
一种齿轮内孔磨削夹具.pdf

雅云****彩妍

1/6
2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种齿轮内孔磨削夹具.pdf
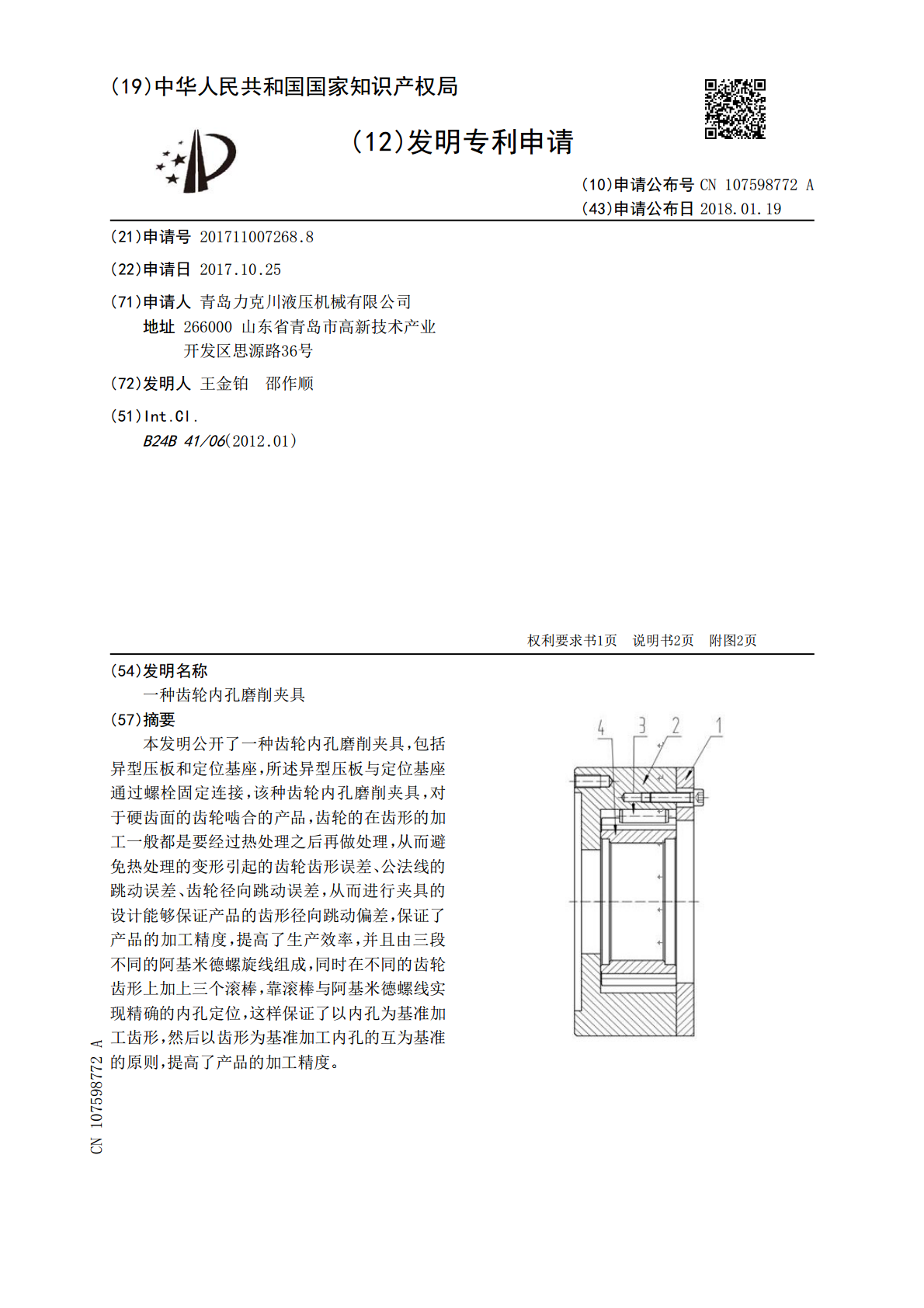
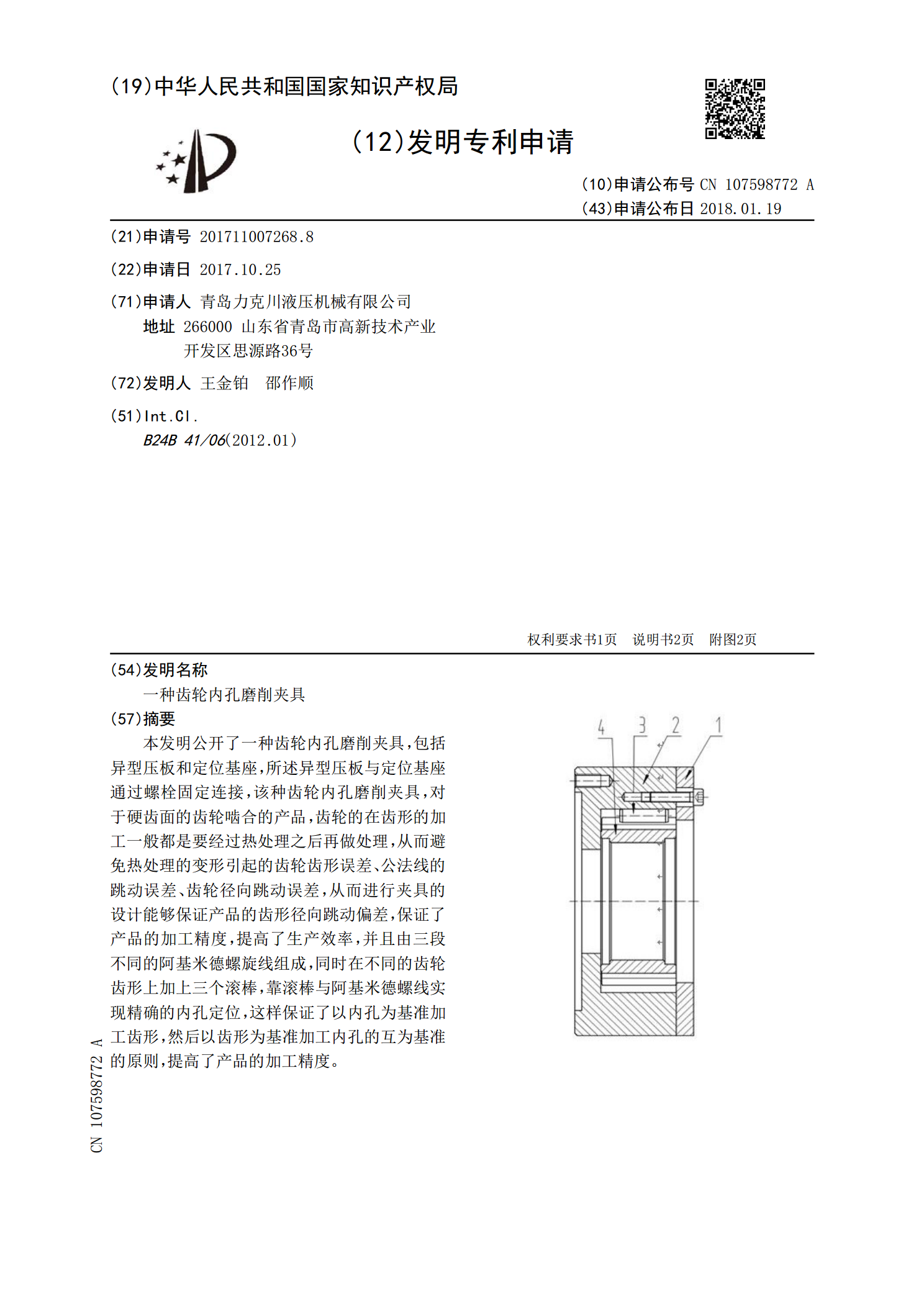
本发明公开了一种齿轮内孔磨削夹具,包括异型压板和定位基座,所述异型压板与定位基座通过螺栓固定连接,该种齿轮内孔磨削夹具,对于硬齿面的齿轮啮合的产品,齿轮的在齿形的加工一般都是要经过热处理之后再做处理,从而避免热处理的变形引起的齿轮齿形误差、公法线的跳动误差、齿轮径向跳动误差,从而进行夹具的设计能够保证产品的齿形径向跳动偏差,保证了产品的加工精度,提高了生产效率,并且由三段不同的阿基米德螺旋线组成,同时在不同的齿轮齿形上加上三个滚棒,靠滚棒与阿基米德螺线实现精确的内孔定位,这样保证了以内孔为基准加工齿形,然

一种齿轮轴内孔加工夹具.pdf
本发明提供一种齿轮轴内孔加工夹具,包括下撑板,上压板;所述下撑板与上压板依次设在底座的上侧并滑动安装在导向螺杆上,且齿轮轴的上下两端分别插入到上压板的上穿孔中与下撑板的下穿孔中并在导向螺杆上拧装有卡位螺母固定,所述导向螺杆的底端连接在底座上,所述上穿孔的外端侧还设有喷淋筒。通过在上压板上设置喷淋筒,在对齿轮轴加工时,可将切削液上液管连接到进液总管上,使切削液进入到三组喷淋腔中,通过喷嘴喷出,可提高切削液与齿轮轴的接触面积,有效避免切削液出管的偏移,进一步提高齿轮轴加工时的降温效果。

一种圆柱齿轮内孔衬套压铆夹具.pdf
本发明提供一种圆柱齿轮内孔衬套压铆夹具,涉及汽车零部件技术领域,以解决现有的压铆夹具在使用的时候,装配时采用压力机压入,如果过盈量太小会使铜套使用一段时间后脱落,过盈量太大导致装配困难,衬套变形量太大,给后序修整带来困难的问题,包括主体,内套,工件和顶槽,所述内套为T形结构,且内套的底端安装在主体的内部,并且内套的底端安装有固定杆;所述工件为环形结构,且工件的底端镶嵌在支杆的顶端;所述工件内侧的刀模块安装在压头的侧面,且工件内侧的铜套安装在内套的外侧;所述顶槽为矩形结构,且顶槽设在刀模块的顶部。在进行圆柱

车加工螺旋伞齿轮内孔夹具.pdf
本发明车加工螺旋伞齿轮内孔夹具,包括基板、定位板、定位柱和压紧机构;圆盘形基板固定在机床工作台面上,圆盘形定位板可拆卸的同心固定在基板表面,六支或六支以上的定位柱以定位板圆心为中心均匀分布在以螺旋伞齿轮内孔和外圆之间的中心点距基板圆心的距离为半径的圆周上;定位柱的间距和端头形状与螺旋伞齿轮的齿距和齿形大小相匹配;在定位板外侧基板圆周上均匀设置有三只或三只以上的压紧机构;所述定位柱的间距和端头形状与螺旋伞齿轮的齿距和齿形大小相匹配。本发明能够以螺旋伞齿轮的节圆为基准,将螺旋伞齿轮牢固的固定在机床的工作台面上
一种齿轮磨削加工用夹具.pdf
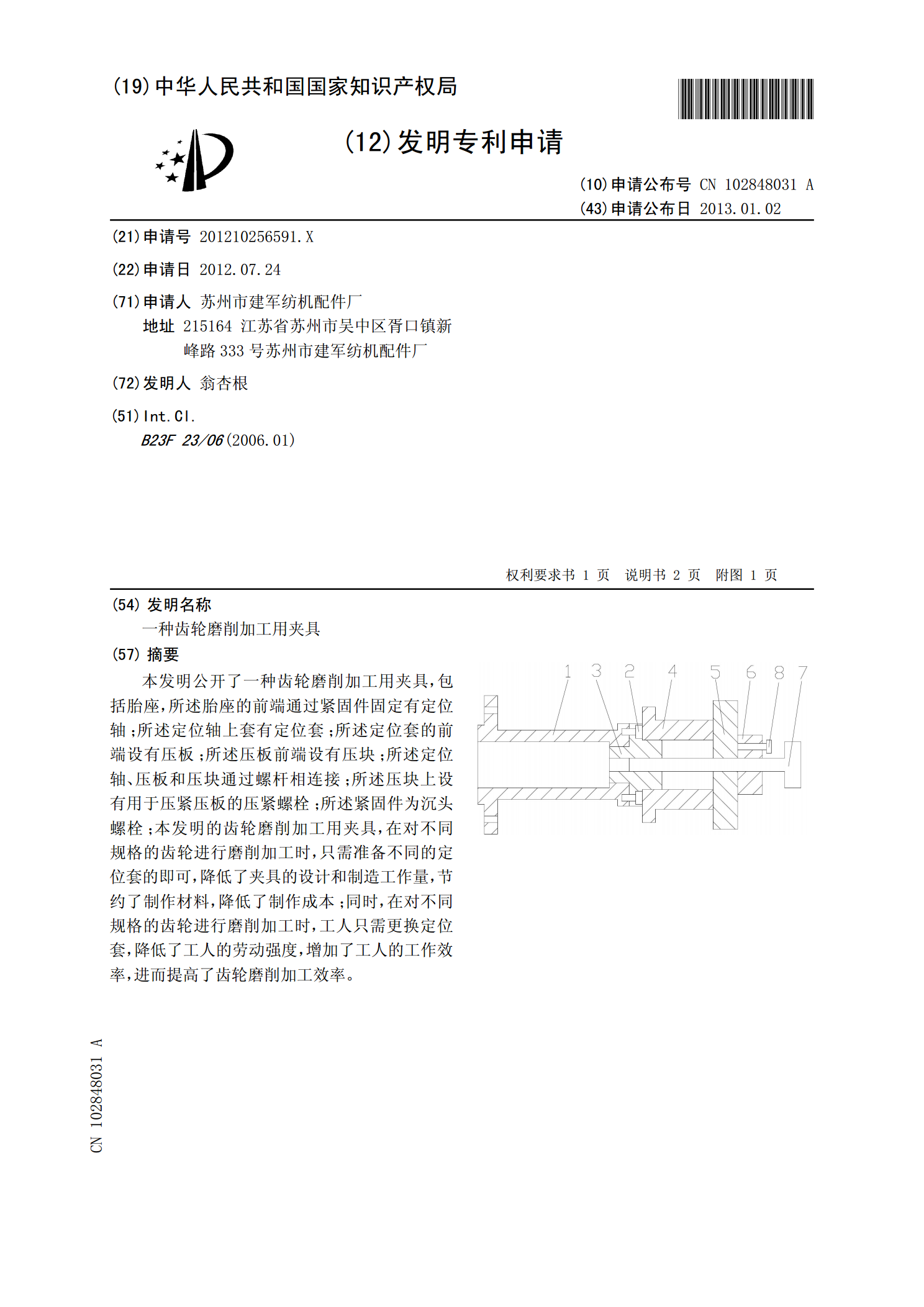
本发明公开了一种齿轮磨削加工用夹具,包括胎座,所述胎座的前端通过紧固件固定有定位轴;所述定位轴上套有定位套;所述定位套的前端设有压板;所述压板前端设有压块;所述定位轴、压板和压块通过螺杆相连接;所述压块上设有用于压紧压板的压紧螺栓;所述紧固件为沉头螺栓;本发明的齿轮磨削加工用夹具,在对不同规格的齿轮进行磨削加工时,只需准备不同的定位套的即可,降低了夹具的设计和制造工作量,节约了制作材料,降低了制作成本;同时,在对不同规格的齿轮进行磨削加工时,工人只需更换定位套,降低了工人的劳动强度,增加了工人的工作效率,