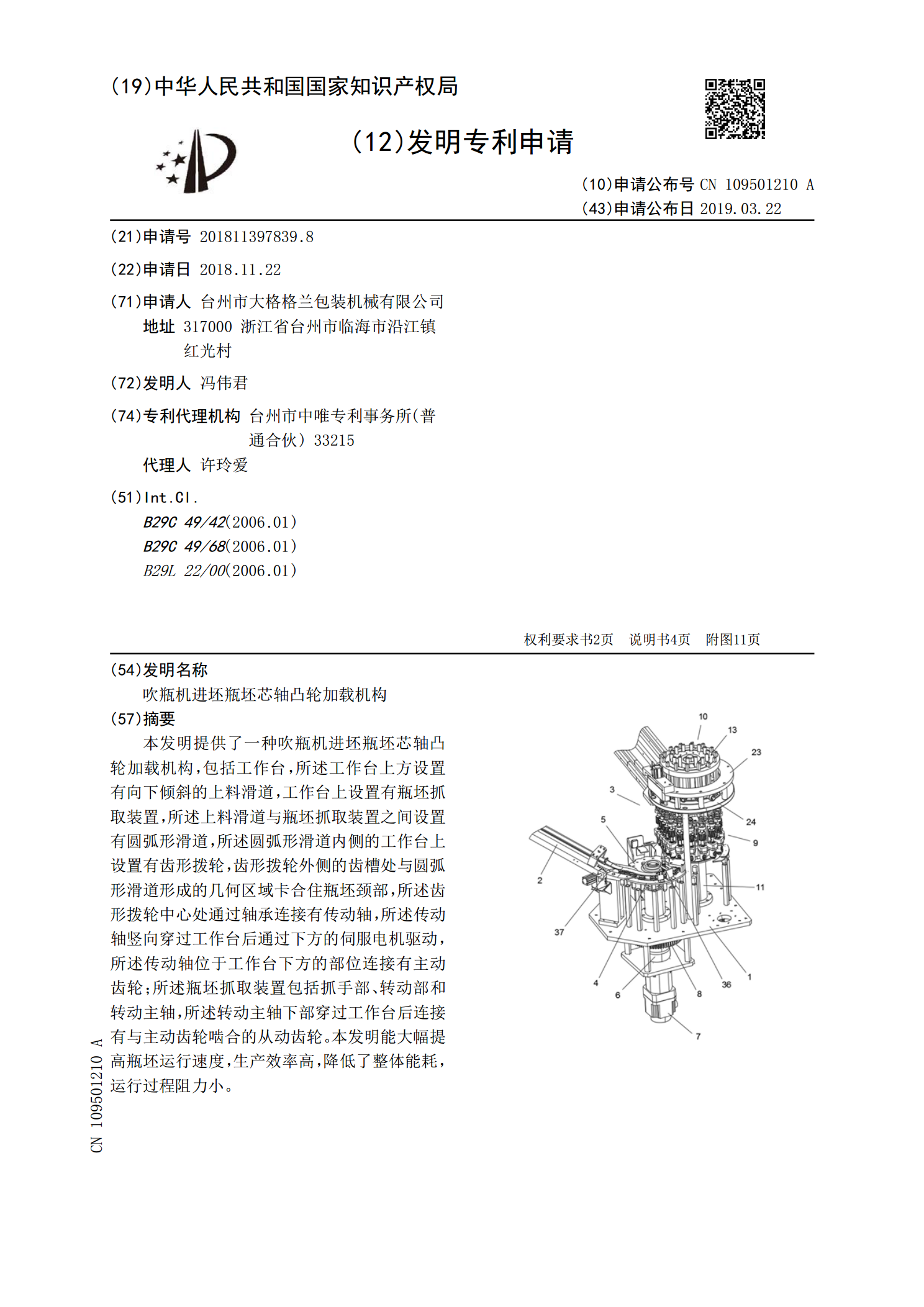
本发明提供了一种吹瓶机进坯瓶坯芯轴凸轮加载机构,包括工作台,所述工作台上方设置有向下倾斜的上料滑道,工作台上设置有瓶坯抓取装置,所述上料滑道与瓶坯抓取装置之间设置有圆弧形滑道,所述圆弧形滑道内侧的工作台上设置有齿形拨轮,齿形拨轮外侧的齿槽处与圆弧形滑道形成的几何区域卡合住瓶坯颈部,所述齿形拨轮中心处通过轴承连接有传动轴,所述传动轴竖向穿过工作台后通过下方的伺服电机驱动,所述传动轴位于工作台下方的部位连接有主动齿轮;所述瓶坯抓取装置包括抓手部、转动部和转动主轴,所述转动主轴下部穿过工作台后连接有与主动齿轮啮

吹瓶机用瓶坯套接头.pdf
本发明揭示了一种吹瓶机用瓶坯套接头,该套接头的结构组成包括底座以及套接在底座外侧的胀套,该底座上设有弹性的O型密封圈,夹设于底座与胀套之间,其特征在于:该胀套外侧表面和底座的外轮廓表面设有一层具耐磨性及自润滑性的聚醚醚酮薄膜。本发明改进型套接头的应用实施,通过在与瓶坯瓶口内壁相接触的套接头表面设置一层聚醚醚酮薄膜,能有效提高瓶坯套接的润滑程度,为轻薄瓶体的批量、高良品率制造提供了保障。