
一种陶瓷微晶刚玉钢纸涂附磨具及其制造方法.pdf

梦影****主a

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种陶瓷微晶刚玉钢纸涂附磨具及其制造方法.pdf
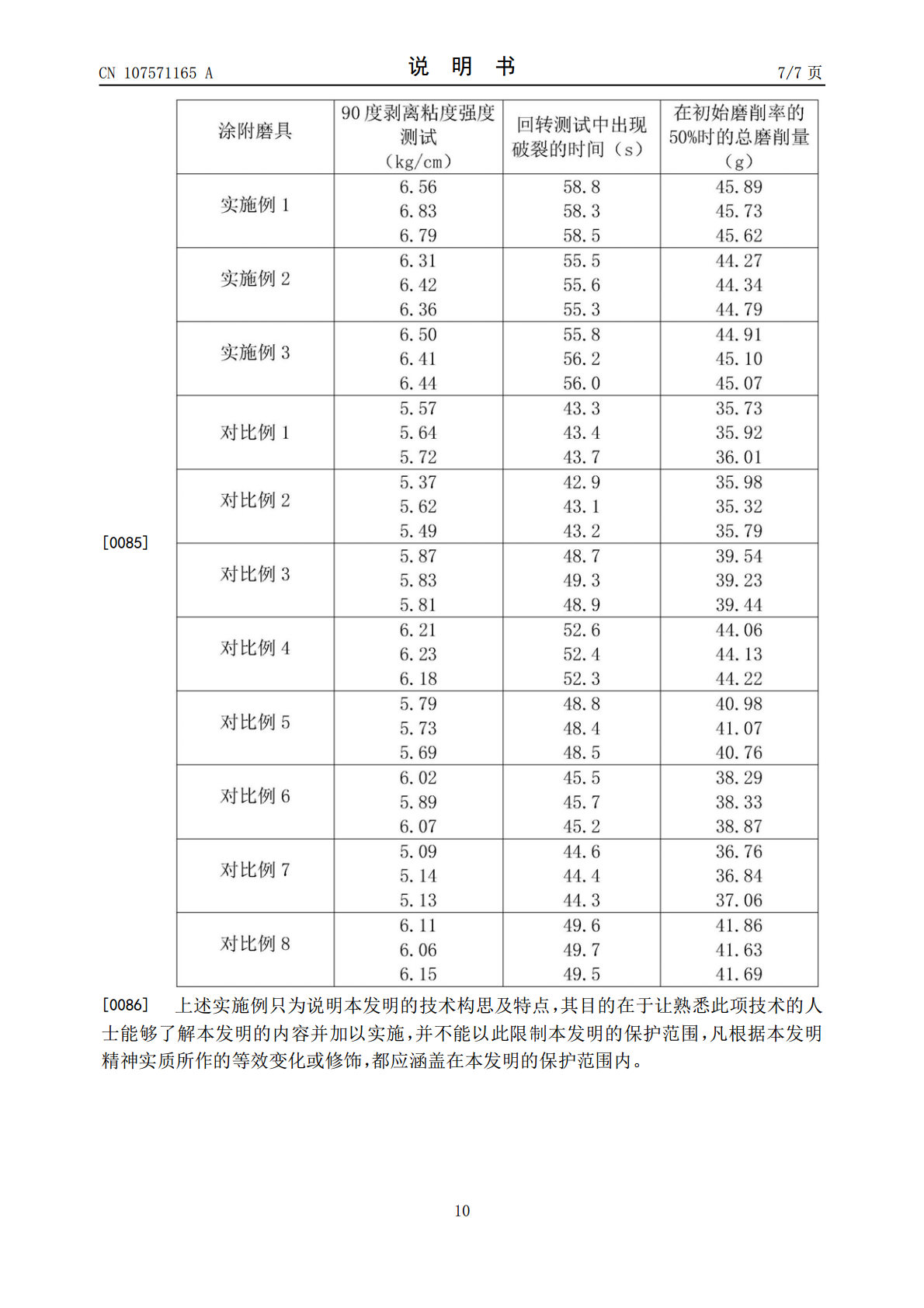
本发明公开了一种陶瓷微晶刚玉钢纸涂附磨具及其制造方法。该涂附磨具以钢纸为基材,所述钢纸的植砂面涂覆有底胶层,所述底胶层中植有磨料,该磨料上依次涂覆有复胶层和超涂层,钢纸由纤维长度为33~45mm的长绒棉制得,超涂层包括脲醛树脂、Al
纤维板专用陶瓷微晶刚玉涂附磨具及其制造方法.pdf
本发明公开了一种纤维板专用陶瓷微晶刚玉涂附磨具及其制造方法,其制造方法包括以下步骤:(1)采用比表面积为300~400m
纤维板专用陶瓷微晶刚玉涂附磨具布基及其处理工艺.pdf
本发明公开了一种纤维板专用陶瓷微晶刚玉涂附磨具布基及其处理工艺,其处理工艺包括以下步骤:(1)采用比表面积为300~400m

磨曲轴用陶瓷微晶刚玉砂轮及其制造方法.pdf
本发明具体涉及一种磨曲轴用陶瓷微晶刚玉砂轮及其制造方法,砂轮的特征在于磨削部分为:粒度为46-80#的陶瓷微晶刚玉磨料10-50份;粒度为60-100#单晶刚玉磨料20-40份;粒度为60-100#白刚玉磨料10-60份;低温陶瓷结合剂10-20份;成孔剂5-10份;晶须材料2-4份;湿润剂3-6份;着色剂0.6-1.2份;夹持部分为:粒度为60-100#白刚玉磨料100份;低温陶瓷结合剂10-20份;晶须材料2-4份;湿润剂4-6份;本发明的有益效果为:磨削能力强,加工精度高,加工效率高,使用寿命长,散

一种含有陶瓷微晶磨料的错层植砂的涂附磨具及其制备方法.pdf
本发明涉及一种含有陶瓷微晶磨料的错层植砂的涂附磨具的制造方法,1)基材上涂底胶;2)静电植砂;3)涂复胶;4)固化,完成步骤三后,进行固化工序,即制得所述错层植砂的涂附磨具。制造方法制得的涂附磨具,其磨料分层有序排列在基材上,砂面磨料错落有致,打磨初期,粗粒度的陶瓷微晶磨料锋利度优势明显,打磨中期,陶瓷微晶磨料优越的自锐性开始发挥作用,不断暴露出新的锋利的微小切削刃,使磨粒始终处于锋利状态,打磨后期,细粒度磨料的尖峰开始发挥作用。整个磨削过程中,磨具一直保持开放性结构,并且使磨粒始终处于锋利状态,具有寿命