
熔喷法无纺布生产工艺介绍ppt课件.ppt

天马****23


1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共82页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
熔喷法无纺布生产工艺介绍ppt课件.ppt
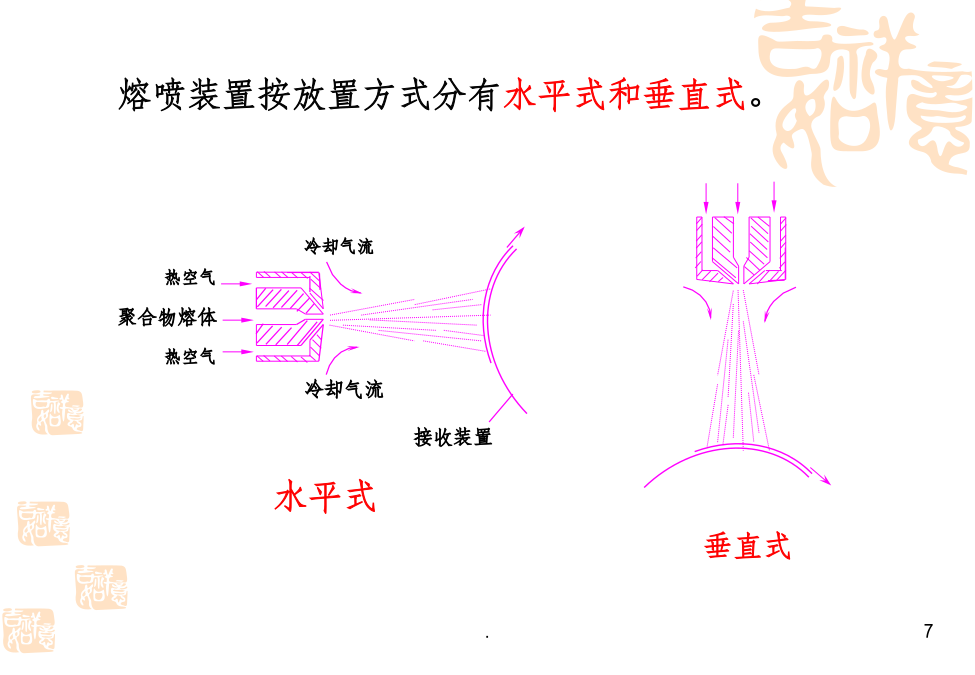
第八章熔喷法(MeltBlowing)第一节概述第二节熔喷的工艺原理与设备第三节熔喷用原料第四节熔喷产品性能和应用第五节熔喷的技术进展熔喷法工艺是聚合物挤压法非织造工艺中的一种,起源于20世纪50年代初。20世纪50年代初,美国海军实验室为收集核试验产生的放射性微粒,开始研制具有超细过滤效果的过滤材料,1954年发表研究成果。20世纪60年代中期,美国埃克森(Exxon)公司进一步对这一工艺进行研究,与精确(Accurate)公司合作制造出了第一台熔喷设备原型机,并申请了专利。目前,除了埃克森公司拥有熔喷

熔喷法无纺布生产工艺介绍.ppt
12345678910111213141516171819202122232425262728熔喷3031323334353637383940414243444546474849505152535455565758596061626364656667686970717273747576777879808182

一种熔喷无纺布的生产工艺.pdf
本发明属于熔喷无纺布技术领域,具体的说是一种熔喷无纺布的生产工艺;所述熔喷加工机包括机体;所述机体底部端面固连有储物箱;所述储物箱内壁中通过电动伸缩杆滑动连接有挤压块;所述储物箱内壁中安装有进料管;所述储物箱右侧内壁固连有均匀布置的喷头;本发明主要用于解决目前的熔喷加工机喷出的纤维丝往往采用自然冷却的方式进行降温固定,由于纤维丝刚喷射出时自身的温度较高,从而会减慢纤维丝冷却成型的速度,导致纤维丝断裂的情况,同时目前的熔喷加工机都是采用垂直的方式进行喷丝,在喷丝的过程中如果纤维丝之间发生缠绕,会增大纤维丝自

熔喷无纺布、使用其的层叠体、熔喷无纺布的制造方法及熔喷装置.pdf
本发明提供一种熔喷(MB)无纺布、及使用其的层叠体、以及熔喷无纺布的制造方法及熔喷装置。熔喷装置(100)具备用于将树脂熔融物(42)和伴随流一起喷出的模具(10)、中空状盖部(20)、以及收集构件(60)。来自模具(10)的喷出丝状物(50)在中空状盖部(20)内部被加热至所述热塑性树脂的结晶温度以上,并被收集构件(60)的收集面(62)收集。在从喷嘴孔(12)垂直向下的直线上,以从中空状盖部(20)下端(28)至收集面(62)的距离计,中空状盖部(20)与收集构件(60)分开5cm以上。

熔喷无纺布及其制造方法.pdf
本发明提供由包含环状烯烃类树脂的纤维构成的熔喷无纺布及熔喷无纺布的制造方法。上述熔喷无纺布是由包含环状烯烃类树脂的纤维构成的熔喷无纺布,其中,在放大至1000倍的SEM图像中随机选择的100点的纤维径数据中,从纤维径小的数据至纤维径大的数据排列并将数据四等分,具有大于所得到的第3四分位数的纤维径的数据的平均值为30μm以下。