
法兰约束旋压成型装置及工艺方法.pdf

猫巷****觅蓉

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
法兰约束旋压成型装置及工艺方法.pdf
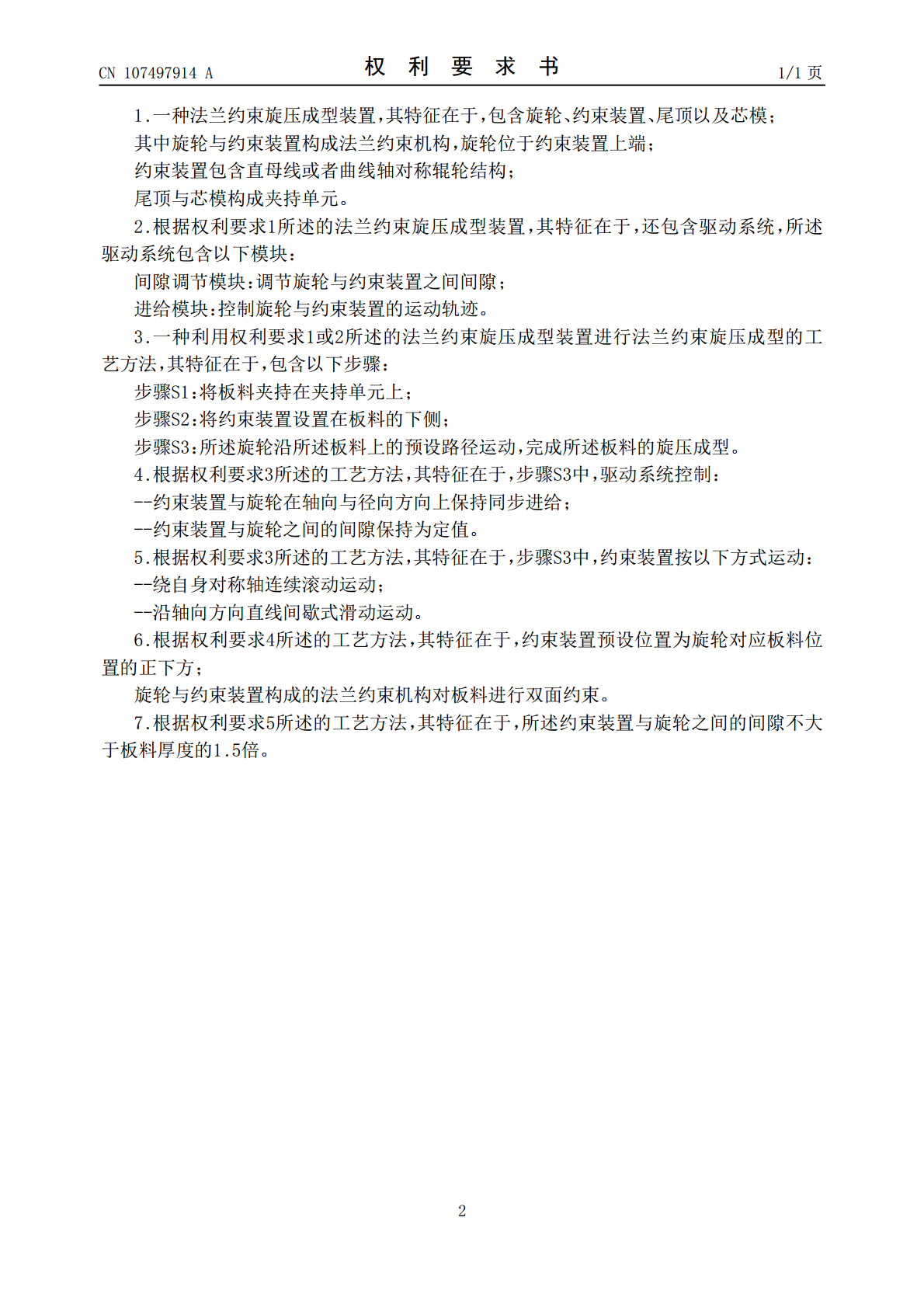
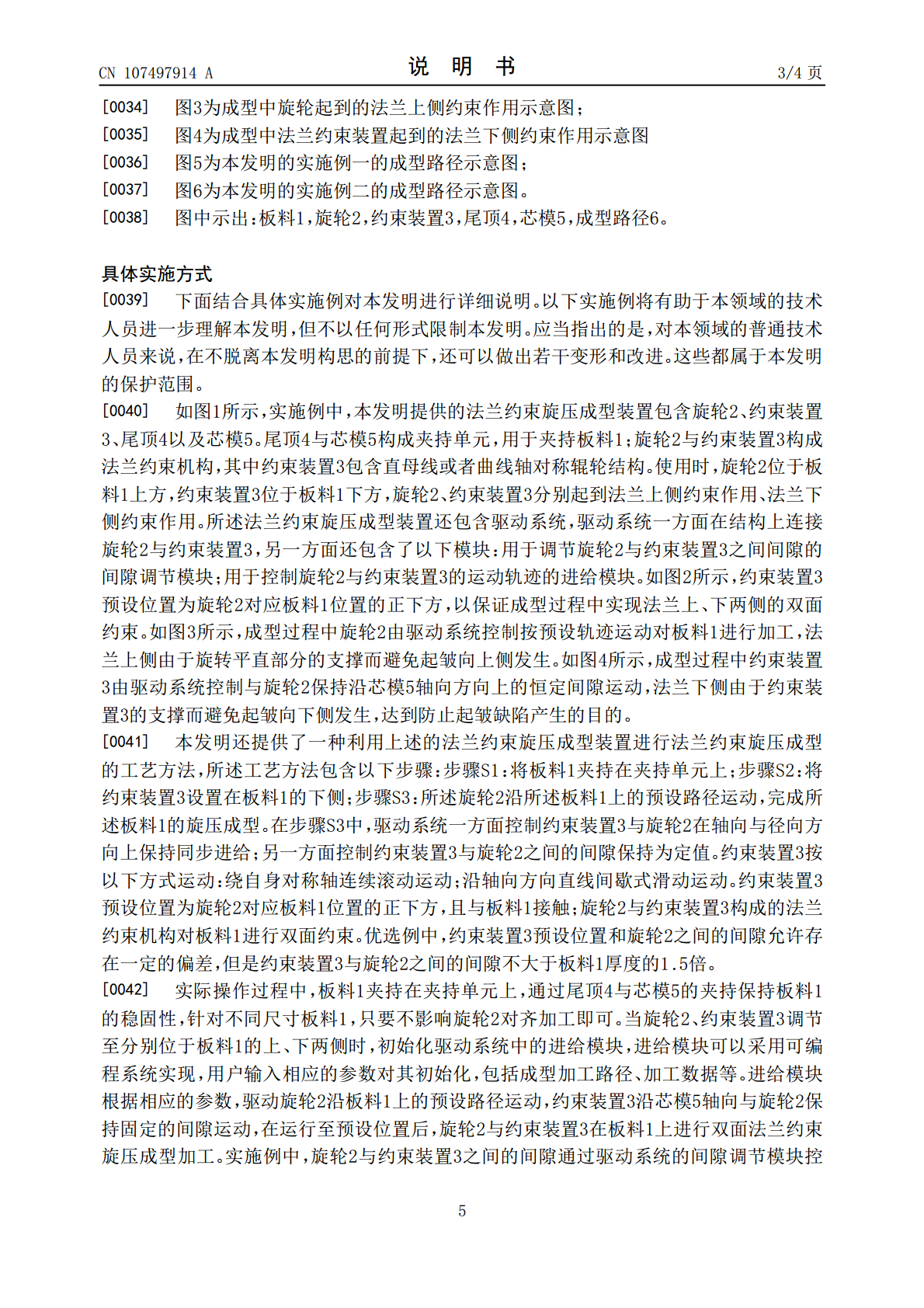
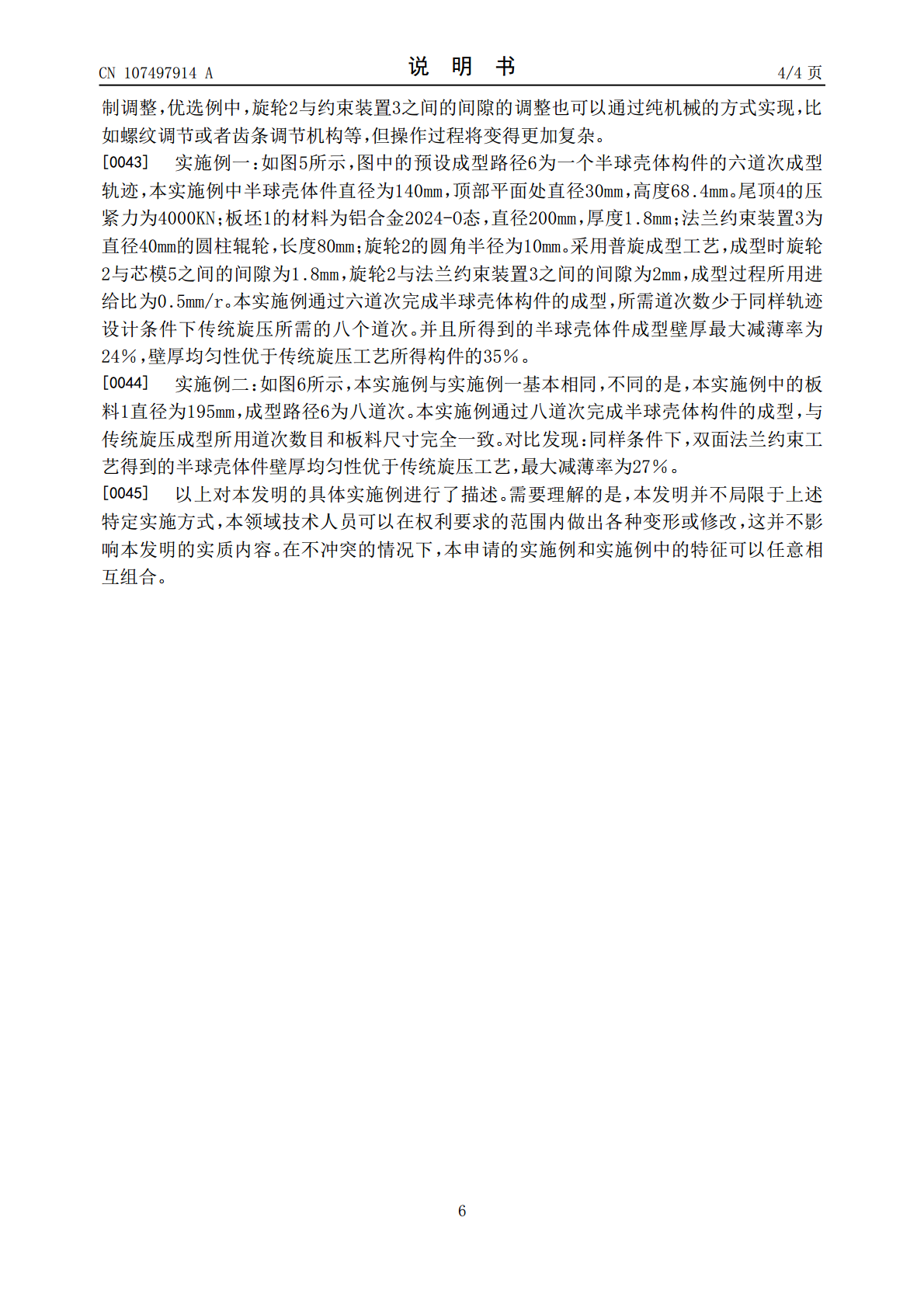
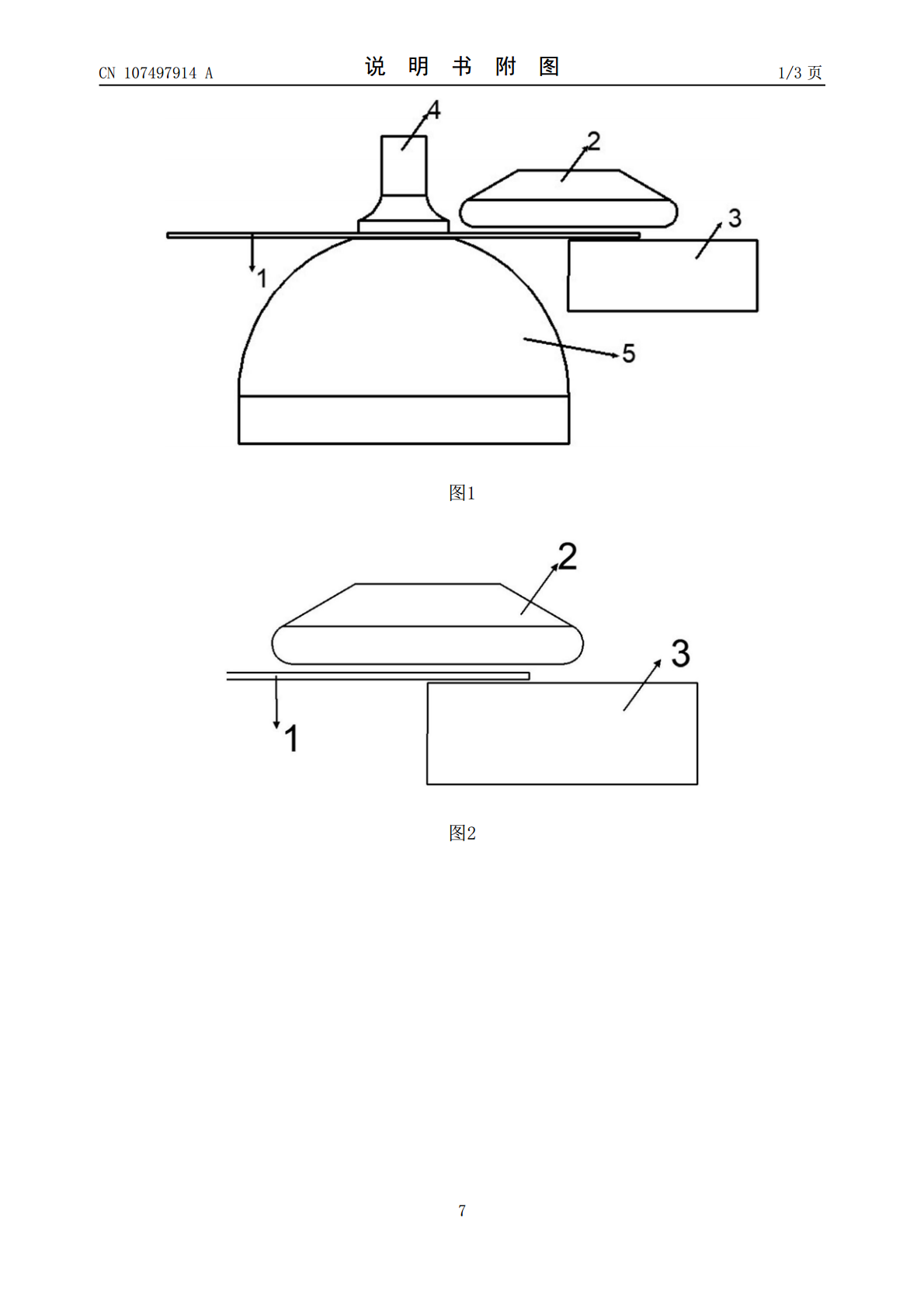
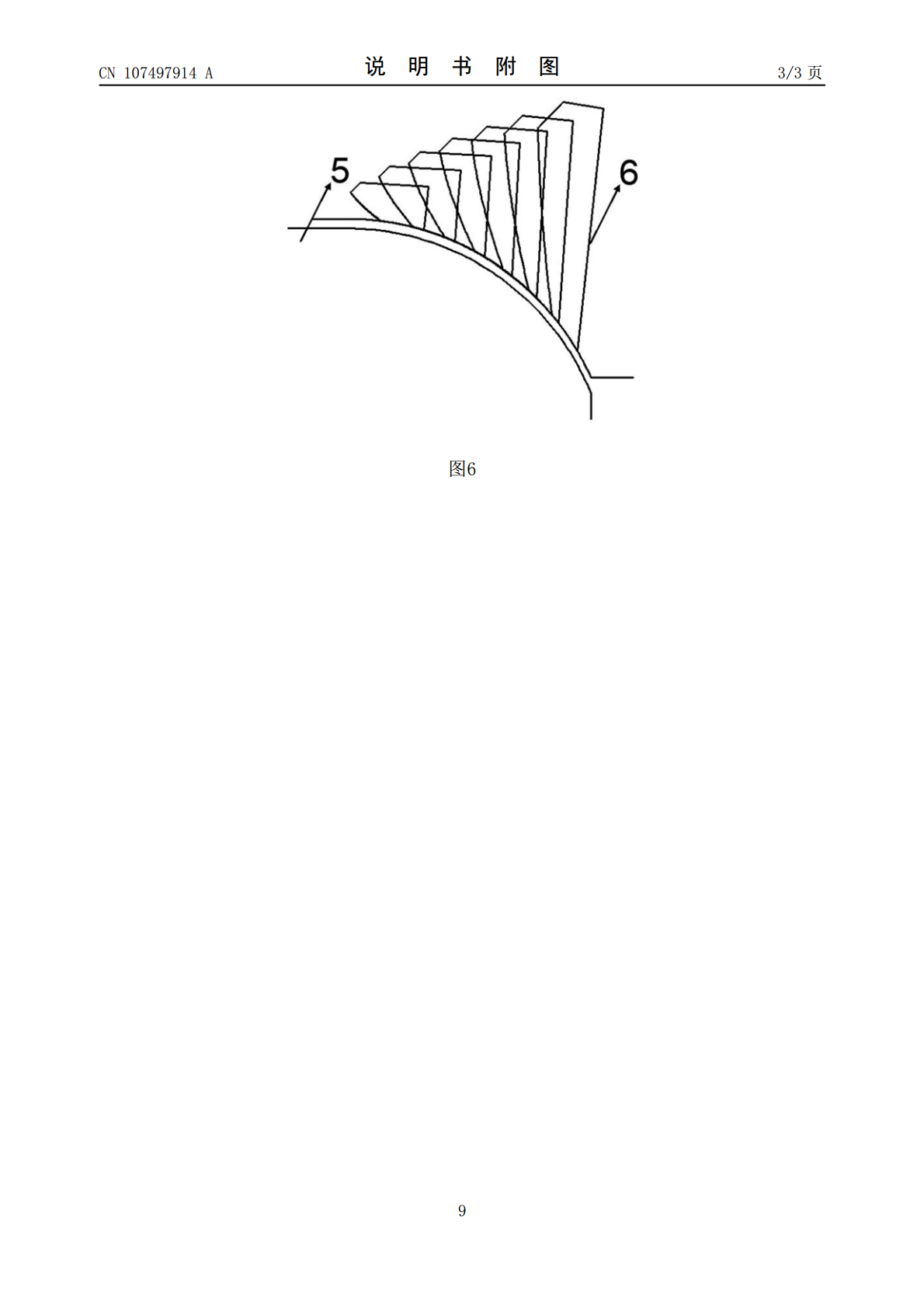
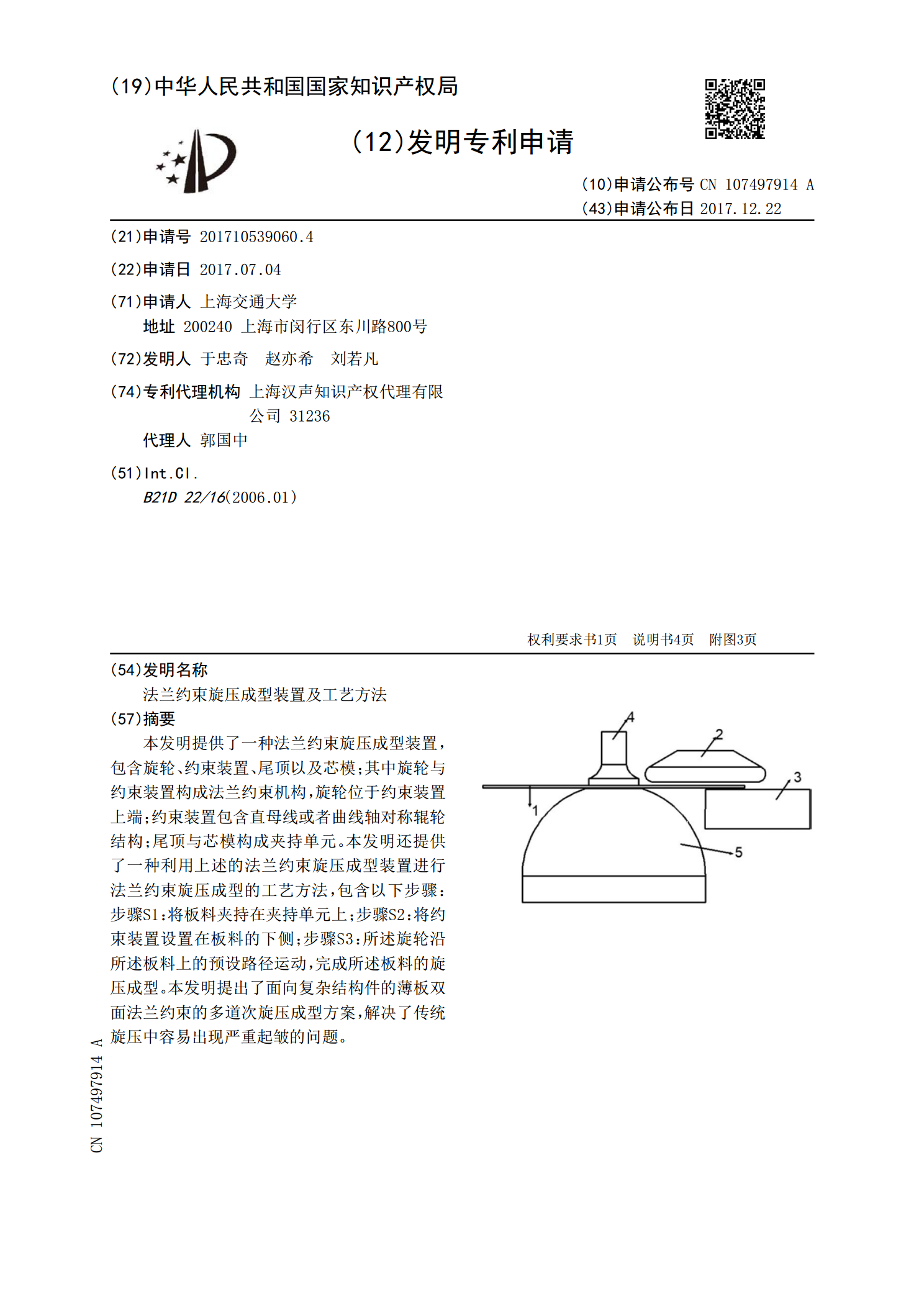
本发明提供了一种法兰约束旋压成型装置,包含旋轮、约束装置、尾顶以及芯模;其中旋轮与约束装置构成法兰约束机构,旋轮位于约束装置上端;约束装置包含直母线或者曲线轴对称辊轮结构;尾顶与芯模构成夹持单元。本发明还提供了一种利用上述的法兰约束旋压成型装置进行法兰约束旋压成型的工艺方法,包含以下步骤:步骤S1:将板料夹持在夹持单元上;步骤S2:将约束装置设置在板料的下侧;步骤S3:所述旋轮沿所述板料上的预设路径运动,完成所述板料的旋压成型。本发明提出了面向复杂结构件的薄板双面法兰约束的多道次旋压成型方案,解决了传统旋
薄壁储气筒热旋压成型装置及热旋压成型工艺.pdf
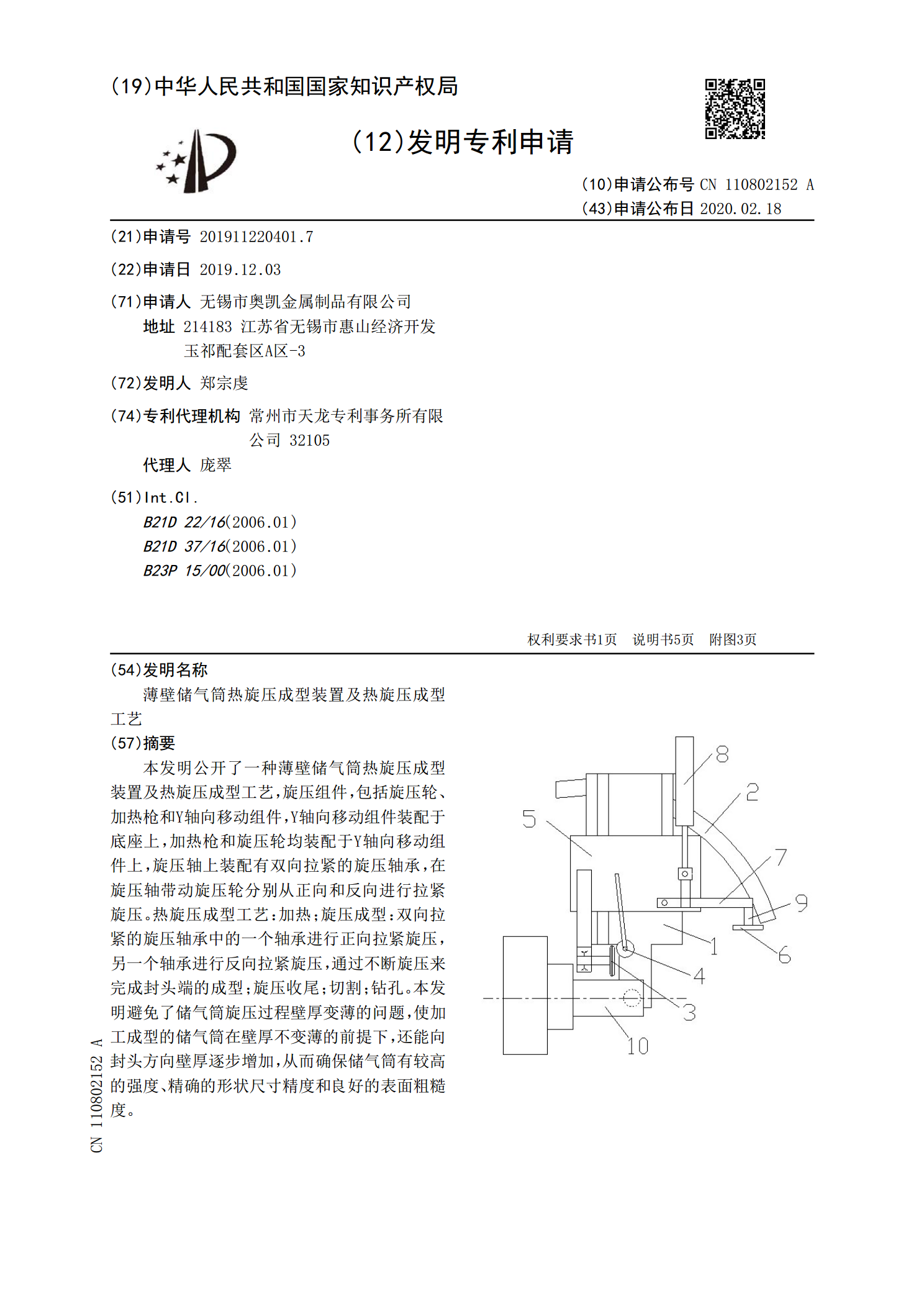
本发明公开了一种薄壁储气筒热旋压成型装置及热旋压成型工艺,旋压组件,包括旋压轮、加热枪和Y轴向移动组件,Y轴向移动组件装配于底座上,加热枪和旋压轮均装配于Y轴向移动组件上,旋压轴上装配有双向拉紧的旋压轴承,在旋压轴带动旋压轮分别从正向和反向进行拉紧旋压。热旋压成型工艺:加热;旋压成型:双向拉紧的旋压轴承中的一个轴承进行正向拉紧旋压,另一个轴承进行反向拉紧旋压,通过不断旋压来完成封头端的成型;旋压收尾;切割;钻孔。本发明避免了储气筒旋压过程壁厚变薄的问题,使加工成型的储气筒在壁厚不变薄的前提下,还能向封头方
一种旋压工装及轮毂旋压成型工艺.pdf
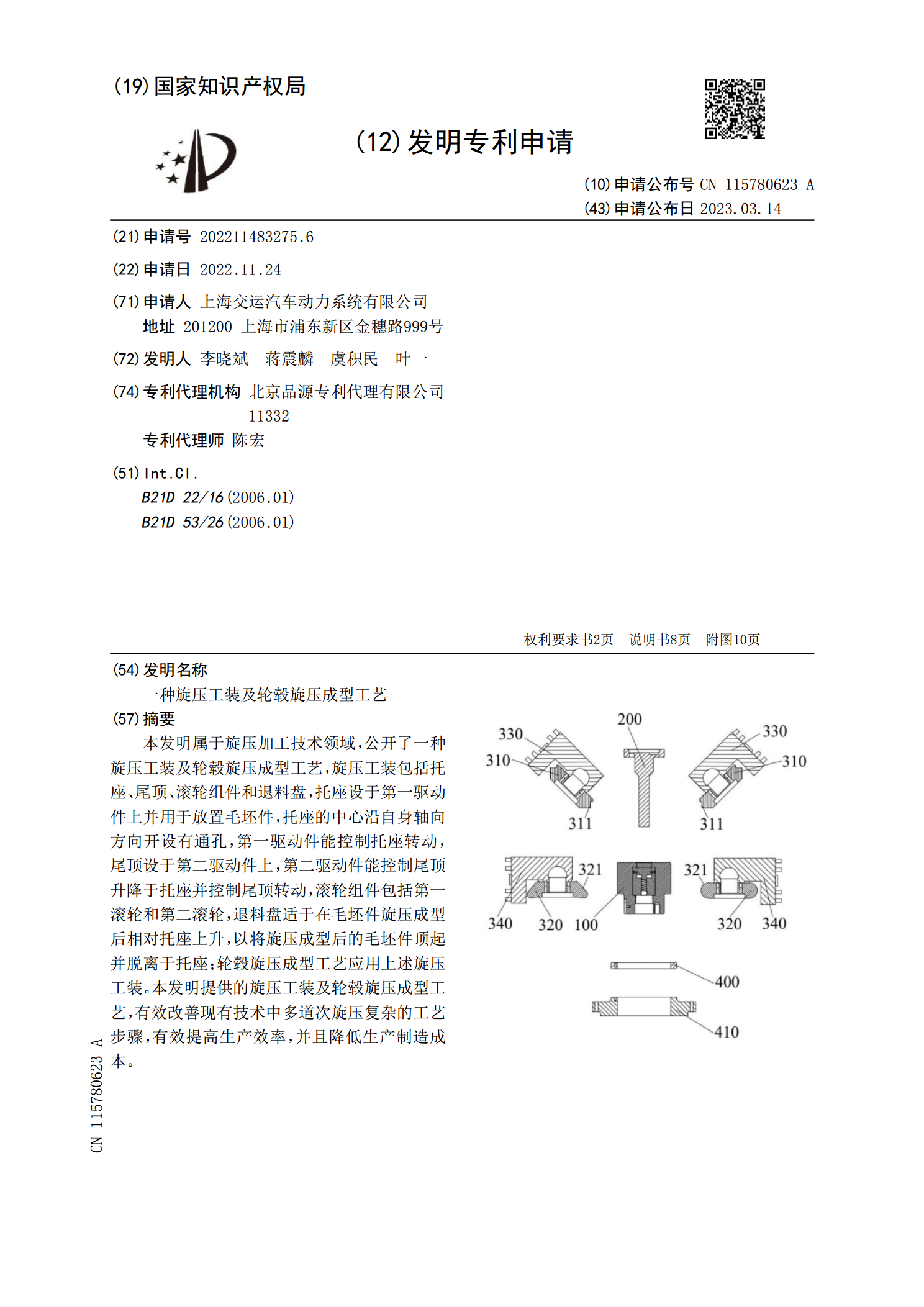
本发明属于旋压加工技术领域,公开了一种旋压工装及轮毂旋压成型工艺,旋压工装包括托座、尾顶、滚轮组件和退料盘,托座设于第一驱动件上并用于放置毛坯件,托座的中心沿自身轴向方向开设有通孔,第一驱动件能控制托座转动,尾顶设于第二驱动件上,第二驱动件能控制尾顶升降于托座并控制尾顶转动,滚轮组件包括第一滚轮和第二滚轮,退料盘适于在毛坯件旋压成型后相对托座上升,以将旋压成型后的毛坯件顶起并脱离于托座;轮毂旋压成型工艺应用上述旋压工装。本发明提供的旋压工装及轮毂旋压成型工艺,有效改善现有技术中多道次旋压复杂的工艺步骤,有

旋压钼坩埚成型工艺研究.docx
旋压钼坩埚成型工艺研究摘要:钼坩埚广泛应用于高温领域,且具有耐酸碱、化学稳定性好、机械强度高等优点,而旋压成型是制作钼坩埚的常用工艺方法之一。本文就旋压钼坩埚成型工艺的研究进行了详细阐述,包括工艺概述、机械和工艺参数的选择、模具设计及工件表面质量改进等方面,以期为生产制造提供一定的参考。关键词:旋压;钼坩埚;工艺参数;模具设计;表面质量一、引言钼坩埚因其高温下的稳定性、热容和强度等性能优点,广泛应用于高温领域,例如半导体、电池等多个行业。旋压是其中一种应用广泛的钼坩埚成型工艺方法。旋压可实现高效、高精度、
储气筒热旋压成型工艺.pdf
本发明公开了一种储气筒热旋压成型工艺,所述工艺步骤如下:(1)在旋压机上安装好需要旋的储气筒管材后,让封头旋转,同时用加热枪进行加热;(2)当加热温度高于350℃时进行旋压,通过旋轮的不断旋压来完成封头的成型;(3)通过旋轮的二维运动轨迹,旋压完成后关闭加热枪,即得到储气筒。本发明生产效率高,储气筒具有较高的强度、较为精确的形状尺寸精度和良好的表面粗糙度,适合于小批量多品种生产模式,既节省了原材料又提高了成型可靠性。对比焊接型的储气罐最大的优点是不会有漏气的现象,整个罐体是一体成型的。