
汽车变速箱结合齿热精锻冲孔模具.pdf

Ch****49


1/6

2/6

3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车变速箱结合齿热精锻冲孔模具.pdf
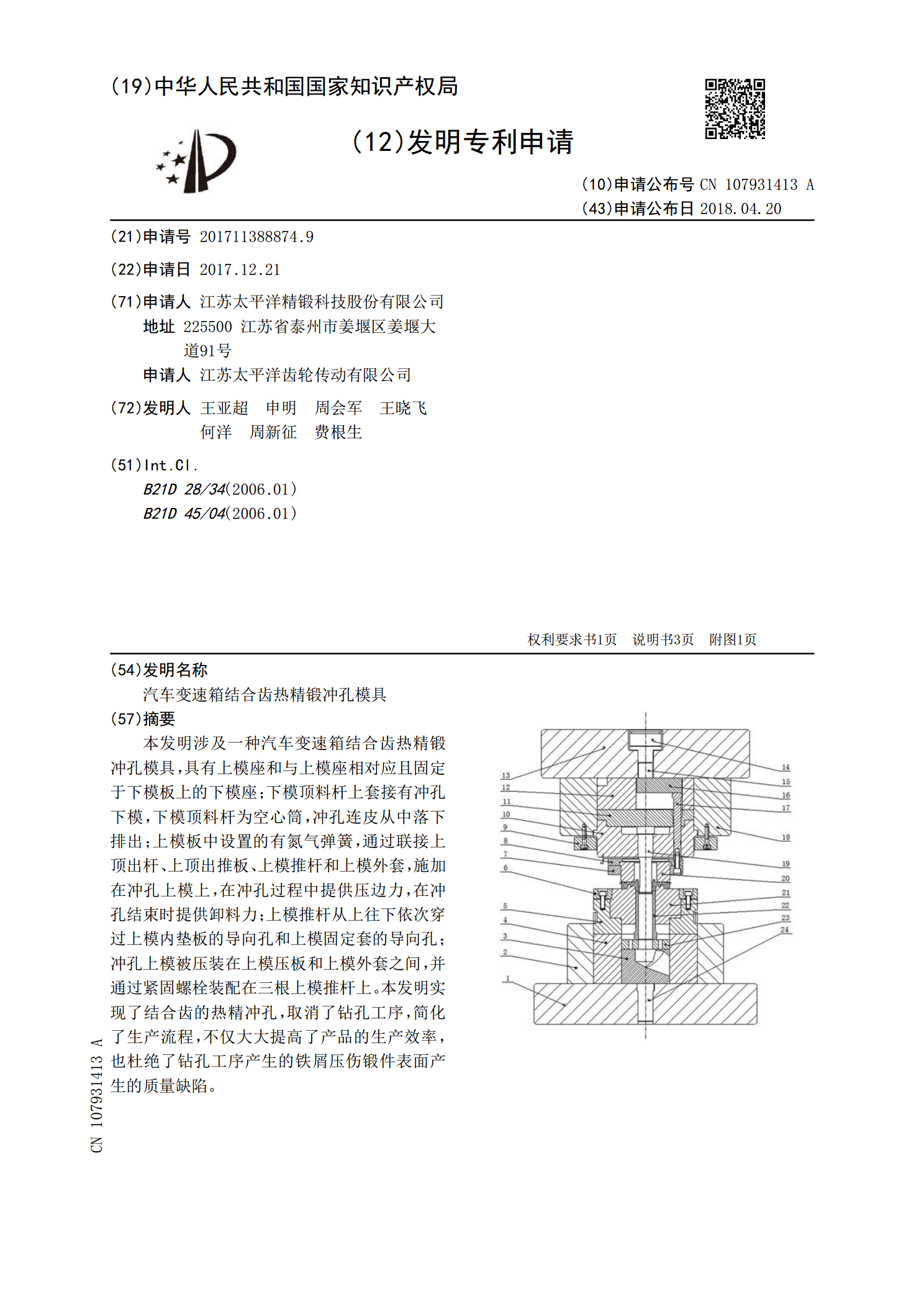
本发明涉及一种汽车变速箱结合齿热精锻冲孔模具,具有上模座和与上模座相对应且固定于下模板上的下模座;下模顶料杆上套接有冲孔下模,下模顶料杆为空心筒,冲孔连皮从中落下排出;上模板中设置的有氮气弹簧,通过联接上顶出杆、上顶出推板、上模推杆和上模外套,施加在冲孔上模上,在冲孔过程中提供压边力,在冲孔结束时提供卸料力;上模推杆从上往下依次穿过上模内垫板的导向孔和上模固定套的导向孔;冲孔上模被压装在上模压板和上模外套之间,并通过紧固螺栓装配在三根上模推杆上。本发明实现了结合齿的热精冲孔,取消了钻孔工序,简化了生产流程
汽车变速器齿轮结合齿精锻组合模具及其精锻工艺方法.pdf
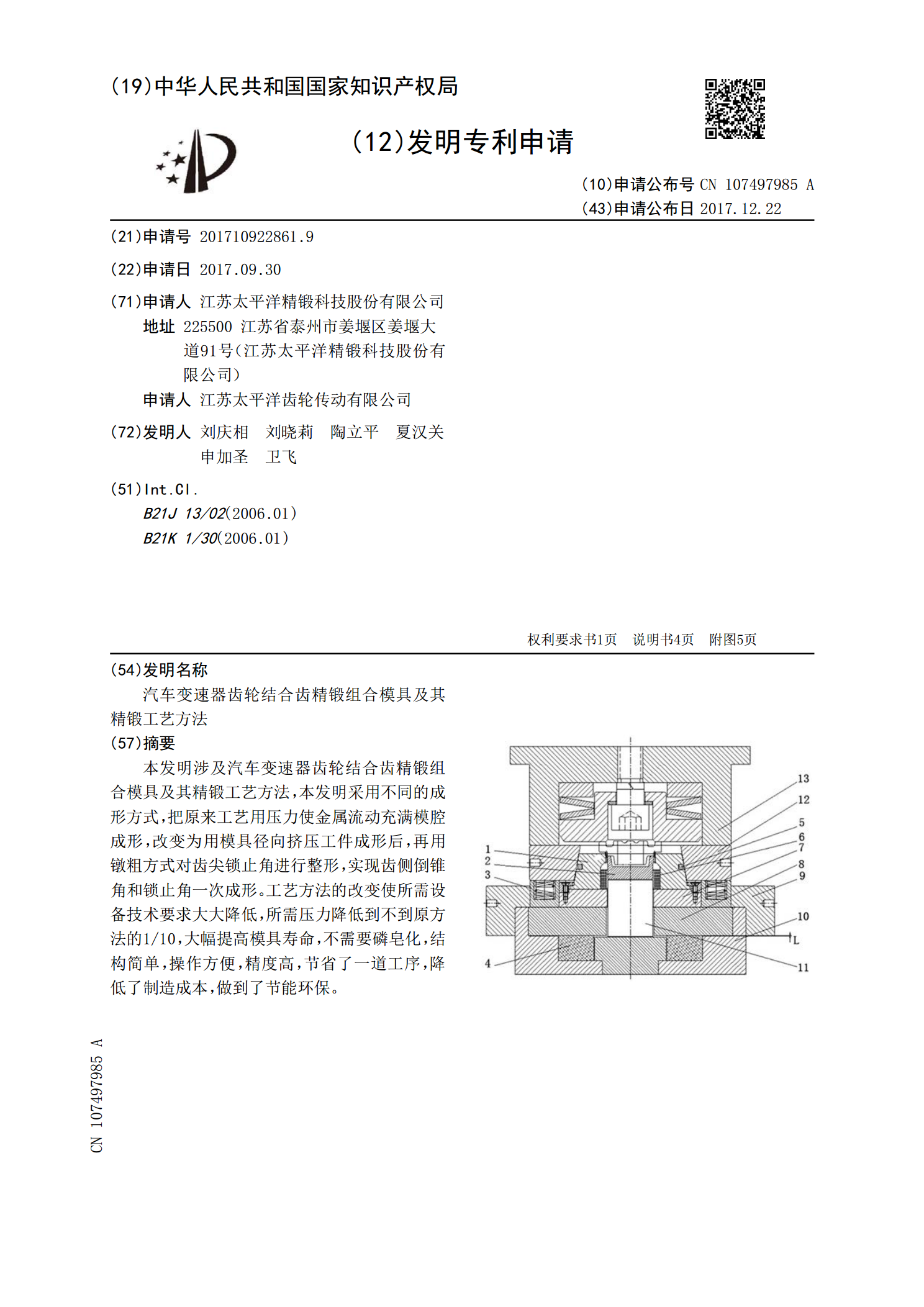
本发明涉及汽车变速器齿轮结合齿精锻组合模具及其精锻工艺方法,本发明采用不同的成形方式,把原来工艺用压力使金属流动充满模腔成形,改变为用模具径向挤压工件成形后,再用镦粗方式对齿尖锁止角进行整形,实现齿侧倒锥角和锁止角一次成形。工艺方法的改变使所需设备技术要求大大降低,所需压力降低到不到原方法的1/10,大幅提高模具寿命,不需要磷皂化,结构简单,操作方便,精度高,节省了一道工序,降低了制造成本,做到了节能环保。

一种汽车变速箱结合齿热切边模具.pdf
本发明为一种汽车变速箱结合齿热切边模具,包括上模组件和下模组件,所述上模组件上设有打料上模,在所述打料上模外侧设有用于切除飞边的切边上模,所述下模组件上设有切边下模,所述打料上模与所述切边下模配合形成型腔。本发明通过设计一种结合齿热切边模具,实现了结合齿热锻成形后的切边,从而取消了原车飞边工序,简化了工艺流程,大大提高了产品的生产效率,同时释放了原车飞边工序的设备产能,产生了显著的经济效益。

齿环热精锻成形工艺参数优化及组合模具设计.docx
齿环热精锻成形工艺参数优化及组合模具设计1.齿环热精锻成形工艺参数优化研究材料选择:根据齿环的使用环境和要求,选择合适的金属材料。考虑材料的热处理性能,以保证齿环在热精锻过程中的稳定性。加热工艺:研究不同的加热温度、加热速率和保温时间对齿环成形的影响。通过对比试验,确定最佳的加热工艺参数。锻造工艺:探讨不同的锻造压力、速度和模具形状对齿环成形质量的影响。通过对不同参数组合的试验,找到最优的锻造工艺参数。冷却工艺:研究不同的冷却方式(如水淬、油淬等)对齿环组织和性能的影响。通过对比试验,确定最佳的冷却工艺参

热精锻直齿锥齿轮模具设计及仿真的任务书.docx
热精锻直齿锥齿轮模具设计及仿真的任务书任务书一.项目概述本项目的任务是设计和仿真热精锻直齿锥齿轮模具。热精锻是一种现代化的金属加工方法,适用于铜、铁、铝和合金等多种金属材料。在热精锻中,材料被加热到一定温度,然后被压在模具中,使其形成所需的形状。直齿锥齿轮作为机械传动装置的核心部件之一,其精度和使用寿命直接影响到整个机械装置的性能和稳定性。因此,热精锻直齿锥齿轮模具的设计和制造是关键的。二.项目目标1.设计一套完整的热精锻直齿锥齿轮模具,包括上模和下模,可满足工件规格要求,同时具有较高的精度和重复性。2.