
轮毂电机用分体式定子铁芯线圈绕制工艺.pdf

美丽****ka

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
轮毂电机用分体式定子铁芯线圈绕制工艺.pdf
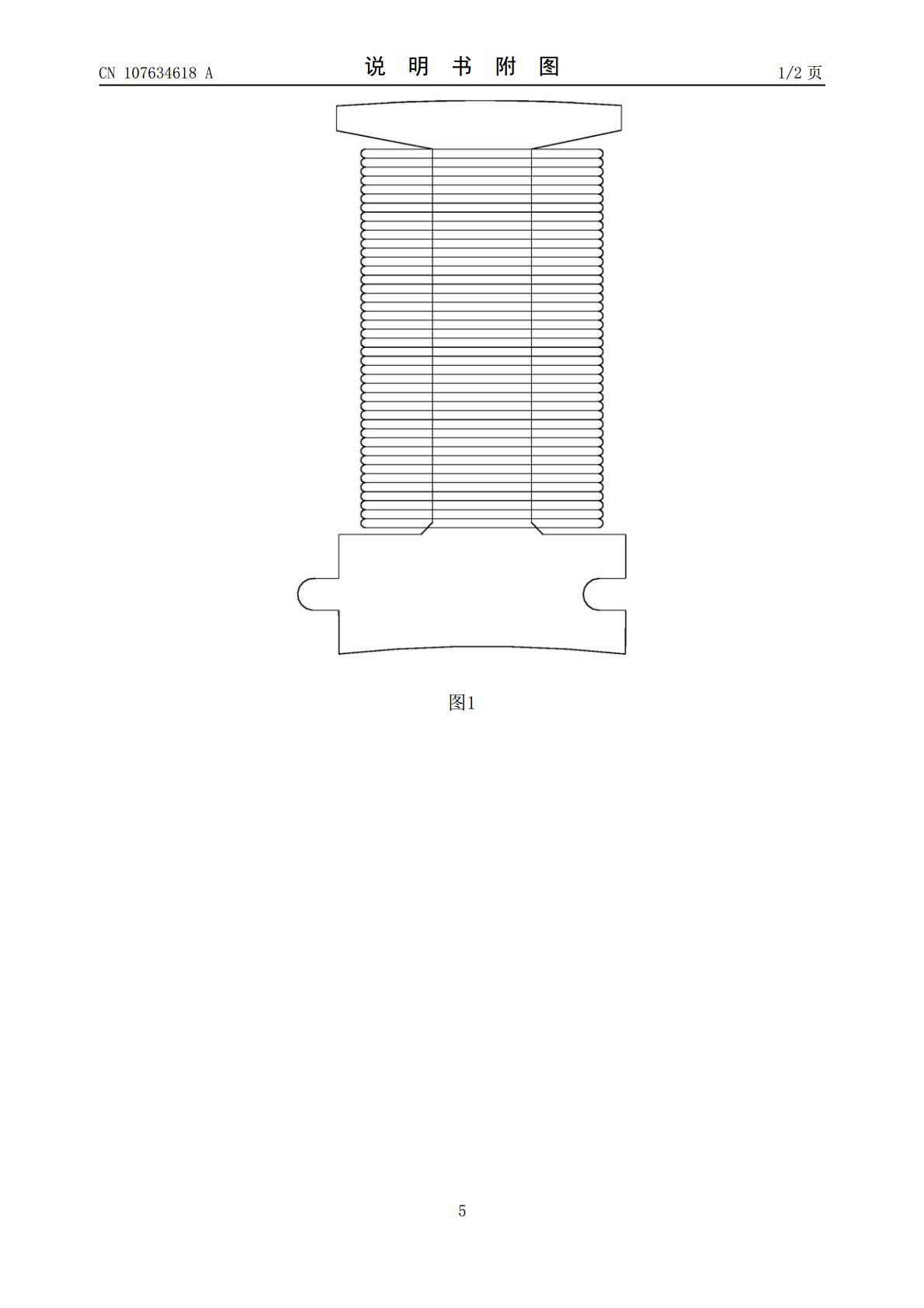
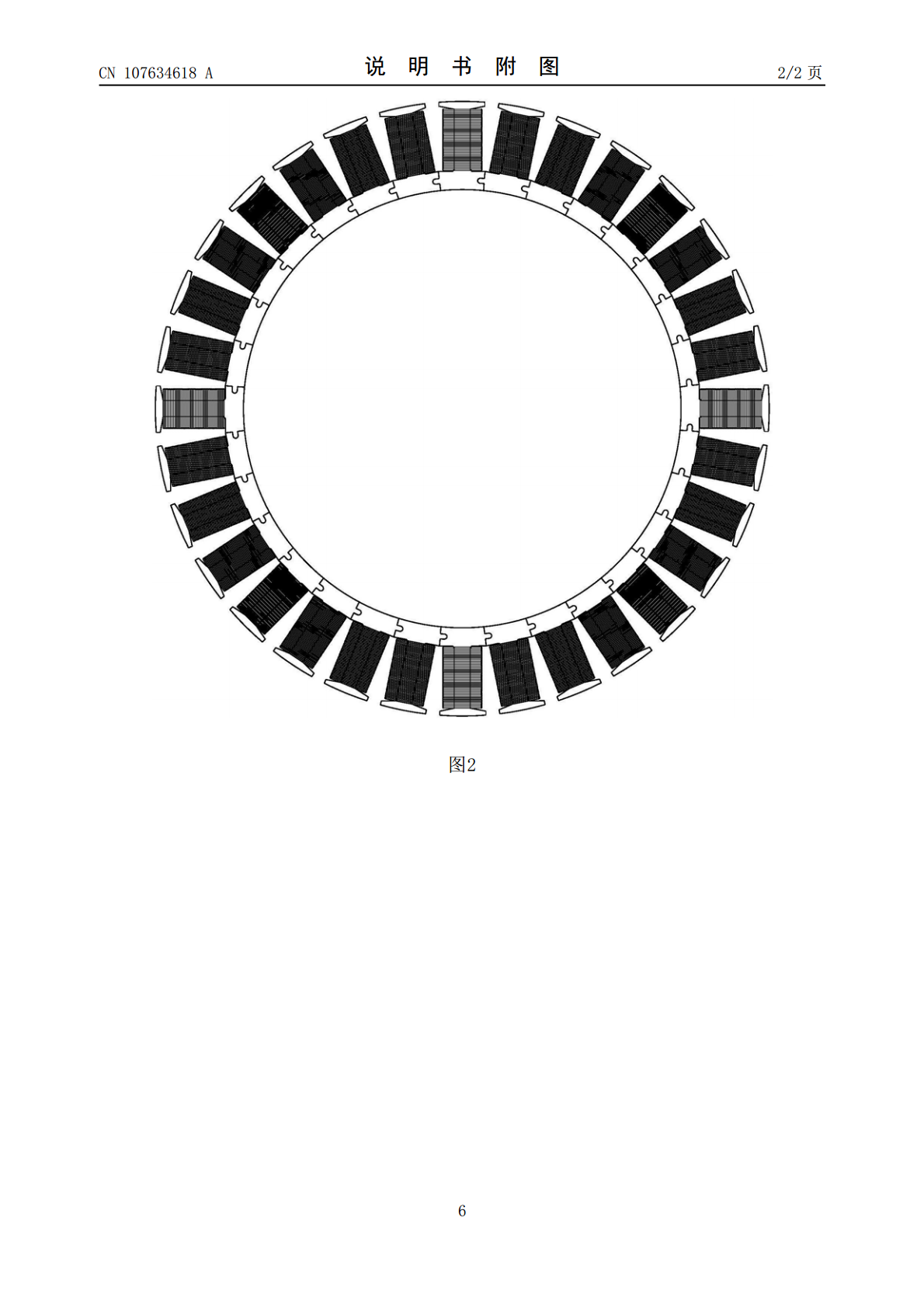
本发明具体涉及一种轮毂电机用分体式定子铁芯线圈绕制工艺,包括以下步骤:粘接绝缘端板,将绝缘端板粘接在定子铁芯两端端面上;粘槽绝缘,采用相应规格的绝缘纸预先按照槽型折好,使绝缘纸粘接在定子铁芯上,并将绝缘纸的两端各伸出定子铁芯端面3mm;绕线,用夹具将定子铁芯固定在绕线机上绕制线圈;绑扎,线圈绕制完成后,用层绝缘纸包裹住线圈,在用绝缘胶布绑住扎紧;整形,将定子铁芯外形进行整理。通过本工艺能使分体式定子铁芯线圈绕制的操作更加简单,绕线更加方便快捷,减少了线圈绕制时间,提高了生产率。绕制完的线圈更加紧密,避免了
轮毂电机定子铁芯线圈绕制夹具.pdf
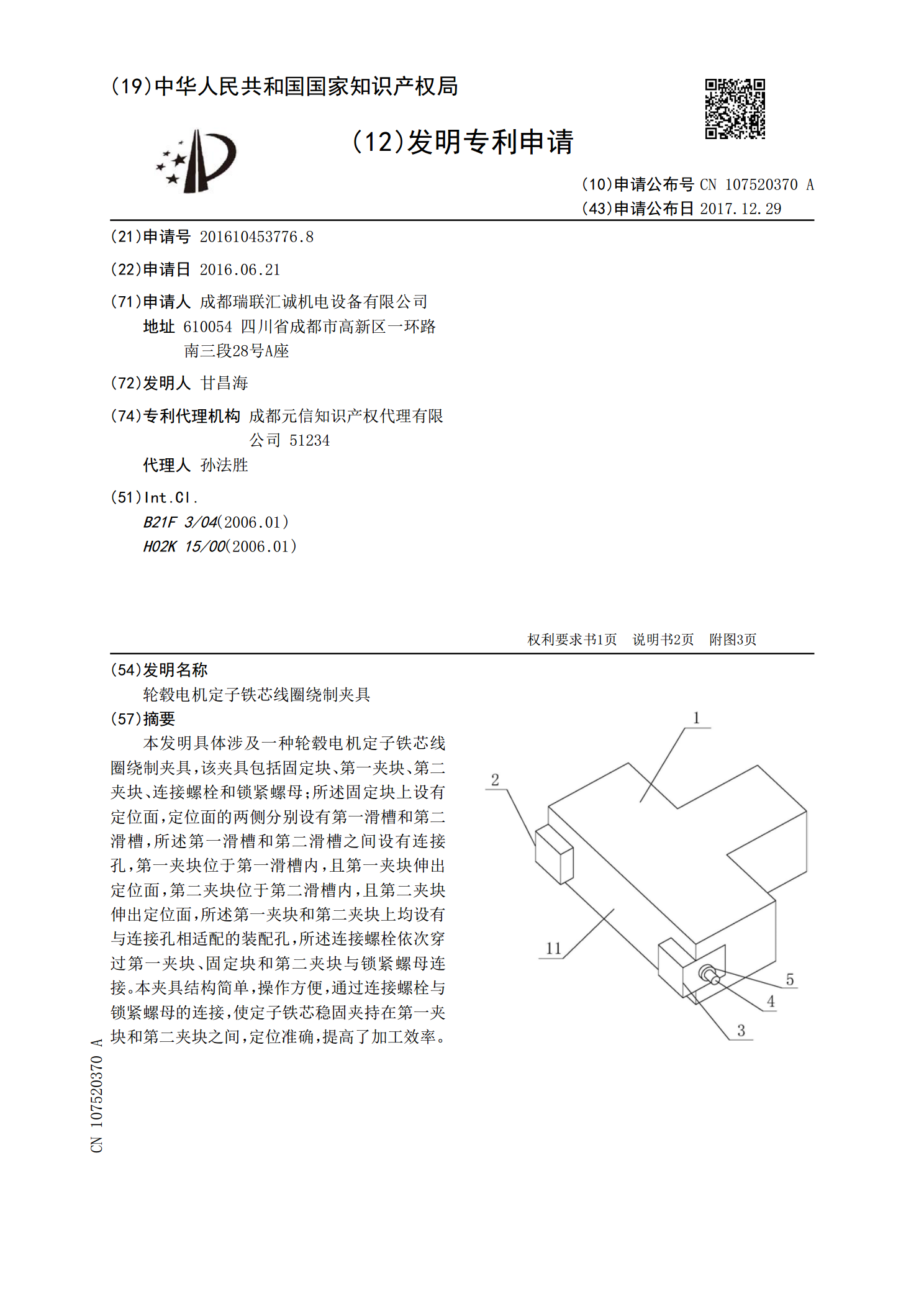
本发明具体涉及一种轮毂电机定子铁芯线圈绕制夹具,该夹具包括固定块、第一夹块、第二夹块、连接螺栓和锁紧螺母;所述固定块上设有定位面,定位面的两侧分别设有第一滑槽和第二滑槽,所述第一滑槽和第二滑槽之间设有连接孔,第一夹块位于第一滑槽内,且第一夹块伸出定位面,第二夹块位于第二滑槽内,且第二夹块伸出定位面,所述第一夹块和第二夹块上均设有与连接孔相适配的装配孔,所述连接螺栓依次穿过第一夹块、固定块和第二夹块与锁紧螺母连接。本夹具结构简单,操作方便,通过连接螺栓与锁紧螺母的连接,使定子铁芯稳固夹持在第一夹块和第二夹块
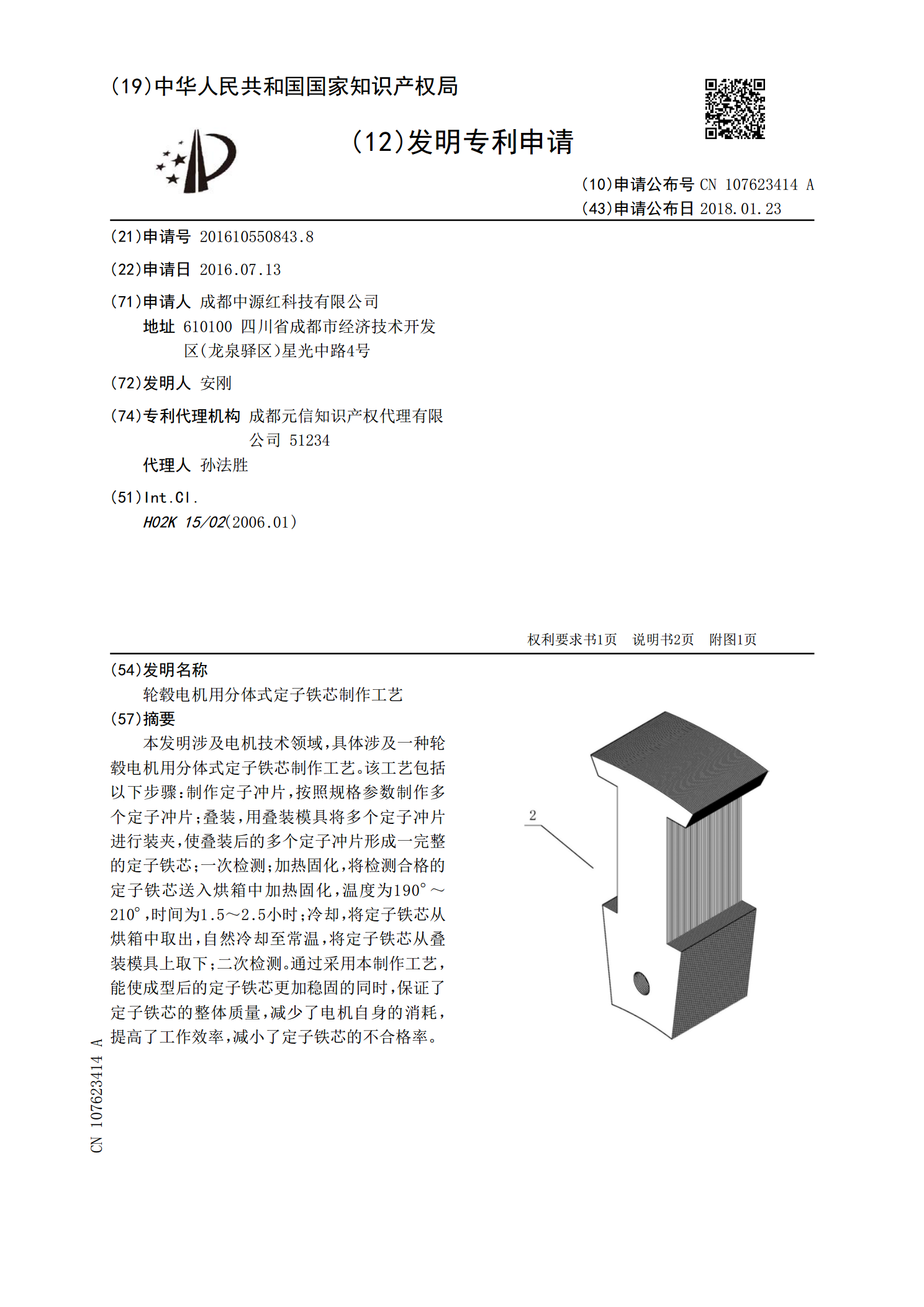
轮毂电机用分体式定子铁芯制作工艺.pdf
本发明涉及电机技术领域,具体涉及一种轮毂电机用分体式定子铁芯制作工艺。该工艺包括以下步骤:制作定子冲片,按照规格参数制作多个定子冲片;叠装,用叠装模具将多个定子冲片进行装夹,使叠装后的多个定子冲片形成一完整的定子铁芯;一次检测;加热固化,将检测合格的定子铁芯送入烘箱中加热固化,温度为190°~210°,时间为1.5~2.5小时;冷却,将定子铁芯从烘箱中取出,自然冷却至常温,将定子铁芯从叠装模具上取下;二次检测。通过采用本制作工艺,能使成型后的定子铁芯更加稳固的同时,保证了定子铁芯的整体质量,减少了电机自身

无定向铁芯线圈的绕制方法.docx
无定向铁芯线圈的绕制方法无定向铁芯线圈的绕制方法摘要:无定向铁芯线圈是一种应用广泛的电子元件,常用于电磁感应、能量传输、信号处理等领域。本文将介绍无定向铁芯线圈的绕制方法,并分析其中的关键步骤和注意事项。通过合理的绕制方法,可以提高线圈的性能和效率,满足实际应用的需求。1.引言无定向铁芯线圈是一种由绝缘铜线绕制而成的线圈,其中心为铁芯。铁芯的存在能够增强线圈的磁场,提高其电感。在实际应用中,无定向铁芯线圈通常用于电磁感应、能量传输、信号处理等领域。因此,对于无定向铁芯线圈的绕制方法的研究具有重要意义。2.
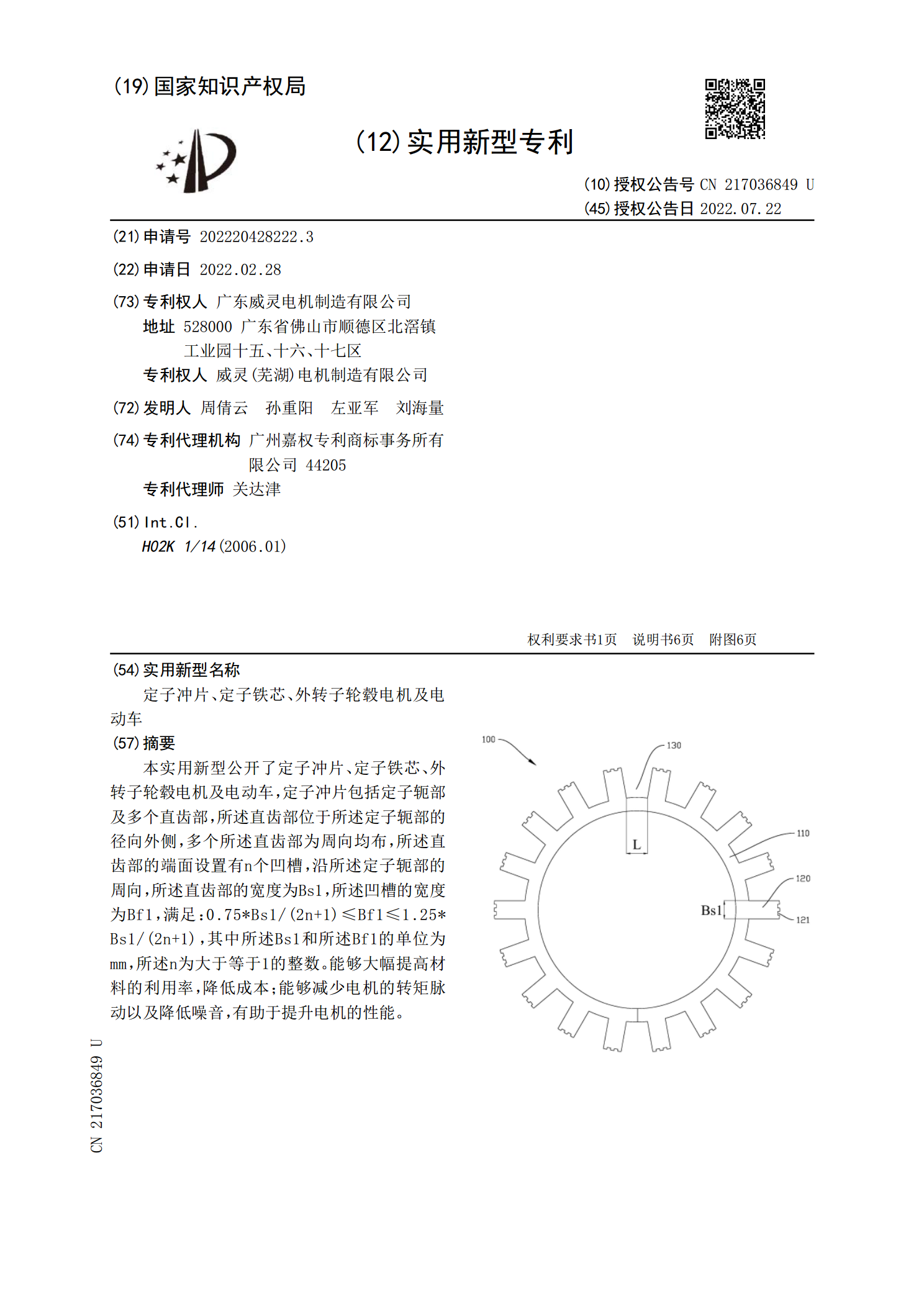
定子冲片、定子铁芯、外转子轮毂电机及电动车.pdf
本实用新型公开了定子冲片、定子铁芯、外转子轮毂电机及电动车,定子冲片包括定子轭部及多个直齿部,所述直齿部位于所述定子轭部的径向外侧,多个所述直齿部为周向均布,所述直齿部的端面设置有n个凹槽,沿所述定子轭部的周向,所述直齿部的宽度为Bs1,所述凹槽的宽度为Bf1,满足:0.75*Bs1/(2n+1)≤Bf1≤1.25*Bs1/(2n+1),其中所述Bs1和所述Bf1的单位为mm,所述n为大于等于1的整数。能够大幅提高材料的利用率,降低成本;能够减少电机的转矩脉动以及降低噪音,有助于提升电机的性能。