
汽车变速器齿轮结合齿精锻组合模具及其精锻工艺方法.pdf

雨巷****珺琦

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
汽车变速器齿轮结合齿精锻组合模具及其精锻工艺方法.pdf
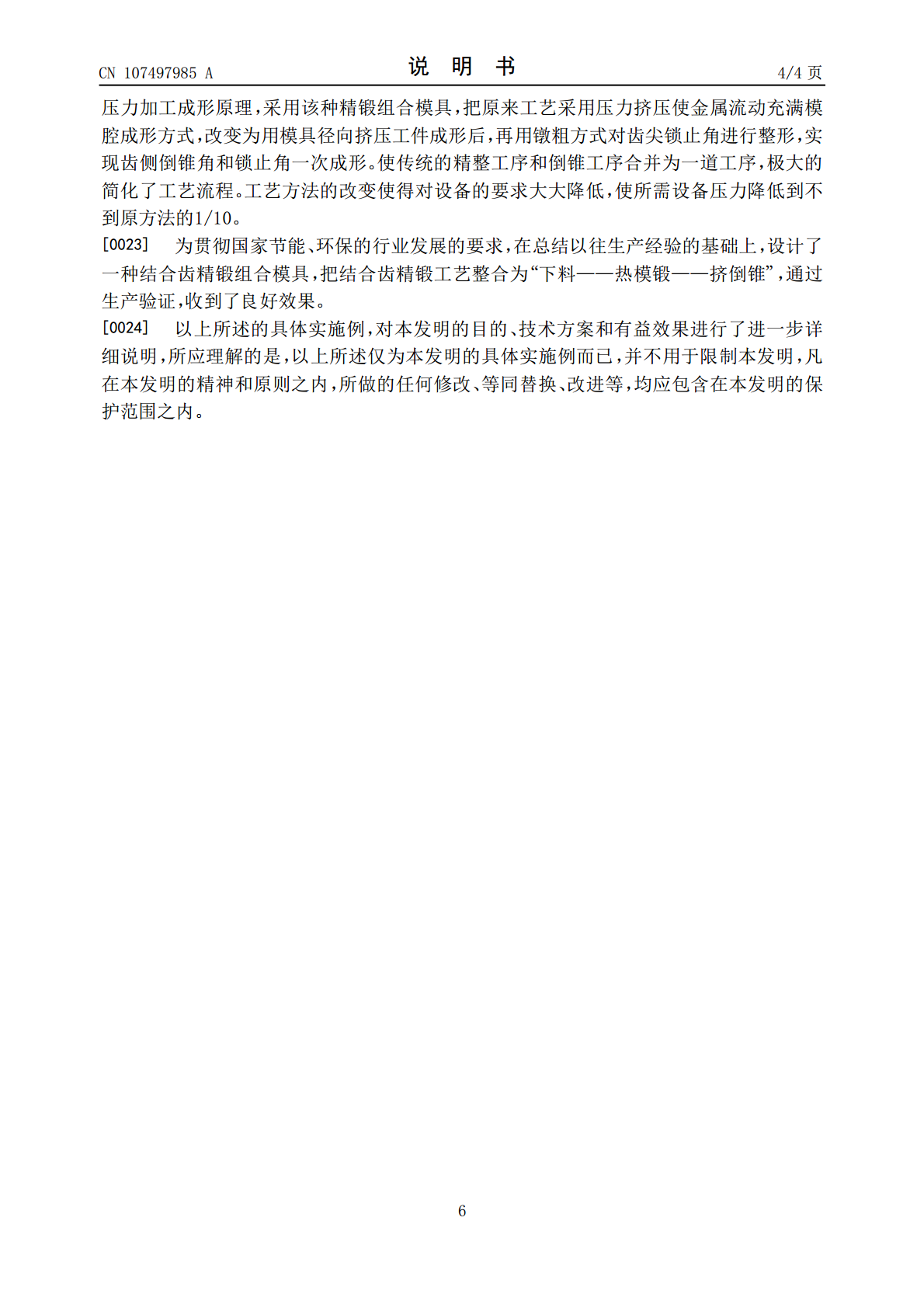
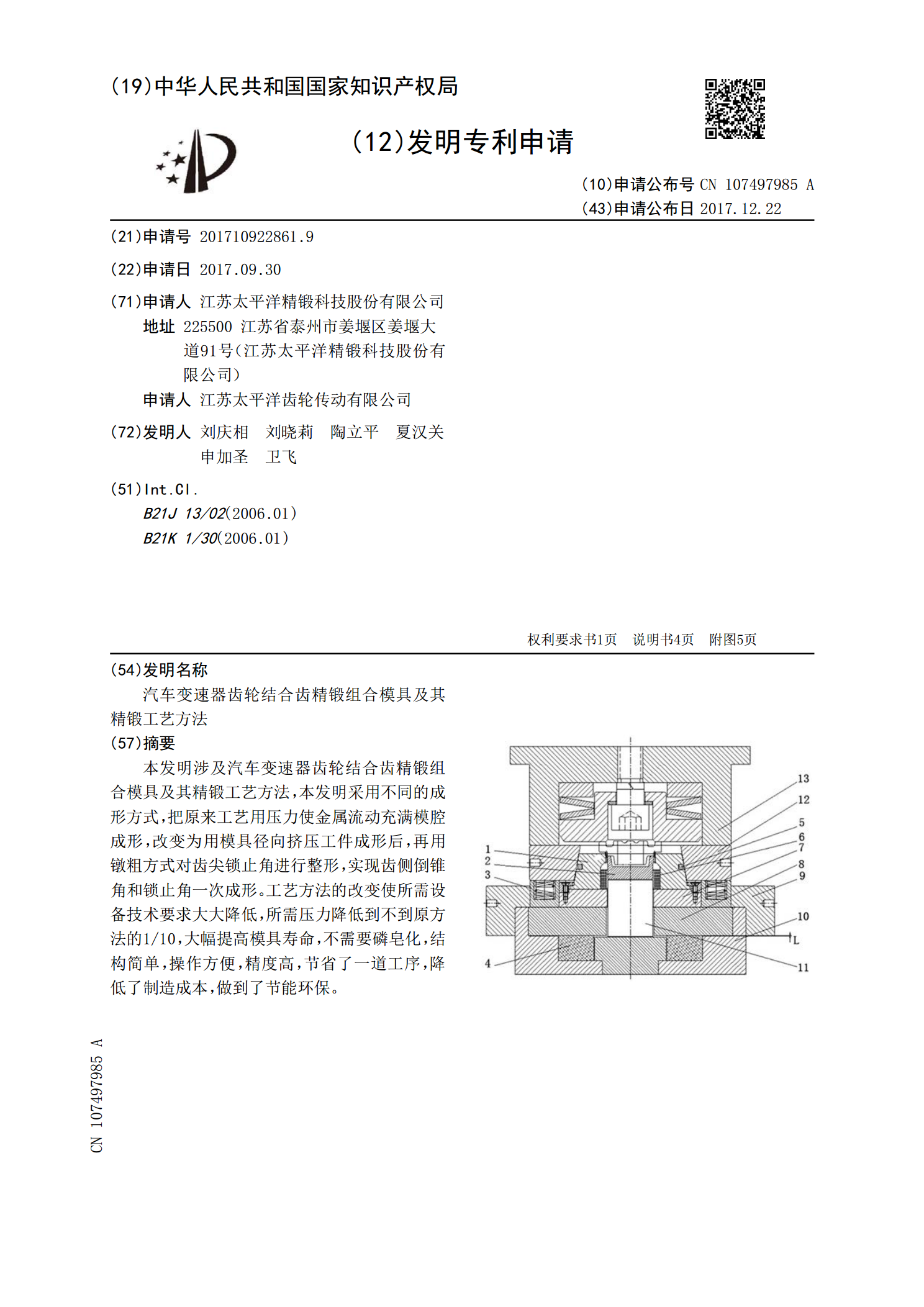
本发明涉及汽车变速器齿轮结合齿精锻组合模具及其精锻工艺方法,本发明采用不同的成形方式,把原来工艺用压力使金属流动充满模腔成形,改变为用模具径向挤压工件成形后,再用镦粗方式对齿尖锁止角进行整形,实现齿侧倒锥角和锁止角一次成形。工艺方法的改变使所需设备技术要求大大降低,所需压力降低到不到原方法的1/10,大幅提高模具寿命,不需要磷皂化,结构简单,操作方便,精度高,节省了一道工序,降低了制造成本,做到了节能环保。
汽车变速箱结合齿热精锻冲孔模具.pdf
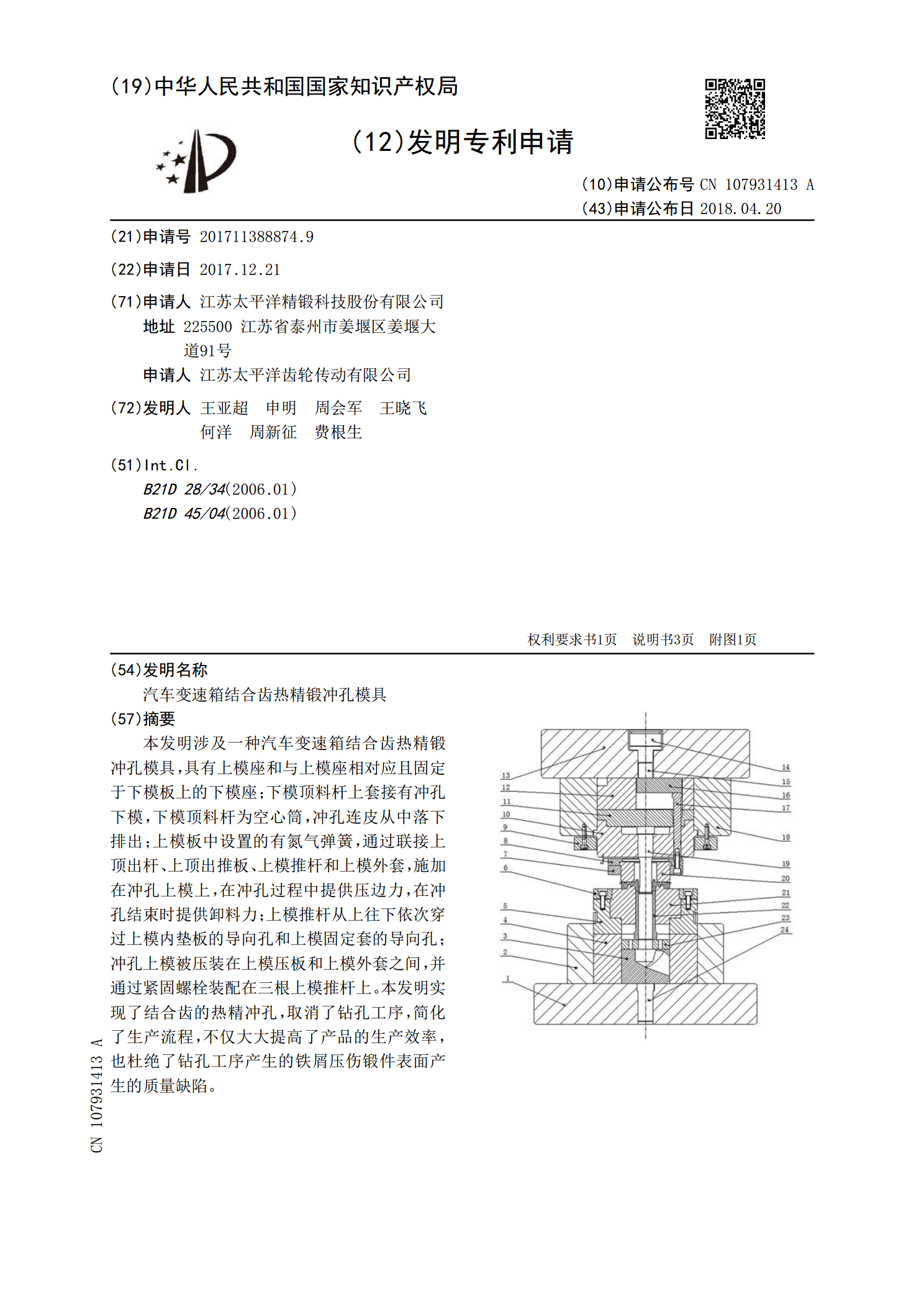
本发明涉及一种汽车变速箱结合齿热精锻冲孔模具,具有上模座和与上模座相对应且固定于下模板上的下模座;下模顶料杆上套接有冲孔下模,下模顶料杆为空心筒,冲孔连皮从中落下排出;上模板中设置的有氮气弹簧,通过联接上顶出杆、上顶出推板、上模推杆和上模外套,施加在冲孔上模上,在冲孔过程中提供压边力,在冲孔结束时提供卸料力;上模推杆从上往下依次穿过上模内垫板的导向孔和上模固定套的导向孔;冲孔上模被压装在上模压板和上模外套之间,并通过紧固螺栓装配在三根上模推杆上。本发明实现了结合齿的热精冲孔,取消了钻孔工序,简化了生产流程

螺旋锥齿轮精锻齿形模具高效铣齿加工方法.pdf
本发明提供一种螺旋锥齿轮精锻齿形模具高效铣齿加工方法,在加工方法所使用的机床中,刀盘驱动箱可在Y向滑台上绕X轴转动,刀盘驱动箱上的刀盘主轴轴线随刀盘驱动箱绕X轴相对于Y向滑台转动设定α角以形成刀倾角,使刀盘驱动箱上的刀盘在加工精锻模具齿形时避免切削非加工区域,刀盘主轴轴线在刀盘铣削加工精锻模具齿形时保持固定。通过计算设定刀盘驱动箱中刀盘主轴轴线绕X轴相对于Y向转动的角度可以在加工精锻模具齿形时避免切削非加工区域,这样就可以用铣齿加工螺旋锥齿轮的方法加工具有“内锥”的精锻齿形模具,能大幅度提高精锻齿形模具的

斜齿伞齿轮精锻成形工艺研究.docx
斜齿伞齿轮精锻成形工艺研究标题:斜齿伞齿轮精锻成形工艺研究摘要:本论文主要研究了斜齿伞齿轮的精锻成形工艺。通过文献资料的调研和实验研究,首先对斜齿伞齿轮的基本结构和应用领域进行了介绍,然后对精锻成形工艺的基本原理进行了分析,包括材料选择、模具设计、热处理等方面。接着,通过实验探究了精锻成形工艺对斜齿伞齿轮质量和性能的影响,研究了不同精锻参数对成形效果的影响,并得出了相应的结论。最后,对斜齿伞齿轮精锻成形工艺的优势和发展前景进行了展望。关键词:斜齿伞齿轮,精锻成形,材料选择,模具设计,热处理引言:斜齿伞齿轮
一种用于齿轮精锻成型的组合模具及其使用方法.pdf
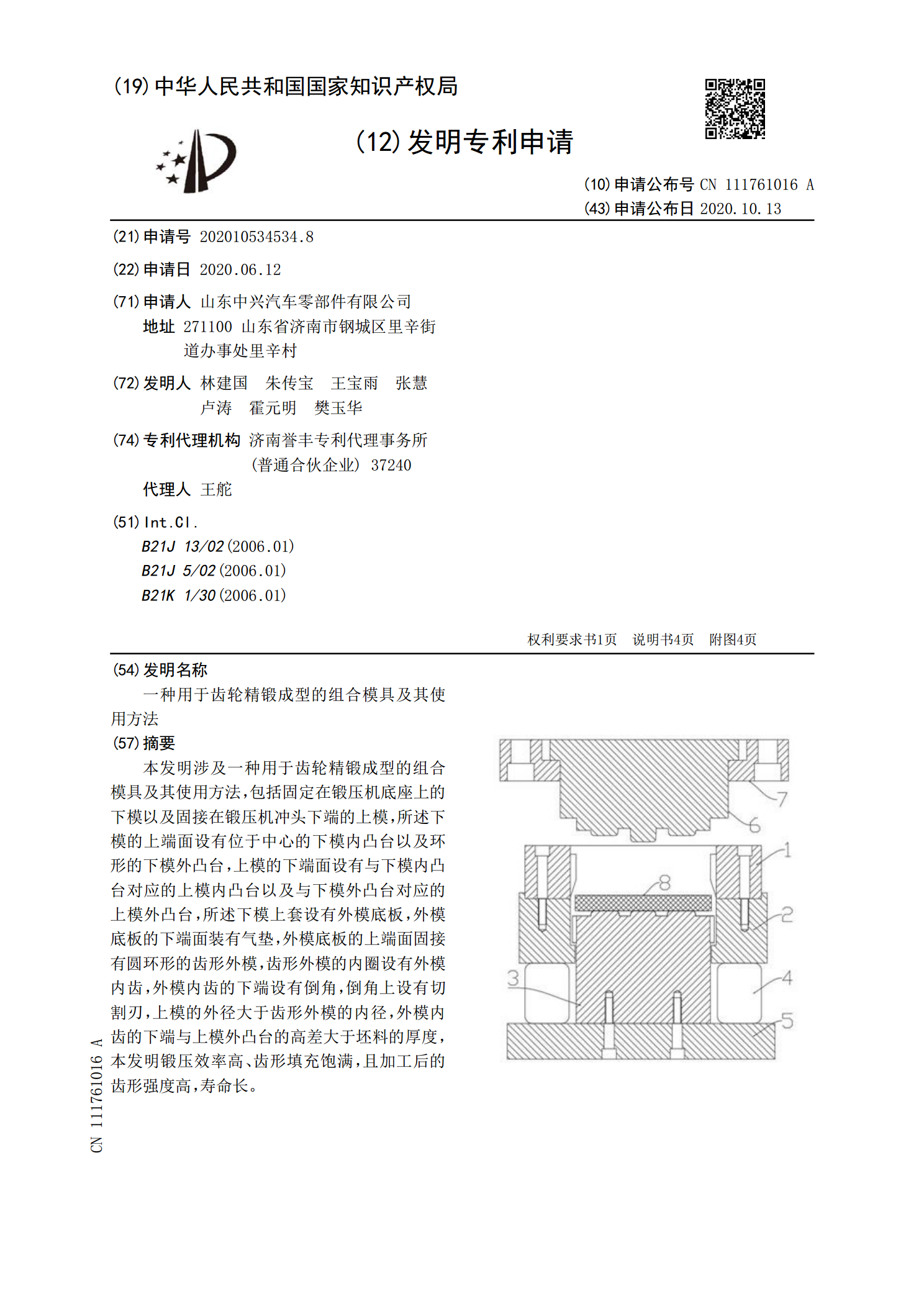
本发明涉及一种用于齿轮精锻成型的组合模具及其使用方法,包括固定在锻压机底座上的下模以及固接在锻压机冲头下端的上模,所述下模的上端面设有位于中心的下模内凸台以及环形的下模外凸台,上模的下端面设有与下模内凸台对应的上模内凸台以及与下模外凸台对应的上模外凸台,所述下模上套设有外模底板,外模底板的下端面装有气垫,外模底板的上端面固接有圆环形的齿形外模,齿形外模的内圈设有外模内齿,外模内齿的下端设有倒角,倒角上设有切割刃,上模的外径大于齿形外模的内径,外模内齿的下端与上模外凸台的高差大于坯料的厚度,本发明锻压效率高