
一种齿轮磨削加工用夹具.pdf

An****99


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种齿轮磨削加工用夹具.pdf
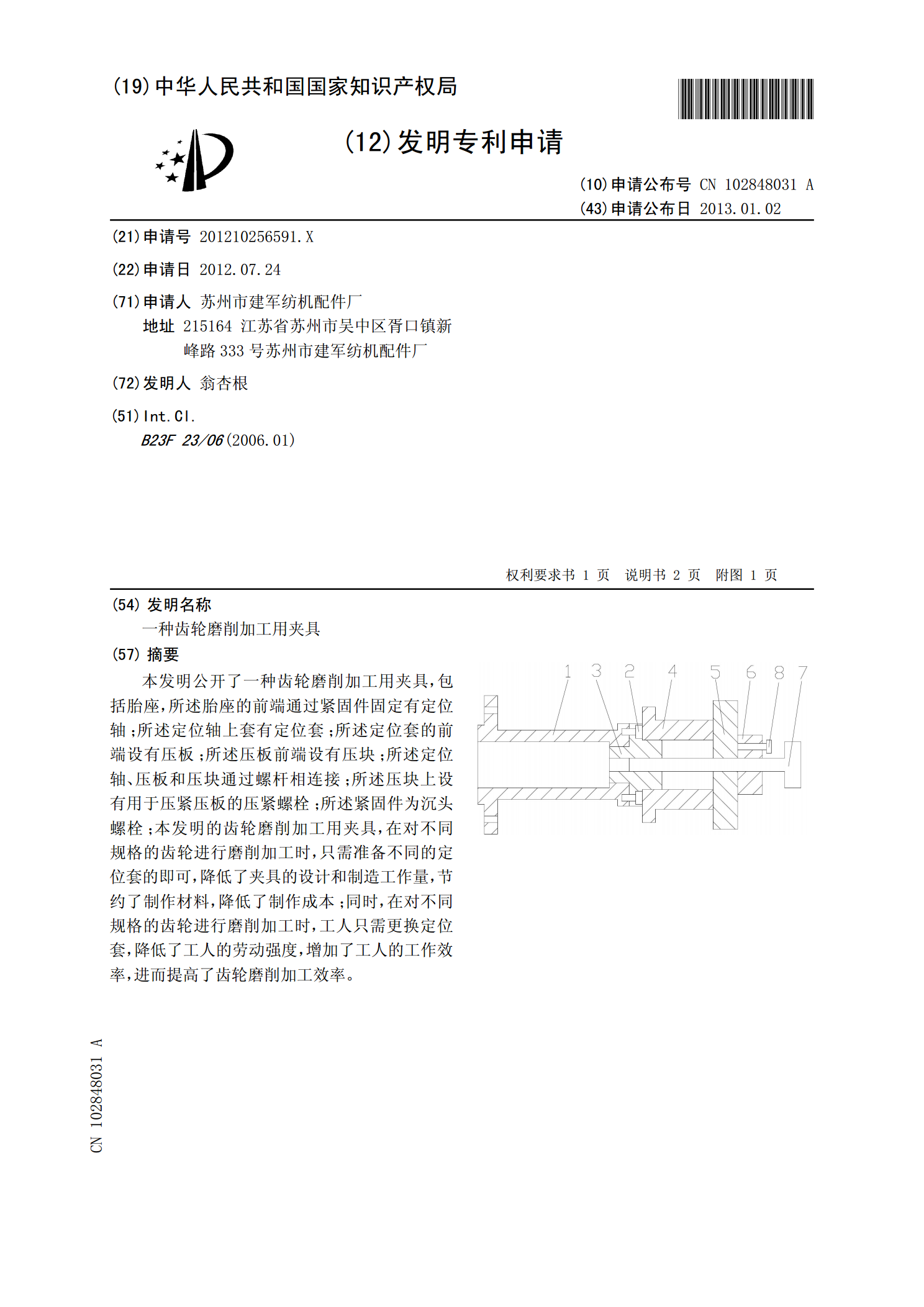
本发明公开了一种齿轮磨削加工用夹具,包括胎座,所述胎座的前端通过紧固件固定有定位轴;所述定位轴上套有定位套;所述定位套的前端设有压板;所述压板前端设有压块;所述定位轴、压板和压块通过螺杆相连接;所述压块上设有用于压紧压板的压紧螺栓;所述紧固件为沉头螺栓;本发明的齿轮磨削加工用夹具,在对不同规格的齿轮进行磨削加工时,只需准备不同的定位套的即可,降低了夹具的设计和制造工作量,节约了制作材料,降低了制作成本;同时,在对不同规格的齿轮进行磨削加工时,工人只需更换定位套,降低了工人的劳动强度,增加了工人的工作效率,
一种齿轮内孔磨削夹具.pdf
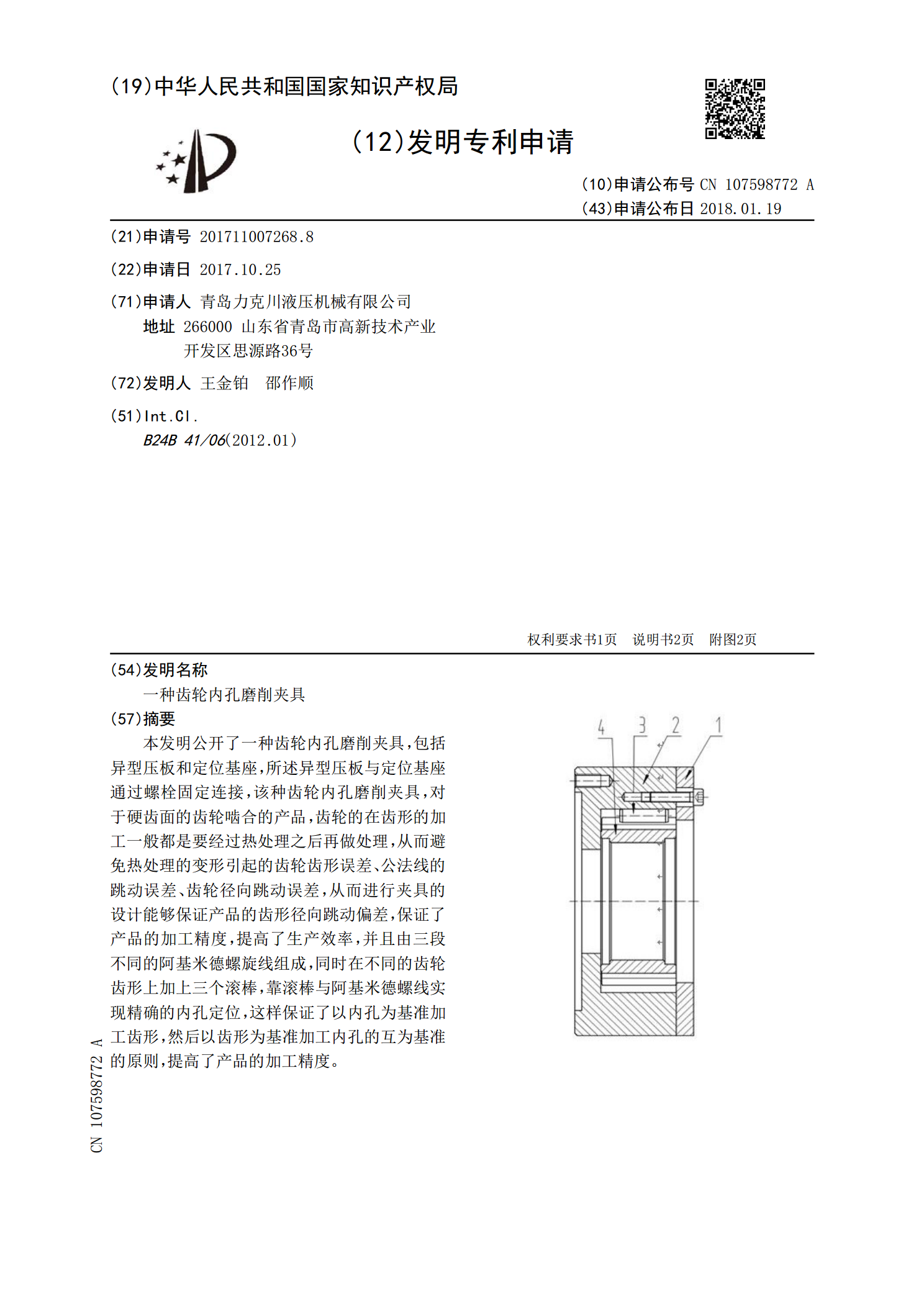
本发明公开了一种齿轮内孔磨削夹具,包括异型压板和定位基座,所述异型压板与定位基座通过螺栓固定连接,该种齿轮内孔磨削夹具,对于硬齿面的齿轮啮合的产品,齿轮的在齿形的加工一般都是要经过热处理之后再做处理,从而避免热处理的变形引起的齿轮齿形误差、公法线的跳动误差、齿轮径向跳动误差,从而进行夹具的设计能够保证产品的齿形径向跳动偏差,保证了产品的加工精度,提高了生产效率,并且由三段不同的阿基米德螺旋线组成,同时在不同的齿轮齿形上加上三个滚棒,靠滚棒与阿基米德螺线实现精确的内孔定位,这样保证了以内孔为基准加工齿形,然
齿轮球面磨削夹具.pdf
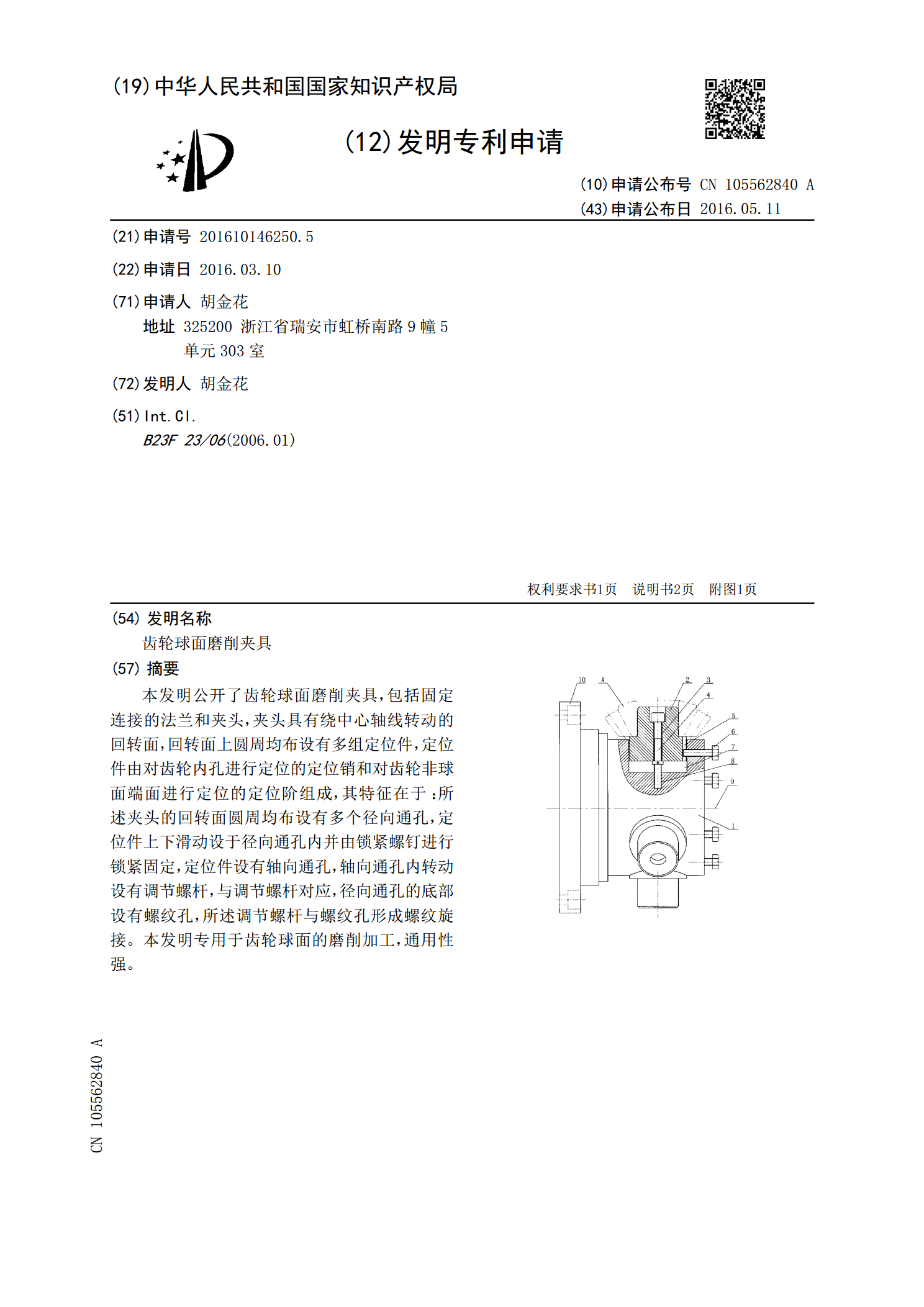
本发明公开了齿轮球面磨削夹具,包括固定连接的法兰和夹头,夹头具有绕中心轴线转动的回转面,回转面上圆周均布设有多组定位件,定位件由对齿轮内孔进行定位的定位销和对齿轮非球面端面进行定位的定位阶组成,其特征在于:所述夹头的回转面圆周均布设有多个径向通孔,定位件上下滑动设于径向通孔内并由锁紧螺钉进行锁紧固定,定位件设有轴向通孔,轴向通孔内转动设有调节螺杆,与调节螺杆对应,径向通孔的底部设有螺纹孔,所述调节螺杆与螺纹孔形成螺纹旋接。本发明专用于齿轮球面的磨削加工,通用性强。
一种齿轮加工用端面磨削装置.pdf
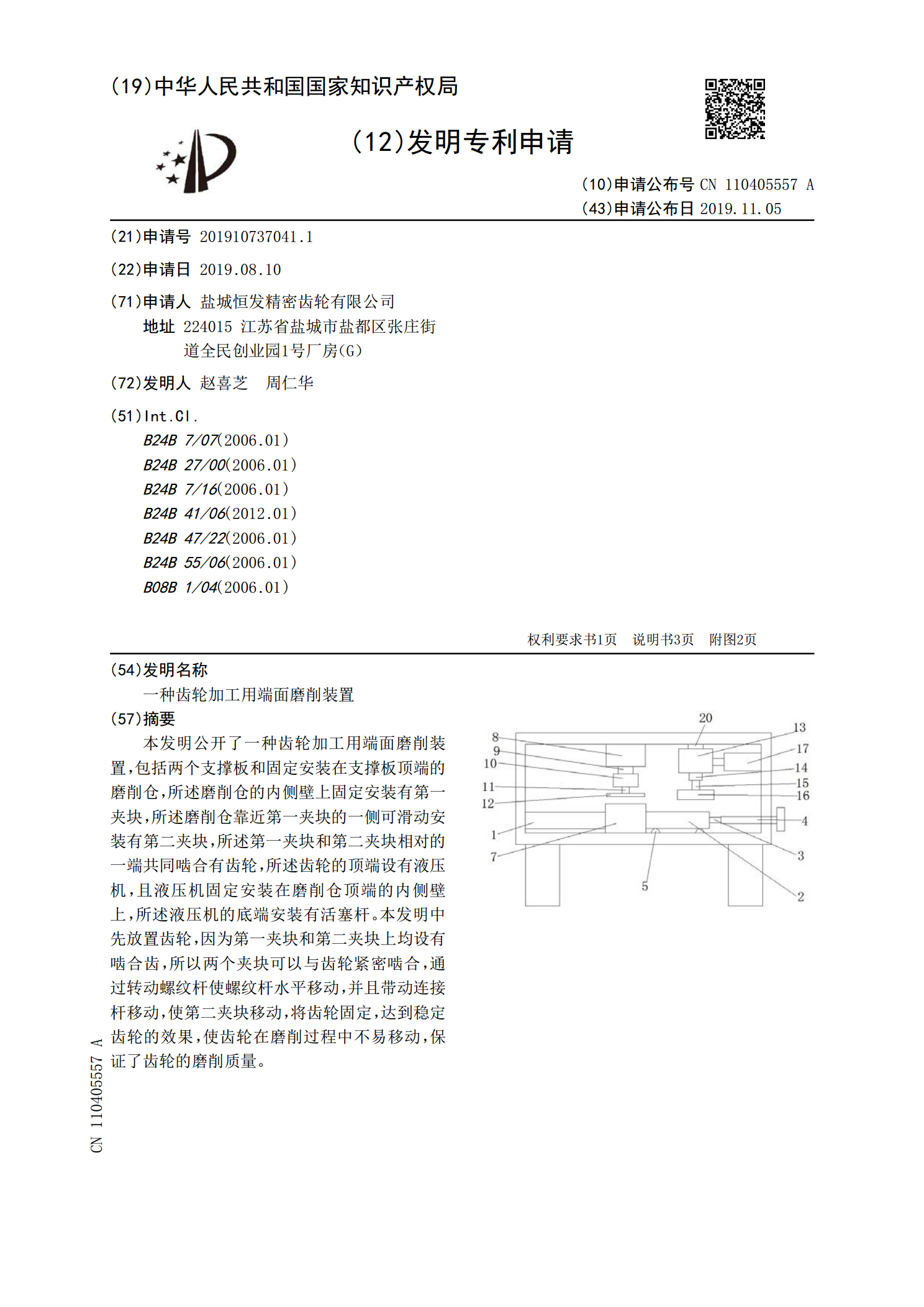
本发明公开了一种齿轮加工用端面磨削装置,包括两个支撑板和固定安装在支撑板顶端的磨削仓,所述磨削仓的内侧壁上固定安装有第一夹块,所述磨削仓靠近第一夹块的一侧可滑动安装有第二夹块,所述第一夹块和第二夹块相对的一端共同啮合有齿轮,所述齿轮的顶端设有液压机,且液压机固定安装在磨削仓顶端的内侧壁上,所述液压机的底端安装有活塞杆。本发明中先放置齿轮,因为第一夹块和第二夹块上均设有啮合齿,所以两个夹块可以与齿轮紧密啮合,通过转动螺纹杆使螺纹杆水平移动,并且带动连接杆移动,使第二夹块移动,将齿轮固定,达到稳定齿轮的效果,
齿轮加工用磨削油.pdf
本发明公开了一种齿轮加工用磨削油,由III类矿物油、十六碳酸异辛酯、十八碳酸异辛酯、不含活性硫的硫化脂肪酸酯、磷酸酯、聚异丁烯、乙烯-丙烯无规共聚物和消泡剂组成,并由如下步骤制成:钢制反应釜中加入100质量份III类矿物油,升温至80℃,再顺序加入10质量份十六碳酸异辛酯、15质量份十八碳酸异辛酯、20质量份不含活性硫的硫化脂肪酸酯、5质量份磷酸酯、2质量份聚异丁烯、4质量份乙烯-丙烯无规共聚物、1质量份消泡剂,搅拌80分钟,至混合液透明。本发明提供的齿轮加工用磨削油,其挥发性和加工过程中的油雾倾向显著降