
反应堆堆芯围筒组件焊接装夹装置及装夹焊接的方法.pdf

萌运****魔王

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
反应堆堆芯围筒组件焊接装夹装置及装夹焊接的方法.pdf
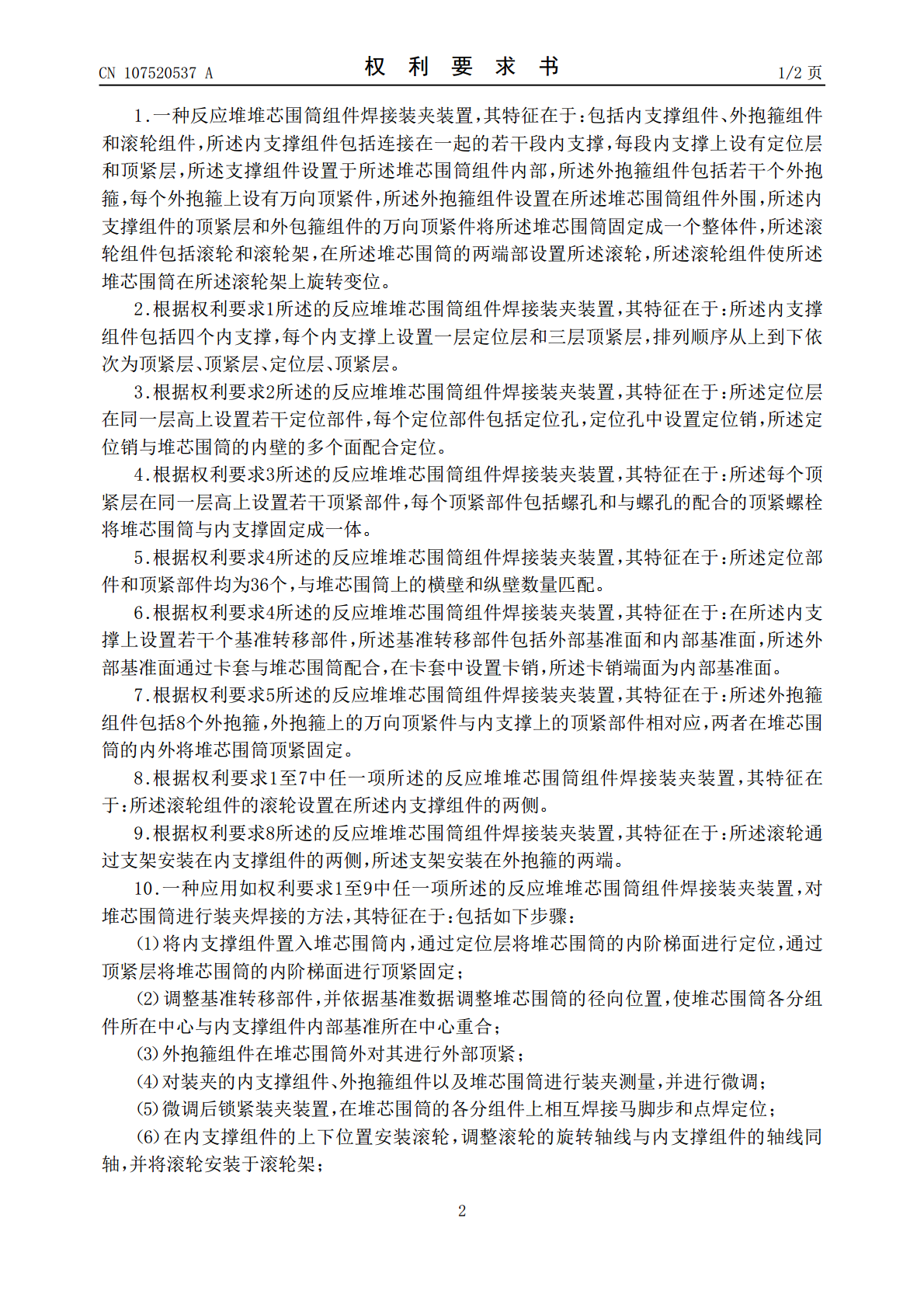
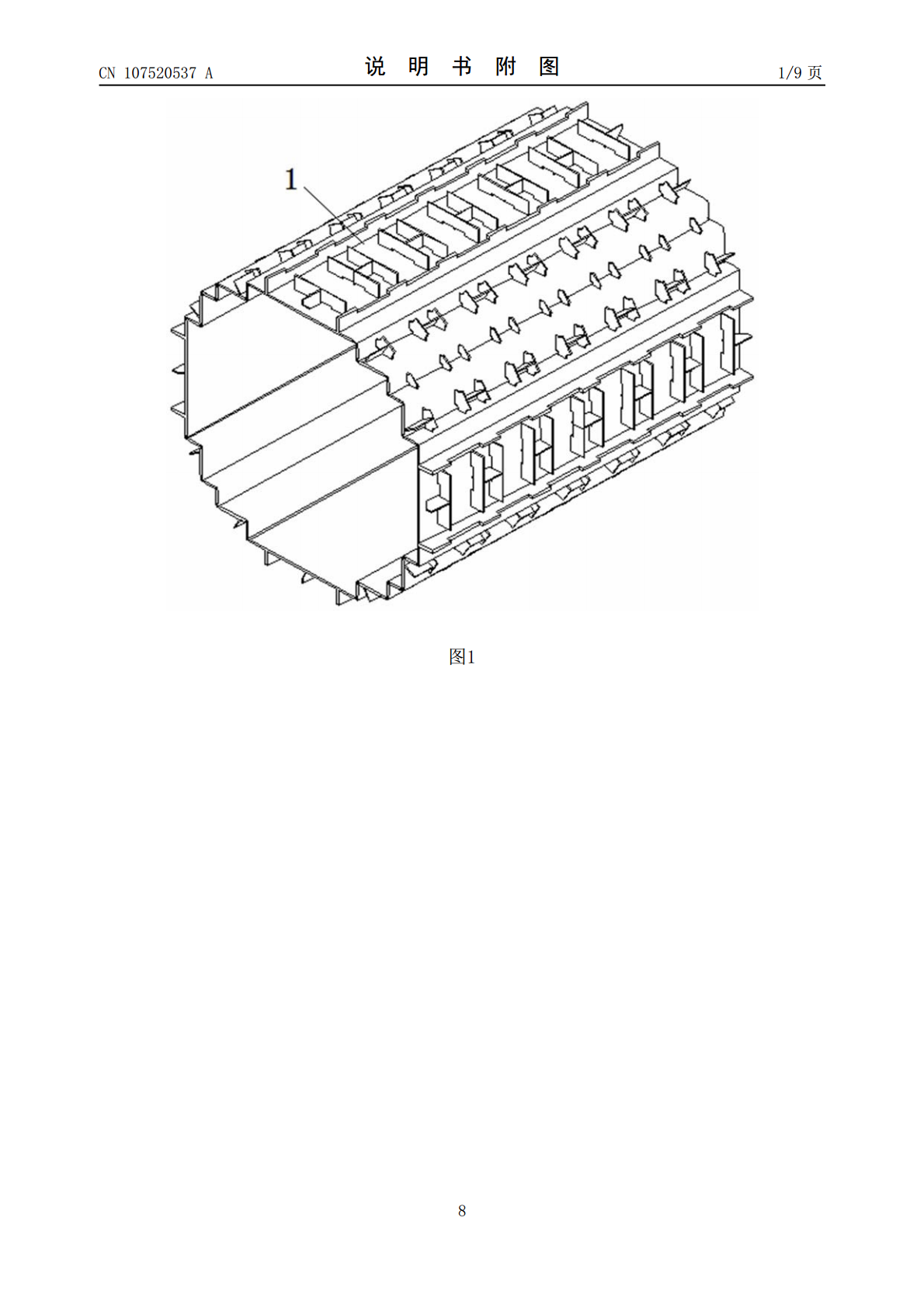
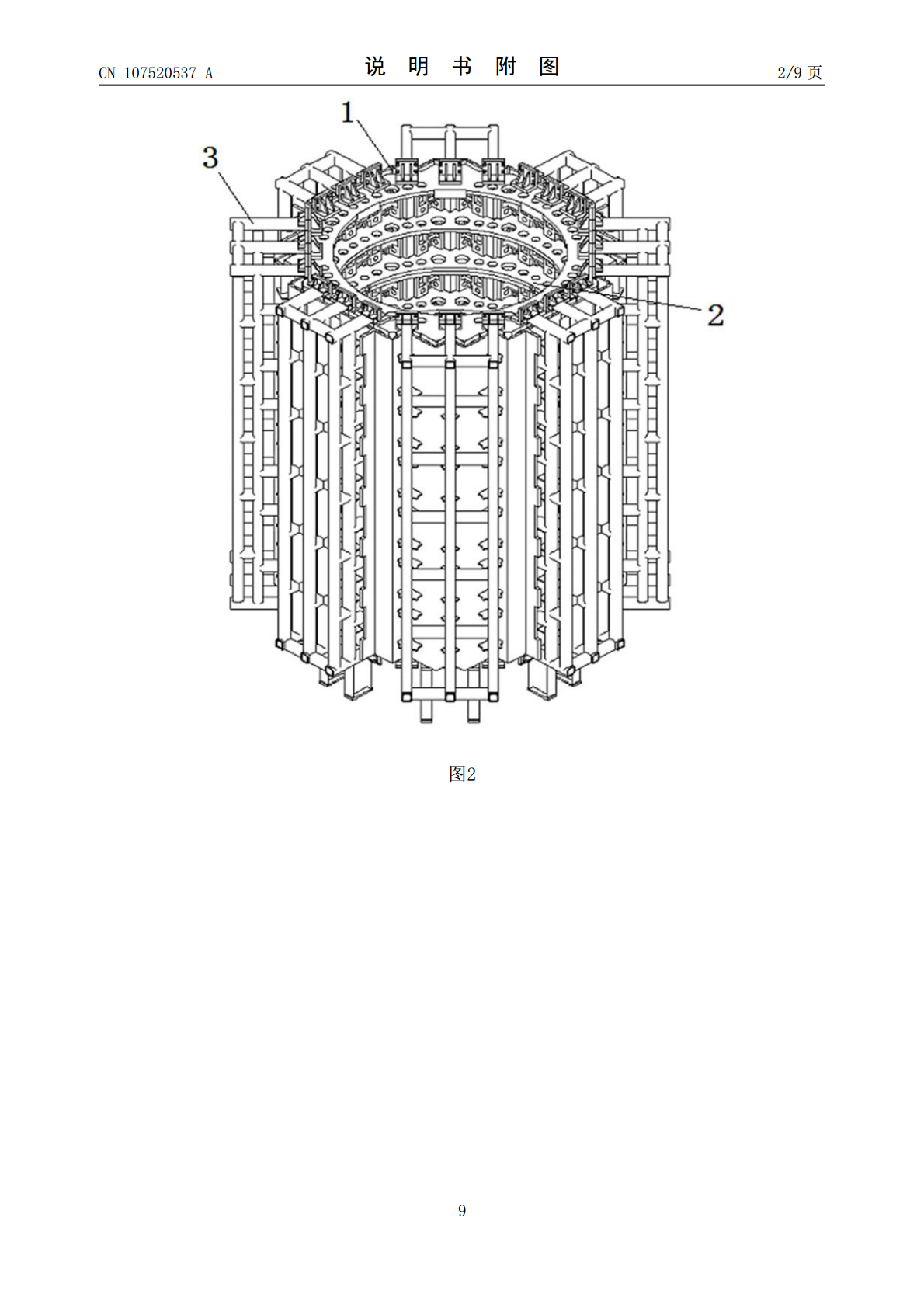
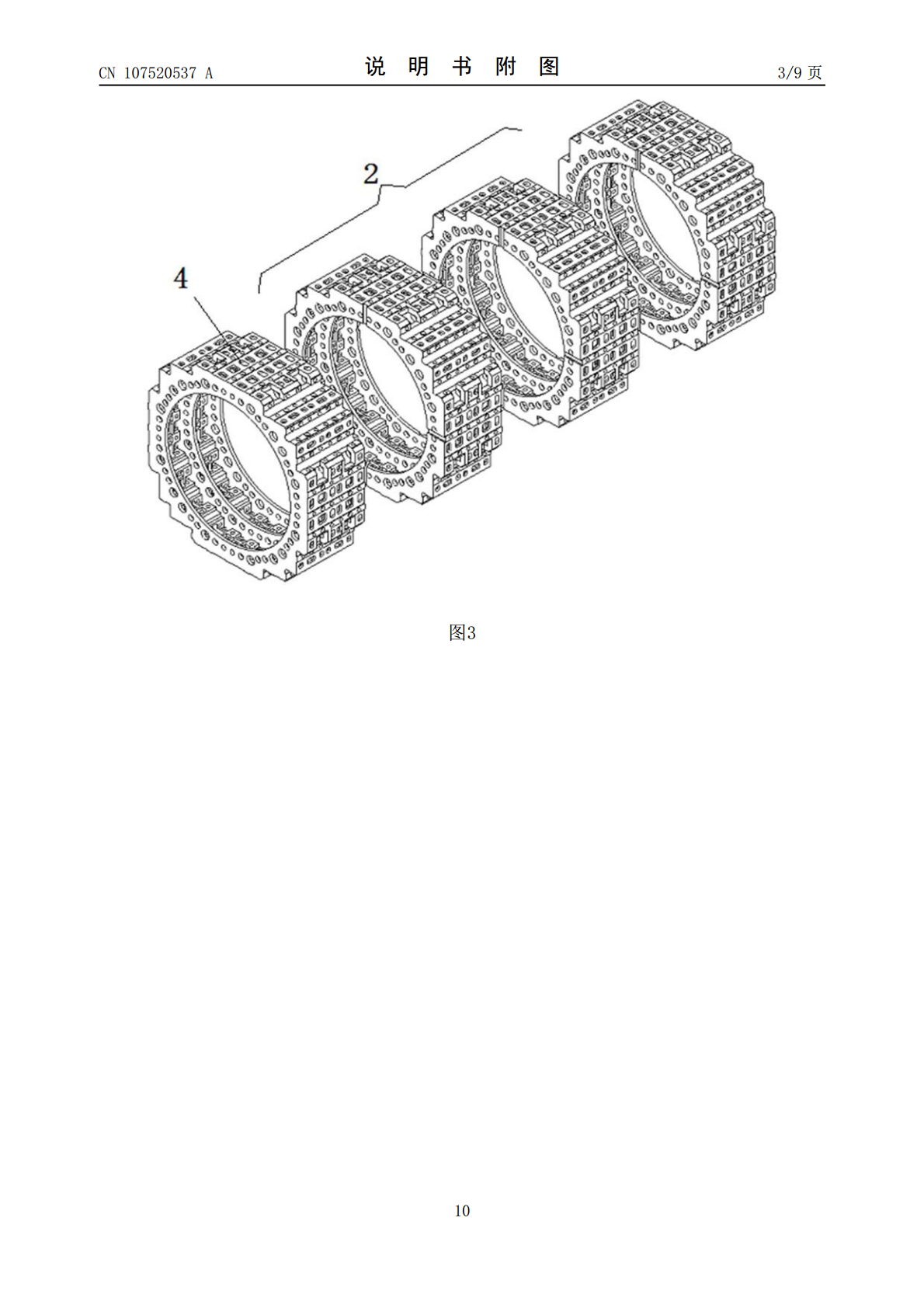
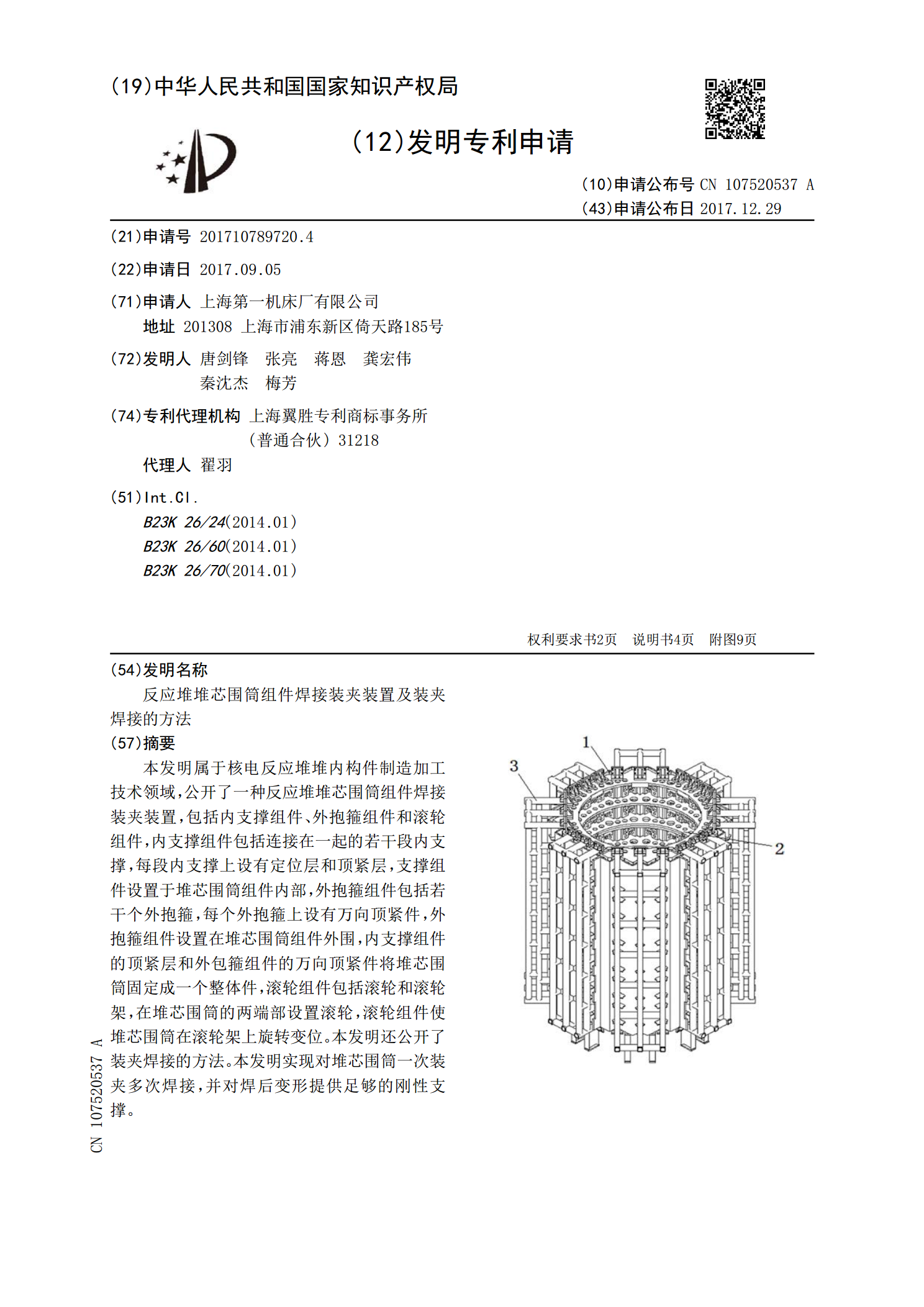
本发明属于核电反应堆堆内构件制造加工技术领域,公开了一种反应堆堆芯围筒组件焊接装夹装置,包括内支撑组件、外抱箍组件和滚轮组件,内支撑组件包括连接在一起的若干段内支撑,每段内支撑上设有定位层和顶紧层,支撑组件设置于堆芯围筒组件内部,外抱箍组件包括若干个外抱箍,每个外抱箍上设有万向顶紧件,外抱箍组件设置在堆芯围筒组件外围,内支撑组件的顶紧层和外包箍组件的万向顶紧件将堆芯围筒固定成一个整体件,滚轮组件包括滚轮和滚轮架,在堆芯围筒的两端部设置滚轮,滚轮组件使堆芯围筒在滚轮架上旋转变位。本发明还公开了装夹焊接的方法
基于激光透射焊接T型焊接的手动焊接装夹装置及其方法.pdf
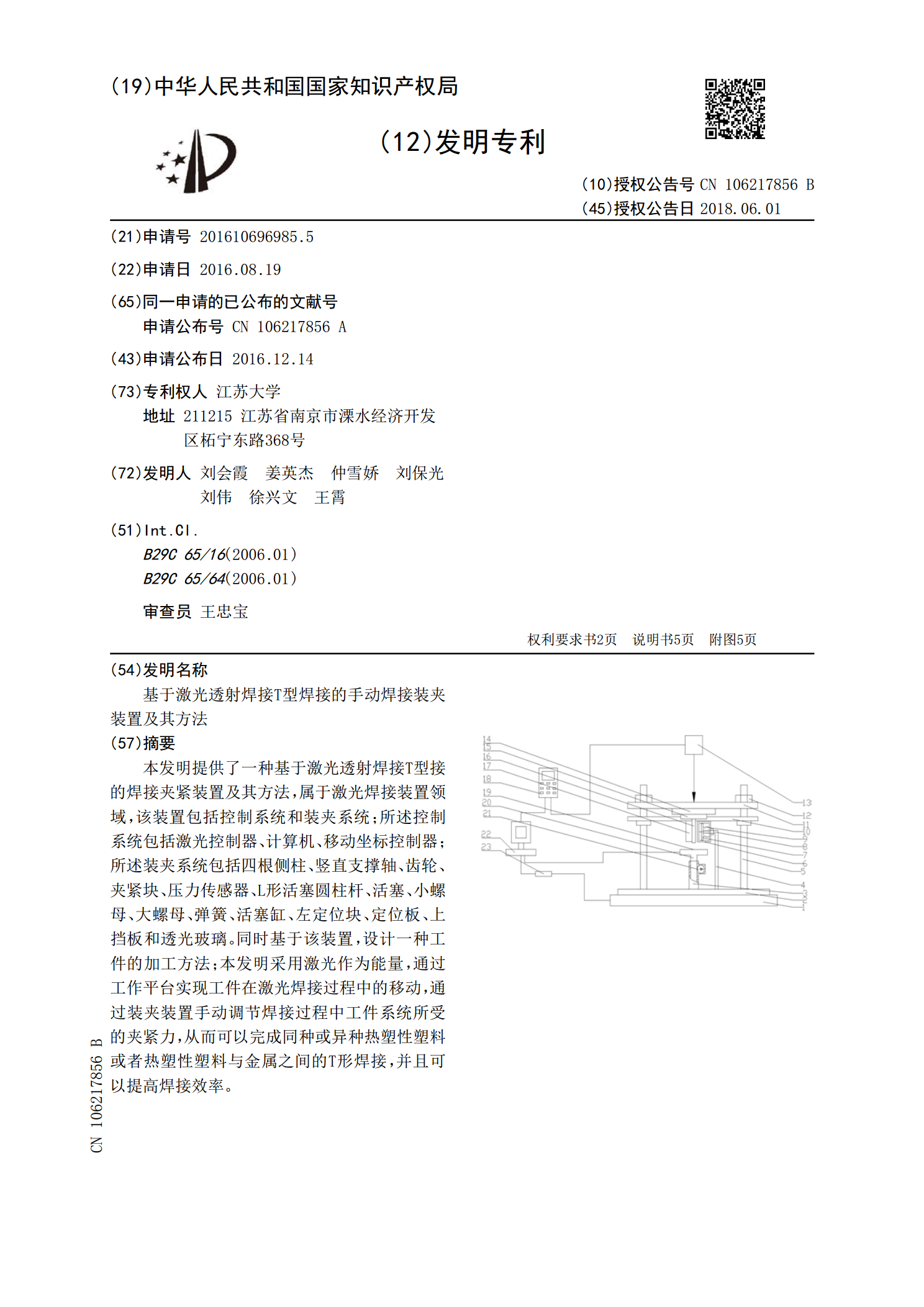
本发明提供了一种基于激光透射焊接T型接的焊接夹紧装置及其方法,属于激光焊接装置领域,该装置包括控制系统和装夹系统;所述控制系统包括激光控制器、计算机、移动坐标控制器;所述装夹系统包括四根侧柱、竖直支撑轴、齿轮、夹紧块、压力传感器、L形活塞圆柱杆、活塞、小螺母、大螺母、弹簧、活塞缸、左定位块、定位板、上挡板和透光玻璃。同时基于该装置,设计一种工件的加工方法;本发明采用激光作为能量,通过工作平台实现工件在激光焊接过程中的移动,通过装夹装置手动调节焊接过程中工件系统所受的夹紧力,从而可以完成同种或异种热塑性塑料

一种物流辊筒焊接装夹工装.pdf
本发明提供了一种物流辊筒焊接装夹工装,包括固定座、安装板、支撑组件和压紧组件,安装板固定于所述固定座上,在安装板上固定有所述支撑组件,压紧组件安装在安装板上且位于支撑组件上方,在压紧组件和支撑组件之间留有放置待加工辊筒的空间;其中,压紧组件包括安装部、驱动部件、滑动块、弹簧以及压紧头,安装部固定于安装板一侧,驱动部件安装在安装部开设的安装槽内,滑动块与安装槽两侧滑动连接且滑动块连接有所述弹簧,弹簧另一端连接至安装部上,在弹簧作用下使得滑动块一端与驱动部件一侧接触,所述压紧头铰接在安装部远离所述驱动部件的一
一种焊接叶片装夹防变形装置及焊接叶片的方法.pdf
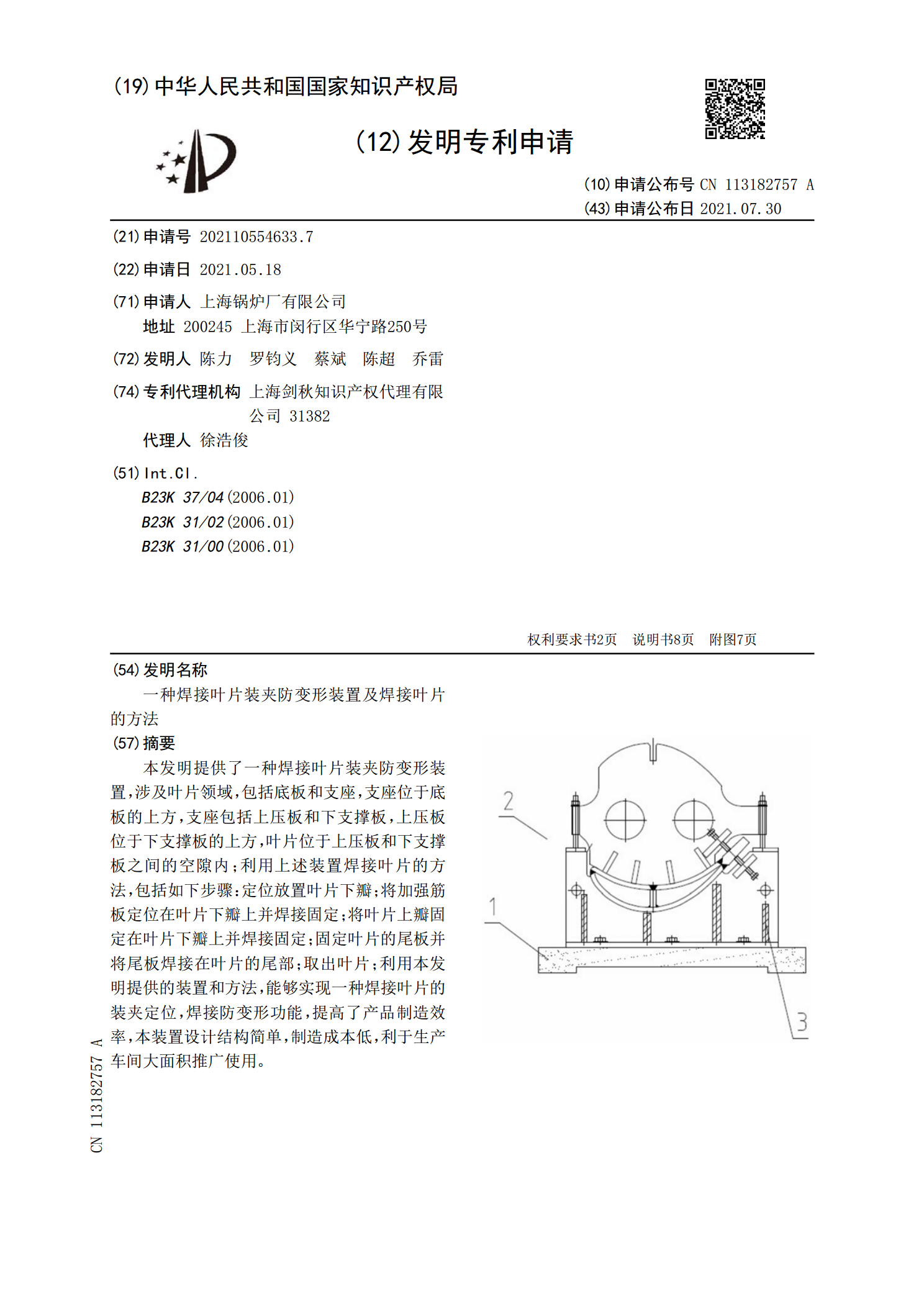
本发明提供了一种焊接叶片装夹防变形装置,涉及叶片领域,包括底板和支座,支座位于底板的上方,支座包括上压板和下支撑板,上压板位于下支撑板的上方,叶片位于上压板和下支撑板之间的空隙内;利用上述装置焊接叶片的方法,包括如下步骤:定位放置叶片下瓣;将加强筋板定位在叶片下瓣上并焊接固定;将叶片上瓣固定在叶片下瓣上并焊接固定;固定叶片的尾板并将尾板焊接在叶片的尾部;取出叶片;利用本发明提供的装置和方法,能够实现一种焊接叶片的装夹定位,焊接防变形功能,提高了产品制造效率,本装置设计结构简单,制造成本低,利于生产车间大面
核电站控制棒导向筒的焊接装夹装置及装配方法.pdf
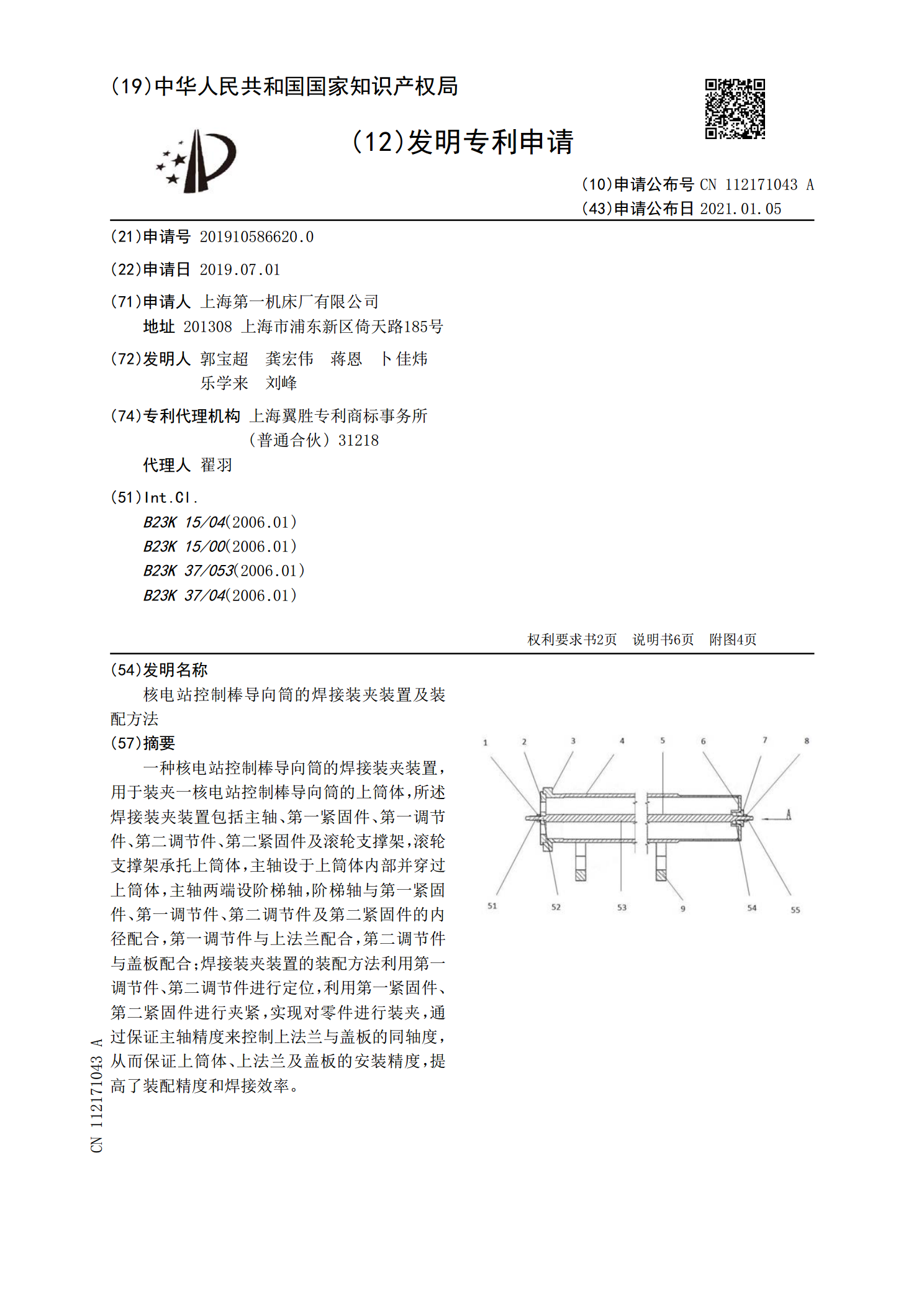
一种核电站控制棒导向筒的焊接装夹装置,用于装夹一核电站控制棒导向筒的上筒体,所述焊接装夹装置包括主轴、第一紧固件、第一调节件、第二调节件、第二紧固件及滚轮支撑架,滚轮支撑架承托上筒体,主轴设于上筒体内部并穿过上筒体,主轴两端设阶梯轴,阶梯轴与第一紧固件、第一调节件、第二调节件及第二紧固件的内径配合,第一调节件与上法兰配合,第二调节件与盖板配合;焊接装夹装置的装配方法利用第一调节件、第二调节件进行定位,利用第一紧固件、第二紧固件进行夹紧,实现对零件进行装夹,通过保证主轴精度来控制上法兰与盖板的同轴度,从而保