
一种铝合金型材的打磨方法.pdf

安双****文章


1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金型材的打磨方法.pdf
本发明公开了一种铝合金型材的打磨方法,包括如下步骤:(1)表面粗磨:将铝合金型材固定住,并使用装有砂轮的角磨机对型材表面进行打磨,打磨时保证砂轮与型材表面的夹角为10‑20°,直至将型材表面的氧化层全部打磨掉为止,打磨的深度不超过型材厚度的3%;(2)焊缝粗磨:使用安装了不锈钢刷的直柄打磨机沿着焊缝的方向对型材上的焊缝进行打磨。本发明通过使用角磨机和直柄打磨机对型材的表面和焊缝进行打磨,消除型材表面的氧化层,然后在用干砂纸进行手工打磨,经过这些步骤处理后,使得打磨后的型材表面平整、光滑。
一种铝合金型材的表面打磨方法.pdf
本发明公开了一种铝合金型材的表面打磨方法,包括如下步骤:(1)表面粗磨:将铝合金型材固定住,并使用装有砂轮的角磨机对型材表面进行打磨,打磨时保证砂轮与型材表面的夹角为15‑25°,直至将型材表面的氧化层全部打磨掉为止,打磨的深度不超过型材厚度的2%;(2)焊缝粗磨:使用安装了不锈钢刷的直柄打磨机沿着焊缝的方向对型材上的焊缝进行打磨。本发明通过使用直柄打磨机和砂磨头对焊缝进行打磨,确保了打磨区域的全面性,通过使用角磨机和干磨砂纸对型材表面进行精细的打磨,使得打磨后的型材表面具有较高的平整度和光滑度。
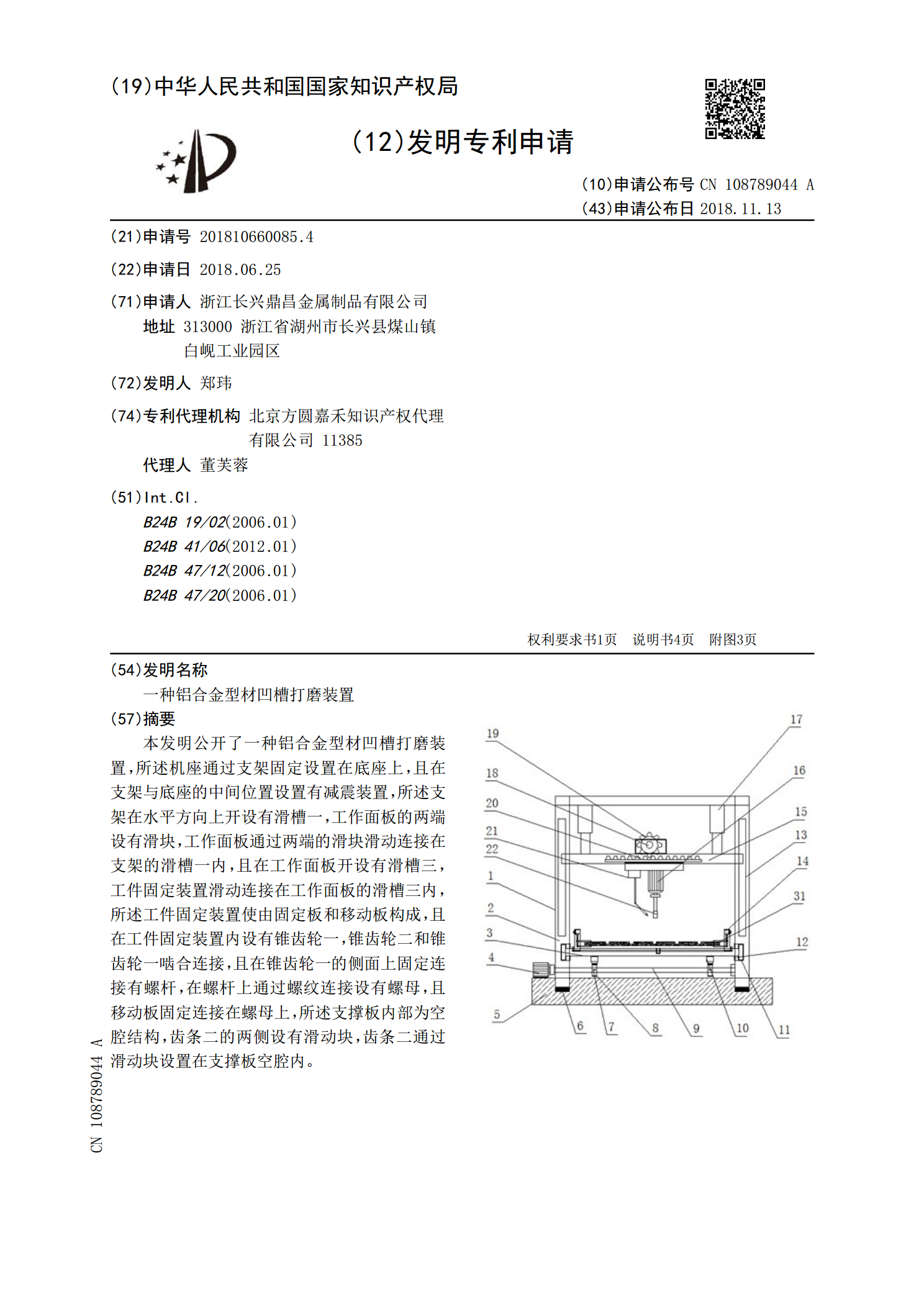
一种铝合金型材凹槽打磨装置.pdf
本发明公开了一种铝合金型材凹槽打磨装置,所述机座通过支架固定设置在底座上,且在支架与底座的中间位置设置有减震装置,所述支架在水平方向上开设有滑槽一,工作面板的两端设有滑块,工作面板通过两端的滑块滑动连接在支架的滑槽一内,且在工作面板开设有滑槽三,工件固定装置滑动连接在工作面板的滑槽三内,所述工件固定装置使由固定板和移动板构成,且在工件固定装置内设有锥齿轮一,锥齿轮二和锥齿轮一啮合连接,且在锥齿轮一的侧面上固定连接有螺杆,在螺杆上通过螺纹连接设有螺母,且移动板固定连接在螺母上,所述支撑板内部为空腔结构,齿条
一种铝合金型材表面打磨工艺.pdf
本发明公开了一种铝合金型材表面打磨工艺,包括如下步骤:(1)表面粗磨:将铝合金型材固定住,并使用装有砂轮的角磨机对型材表面进行打磨,打磨时保证砂轮与型材表面的夹角为10‑20°,直至将型材表面的氧化层全部打磨掉为止,打磨的深度不超过型材厚度的3%;(2)焊缝粗磨:使用装有砂轮的角磨机对焊缝表面进行打磨,打磨时使得砂轮的表面和焊缝表面平行,沿焊缝方向打磨焊缝,直至去除焊缝余高。本发明通过使用角磨机对型材表面的焊接飞溅物进行精细的打磨,能有效去除焊接飞溅物,且打磨完成后,型材表面具有较好的光滑度和平整度。
一种铝合金型材打磨工艺.pdf
本发明公开了一种铝合金型材打磨工艺,包括如下步骤:(1)表面粗磨:将铝合金型材固定住,并使用装有砂轮的角磨机对型材表面进行打磨,打磨时保证砂轮与型材表面的夹角为10‑20°,直至将型材表面的氧化层全部打磨掉为止,打磨的深度不超过型材厚度的3%;(2)焊缝粗磨:使用安装了不锈钢刷的直柄打磨机沿着焊缝的方向对型材上的焊缝进行打磨。本发明通过使用角磨机和直柄打磨机对型材的表面和焊缝进行打磨,消除型材表面的氧化层和焊接飞溅物,然后在用干砂纸进行手工打磨,对焊缝区域打磨效果好,打磨后型材表面平整、光滑。