
核电站控制棒导向筒的焊接装夹装置及装配方法.pdf

沛芹****ng


1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
核电站控制棒导向筒的焊接装夹装置及装配方法.pdf
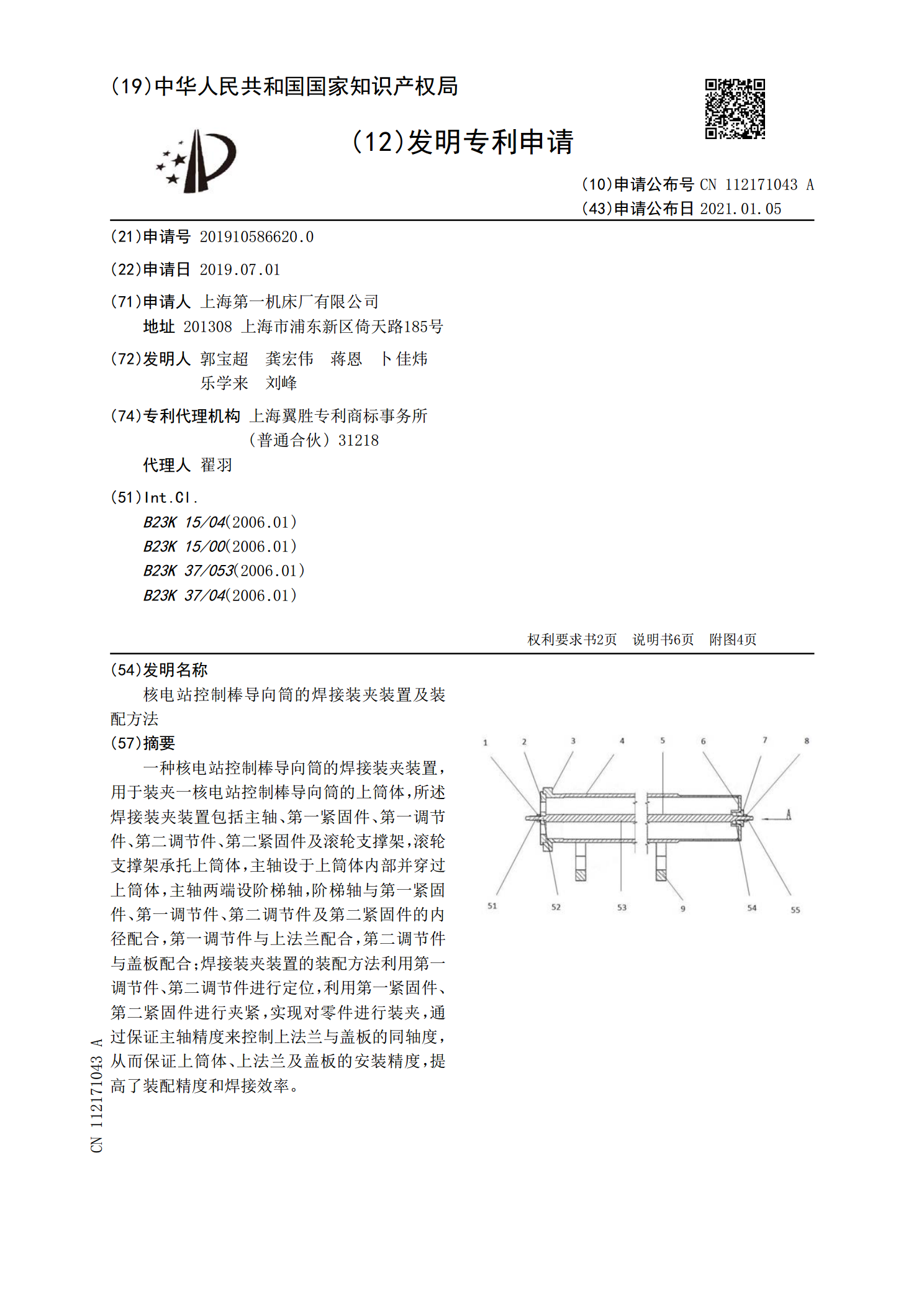
一种核电站控制棒导向筒的焊接装夹装置,用于装夹一核电站控制棒导向筒的上筒体,所述焊接装夹装置包括主轴、第一紧固件、第一调节件、第二调节件、第二紧固件及滚轮支撑架,滚轮支撑架承托上筒体,主轴设于上筒体内部并穿过上筒体,主轴两端设阶梯轴,阶梯轴与第一紧固件、第一调节件、第二调节件及第二紧固件的内径配合,第一调节件与上法兰配合,第二调节件与盖板配合;焊接装夹装置的装配方法利用第一调节件、第二调节件进行定位,利用第一紧固件、第二紧固件进行夹紧,实现对零件进行装夹,通过保证主轴精度来控制上法兰与盖板的同轴度,从而保
反应堆堆芯围筒组件焊接装夹装置及装夹焊接的方法.pdf
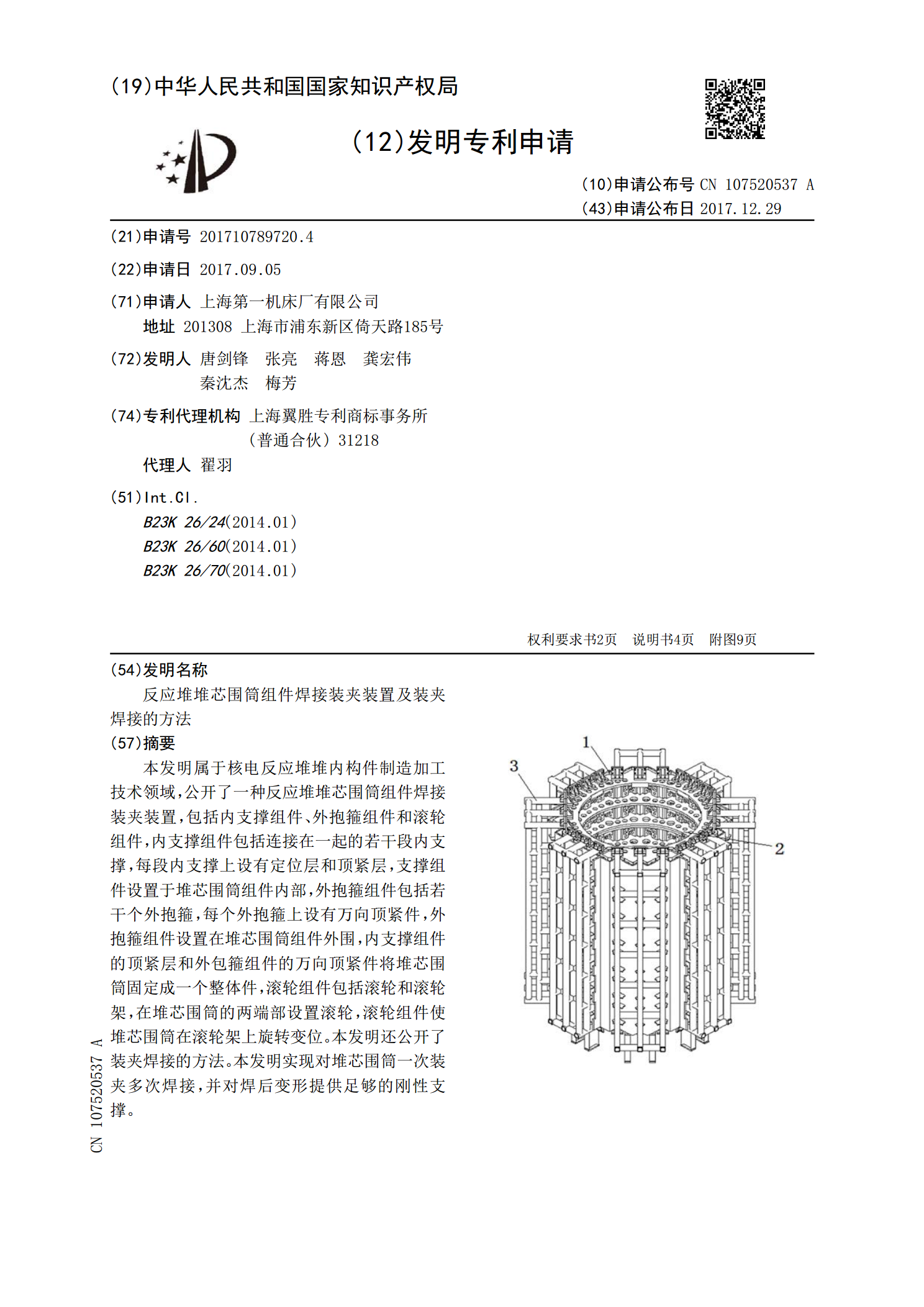
本发明属于核电反应堆堆内构件制造加工技术领域,公开了一种反应堆堆芯围筒组件焊接装夹装置,包括内支撑组件、外抱箍组件和滚轮组件,内支撑组件包括连接在一起的若干段内支撑,每段内支撑上设有定位层和顶紧层,支撑组件设置于堆芯围筒组件内部,外抱箍组件包括若干个外抱箍,每个外抱箍上设有万向顶紧件,外抱箍组件设置在堆芯围筒组件外围,内支撑组件的顶紧层和外包箍组件的万向顶紧件将堆芯围筒固定成一个整体件,滚轮组件包括滚轮和滚轮架,在堆芯围筒的两端部设置滚轮,滚轮组件使堆芯围筒在滚轮架上旋转变位。本发明还公开了装夹焊接的方法

百万千瓦核电站控制棒导向筒的真空电子束焊接工艺.docx
百万千瓦核电站控制棒导向筒的真空电子束焊接工艺摘要核电站控制棒导向筒是核电站的重要组成部分,其焊接工艺对核电站的安全性和稳定性有着至关重要的影响。传统的焊接工艺存在着结构不均匀、氧化层残留等问题,这些问题在核电站的环境下可能会引发严重的安全事故。为了解决这些问题,本文研究了真空电子束焊接工艺,并探讨其在核电站控制棒导向筒的应用。第一章引言核电站是一种高风险性质的能源装置,其中的核电站控制棒导向筒是保障核电站安全运行的重要组成部分之一。目前,核电站控制棒导向筒的主要制造工艺是人工手工焊接。但是,传统的焊接工
反应堆控制棒导向筒导向卡无损检测装置.pdf
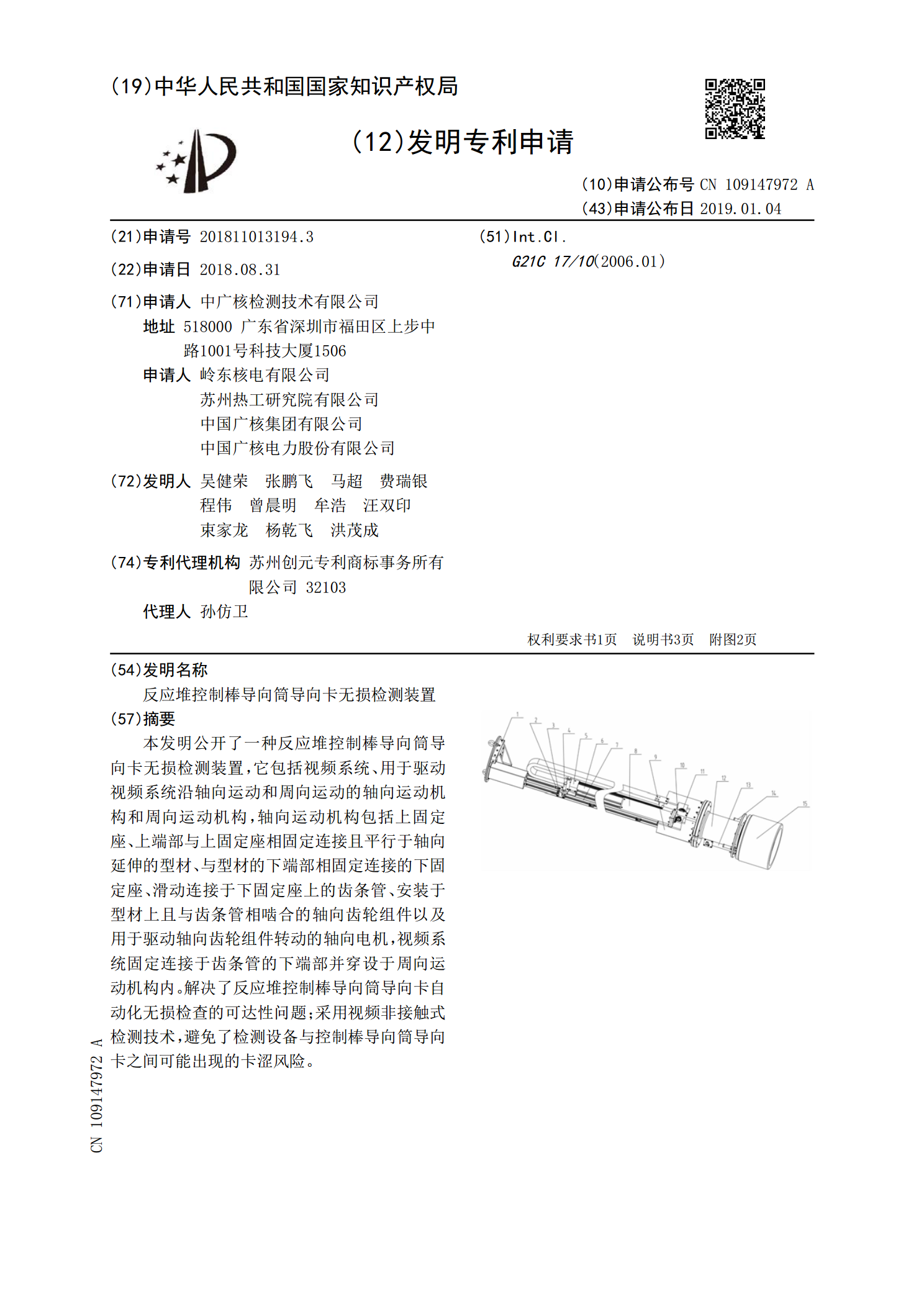
本发明公开了一种反应堆控制棒导向筒导向卡无损检测装置,它包括视频系统、用于驱动视频系统沿轴向运动和周向运动的轴向运动机构和周向运动机构,轴向运动机构包括上固定座、上端部与上固定座相固定连接且平行于轴向延伸的型材、与型材的下端部相固定连接的下固定座、滑动连接于下固定座上的齿条管、安装于型材上且与齿条管相啮合的轴向齿轮组件以及用于驱动轴向齿轮组件转动的轴向电机,视频系统固定连接于齿条管的下端部并穿设于周向运动机构内。解决了反应堆控制棒导向筒导向卡自动化无损检查的可达性问题;采用视频非接触式检测技术,避免了检测

液压支架掩护梁组件装夹装配装置及装配方法.pdf
一种液压支架掩护梁组件装夹装配装置及装配方法,该装置包括限位夹具部件、夹持翻转部件,限位夹具部件包括定位升降组件、第一装夹组件、第二装夹组件,夹持翻转部件包括框架、升降机构、翻转机构、开合机构,在实际使用的过程中,利用限位夹具部件将掩护梁组件固定,通过升降机构、翻转机构、开合机构的相互配合,使可调节夹持单元对掩护梁进行夹持,并对掩护梁组件进行翻转,从而方便组装,避免了在装配过程中使用天车起吊带来的安全隐患,解决了掩护梁组件在吊装时,容易造成掩护梁磕碰损伤漆面,影响掩护梁外观的问题,在装配时,提高了安全性,