
一种轮壳与芯圈叶片点焊的定位工装.pdf

一条****然后


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轮壳与芯圈叶片点焊的定位工装.pdf
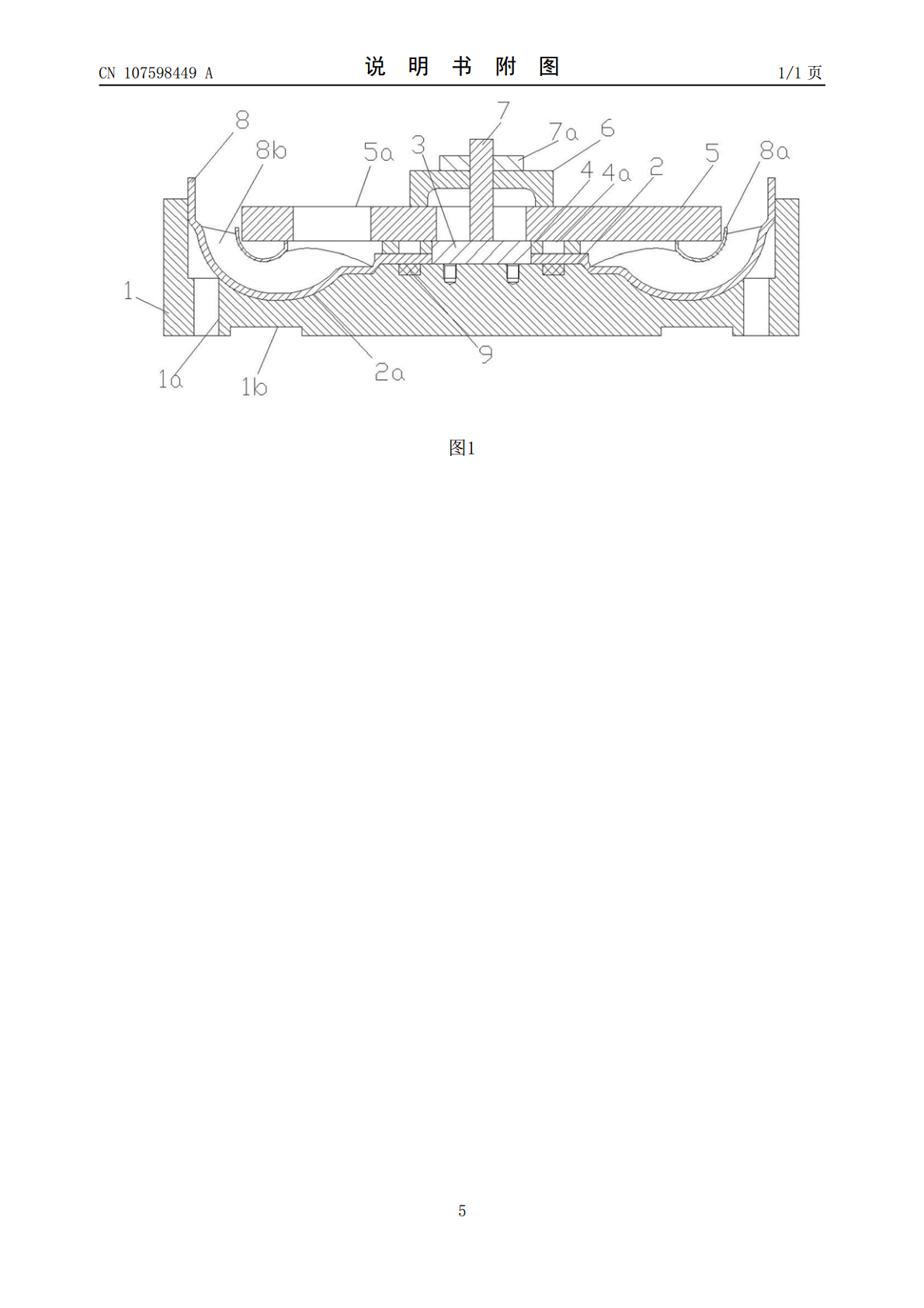
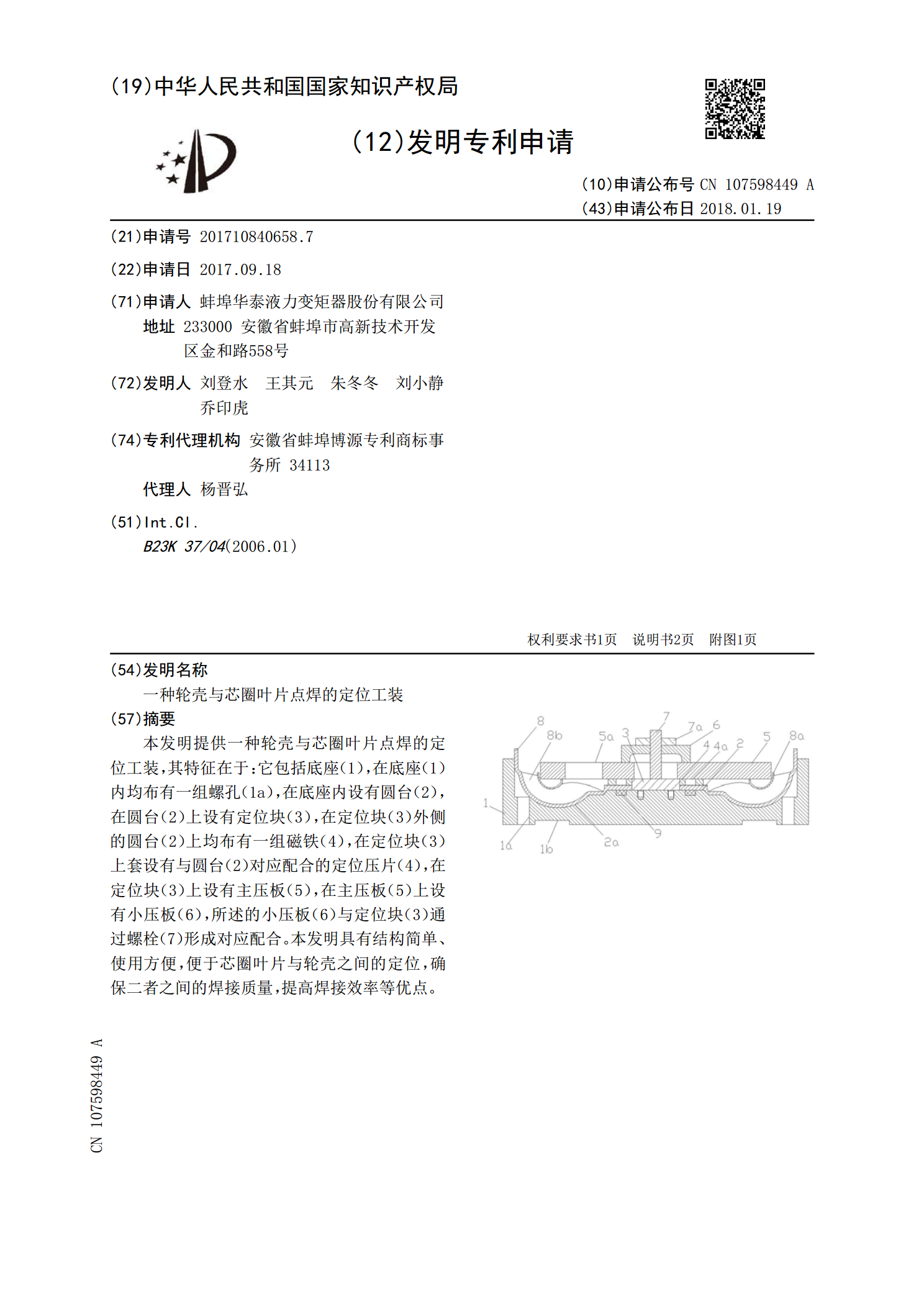
本发明提供一种轮壳与芯圈叶片点焊的定位工装,其特征在于:它包括底座(1),在底座(1)内均布有一组螺孔(1a),在底座内设有圆台(2),在圆台(2)上设有定位块(3),在定位块(3)外侧的圆台(2)上均布有一组磁铁(4),在定位块(3)上套设有与圆台(2)对应配合的定位压片(4),在定位块(3)上设有主压板(5),在主压板(5)上设有小压板(6),所述的小压板(6)与定位块(3)通过螺栓(7)形成对应配合。本发明具有结构简单、使用方便,便于芯圈叶片与轮壳之间的定位,确保二者之间的焊接质量,提高焊接效率等优
液力变矩器涡轮叶片芯圈的定位工装.pdf
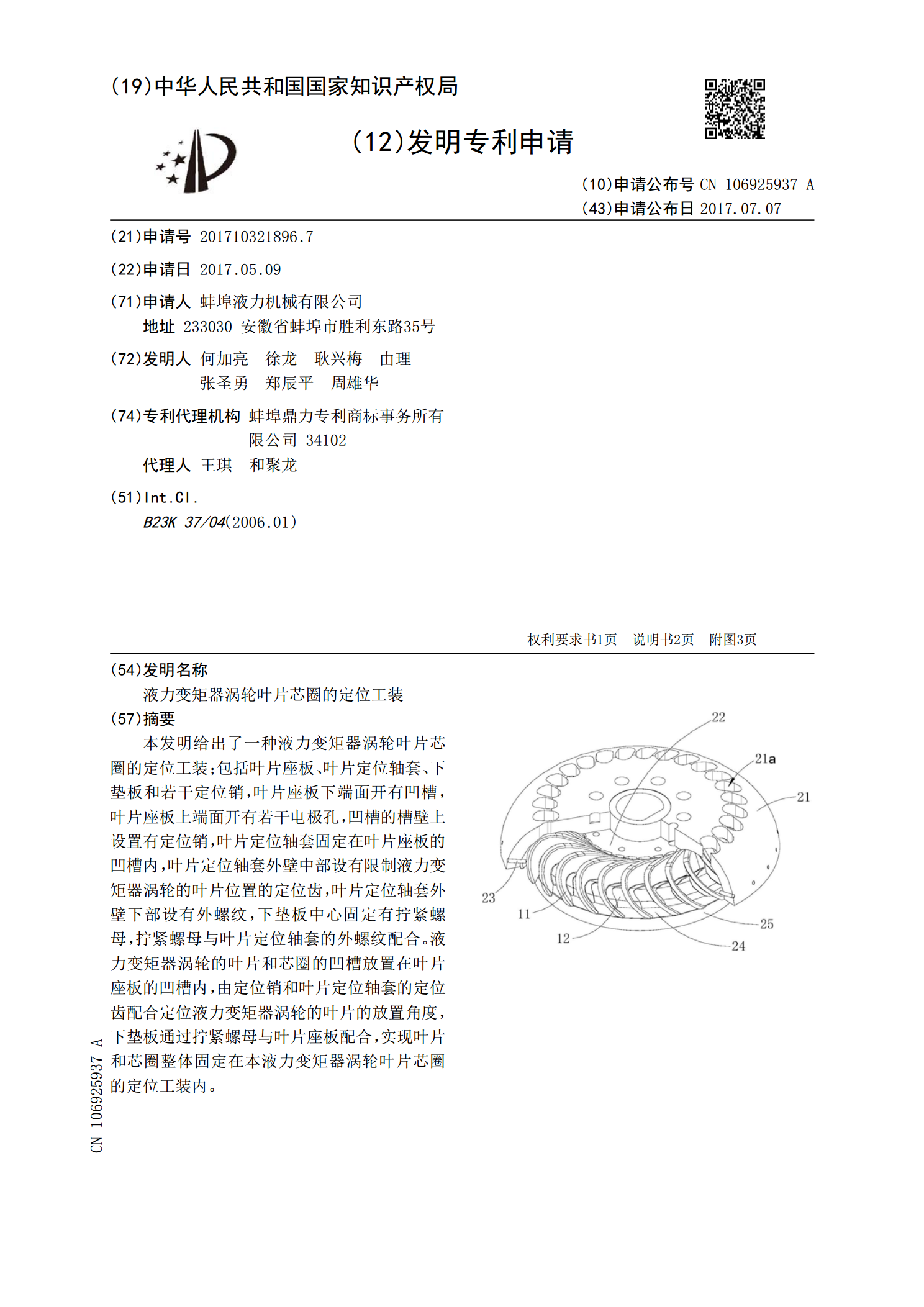
本发明给出了一种液力变矩器涡轮叶片芯圈的定位工装;包括叶片座板、叶片定位轴套、下垫板和若干定位销,叶片座板下端面开有凹槽,叶片座板上端面开有若干电极孔,凹槽的槽壁上设置有定位销,叶片定位轴套固定在叶片座板的凹槽内,叶片定位轴套外壁中部设有限制液力变矩器涡轮的叶片位置的定位齿,叶片定位轴套外壁下部设有外螺纹,下垫板中心固定有拧紧螺母,拧紧螺母与叶片定位轴套的外螺纹配合。液力变矩器涡轮的叶片和芯圈的凹槽放置在叶片座板的凹槽内,由定位销和叶片定位轴套的定位齿配合定位液力变矩器涡轮的叶片的放置角度,下垫板通过拧紧
一种涡轮芯圈与叶片点焊的固定装置.pdf
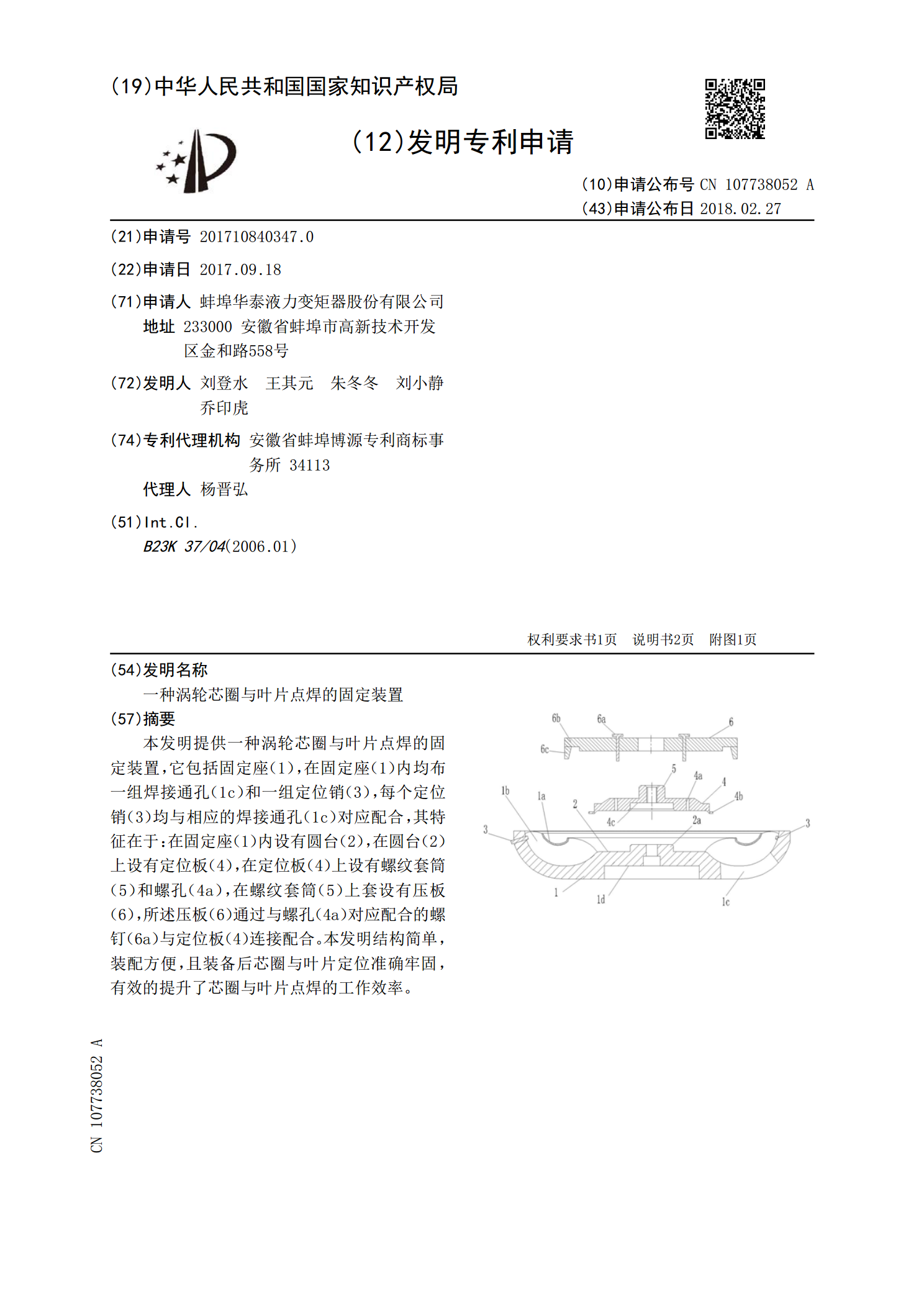
本发明提供一种涡轮芯圈与叶片点焊的固定装置,它包括固定座(1),在固定座(1)内均布一组焊接通孔(1c)和一组定位销(3),每个定位销(3)均与相应的焊接通孔(1c)对应配合,其特征在于:在固定座(1)内设有圆台(2),在圆台(2)上设有定位板(4),在定位板(4)上设有螺纹套筒(5)和螺孔(4a),在螺纹套筒(5)上套设有压板(6),所述压板(6)通过与螺孔(4a)对应配合的螺钉(6a)与定位板(4)连接配合。本发明结构简单,装配方便,且装备后芯圈与叶片定位准确牢固,有效的提升了芯圈与叶片点焊的工作效率

一种液力变矩器内泵轮叶片点焊工装.pdf
一种液力变矩器内泵轮叶片点焊工装,涉及液力变矩器工装设备,包括一圆盘状工装主体,所述主体中间设置有凸台,所述凸台底部边缘设置有齿轮状卡位,中间设置有压紧螺栓,所述主体内底面圆周上设有工位,工位上边设有柱状卡位,泵轮叶片通过齿轮状卡位与柱状卡位将其卡紧;所述齿轮状卡位与柱状卡位将其所在的圆周等分为21等分。本发明的有益效果是:结构简单,定位精确,能够将21片叶片均匀分布在泵轮壳体上,提高了加工效率,产品质量稳定。

一种空心叶片型芯与型壳定位的方法.pdf
一种空心叶片型芯与型壳定位的方法,属于航空发动机及燃气轮机技术领域。叶尖延伸段设置叶尖定位点,叶尖定位点所在的叶尖延伸段作为固定端,采用面直接接触式;排气边涂自由端,并在自由端上制作两个定位点,此处型芯与型壳采用点接触式;榫齿的延伸段也采用点定位,在榫齿延伸段制作两个塔式定位点,采用点直接接触式;型芯叶盆与叶背定位方法相同,定位点位置对称。本发明方法突破了国内同行业的传统定位方法,生产过程中操作简单、方便,缩短了叶片铸件的加工周期,提高了铸件质量、合格率及生产效率。经过生产试验工作,采用此种定位方式生产的