
一种齿轮轴向滚轧变齿厚模具.pdf

一只****iu

1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种齿轮轴向滚轧变齿厚模具.pdf
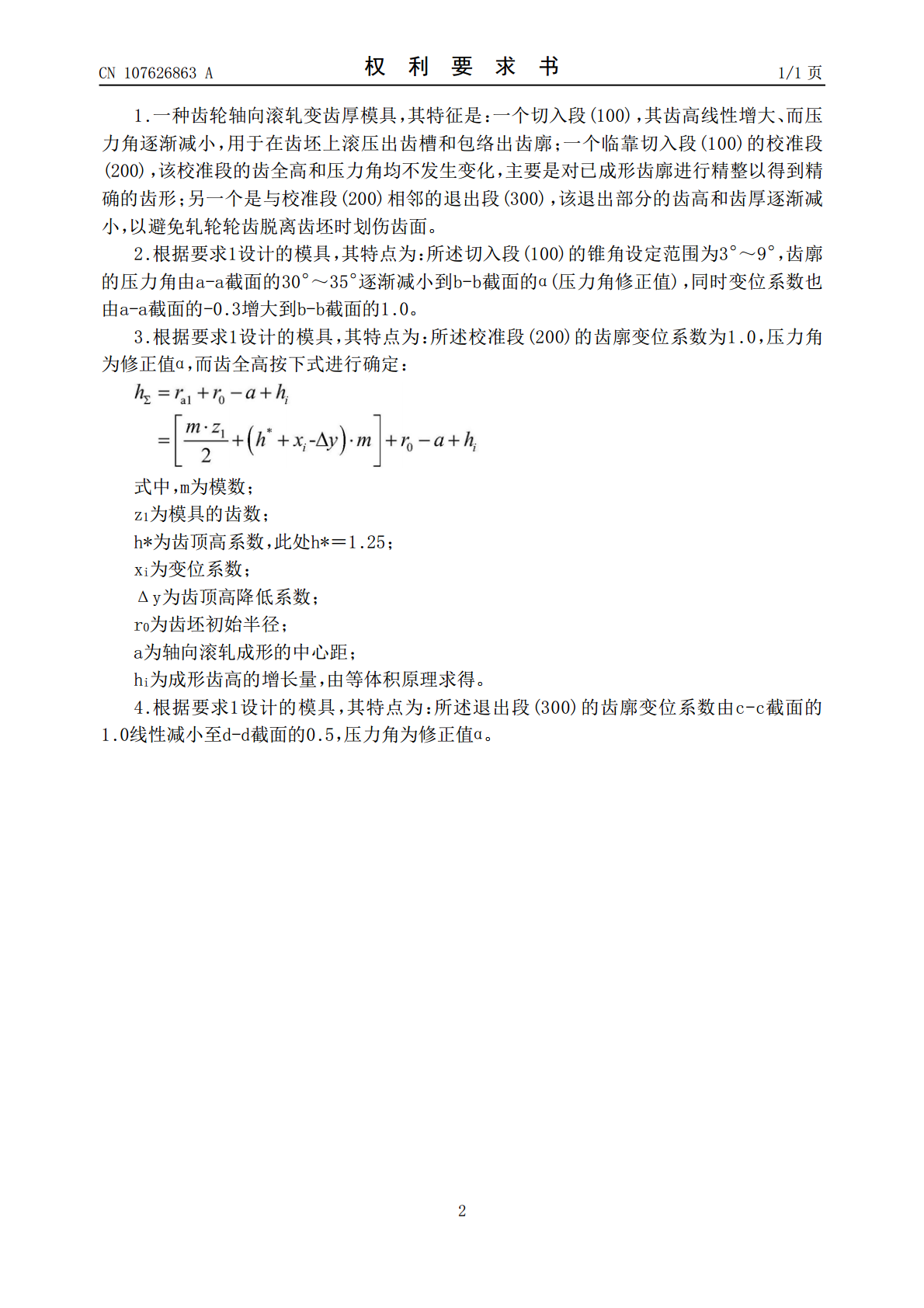
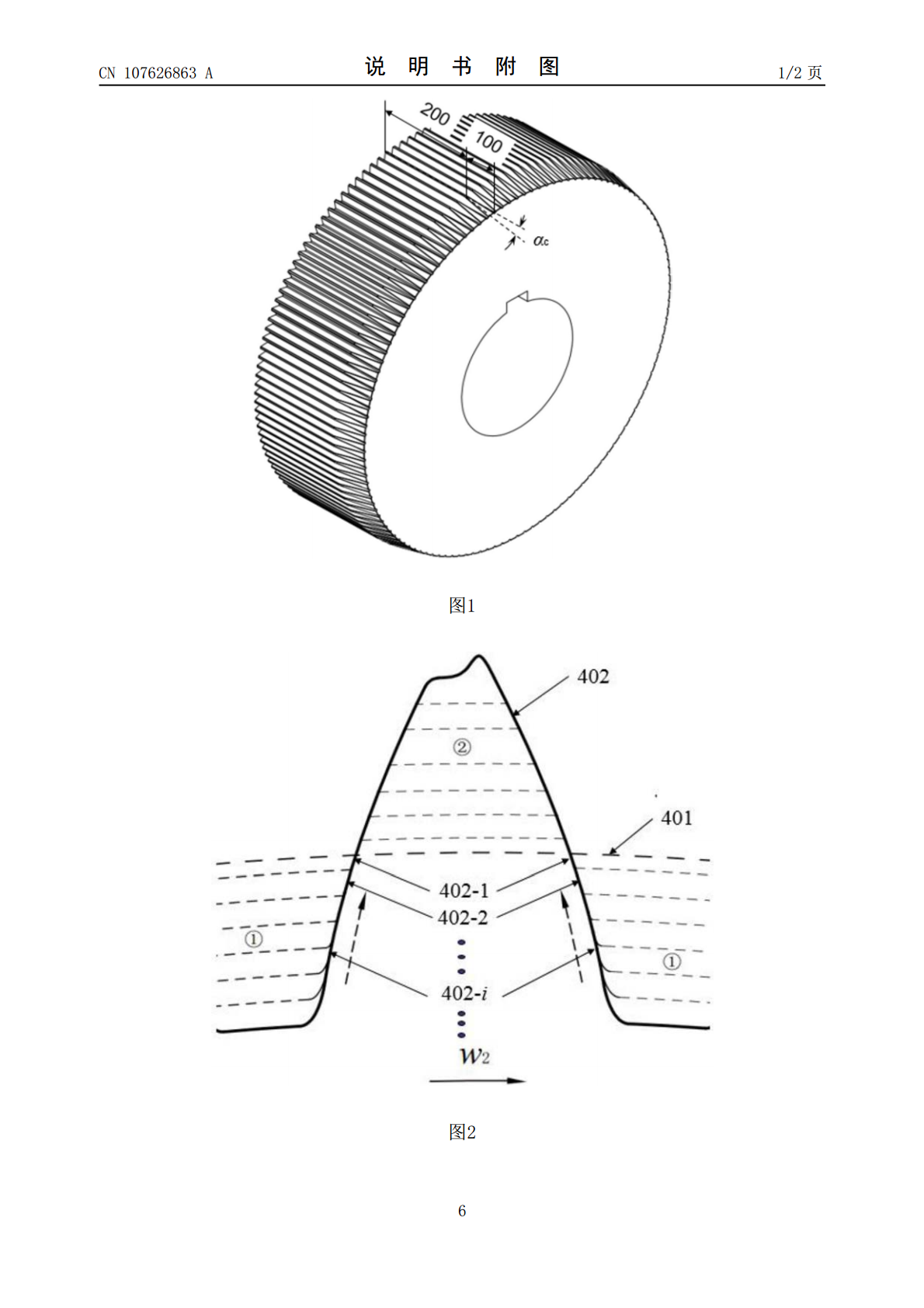
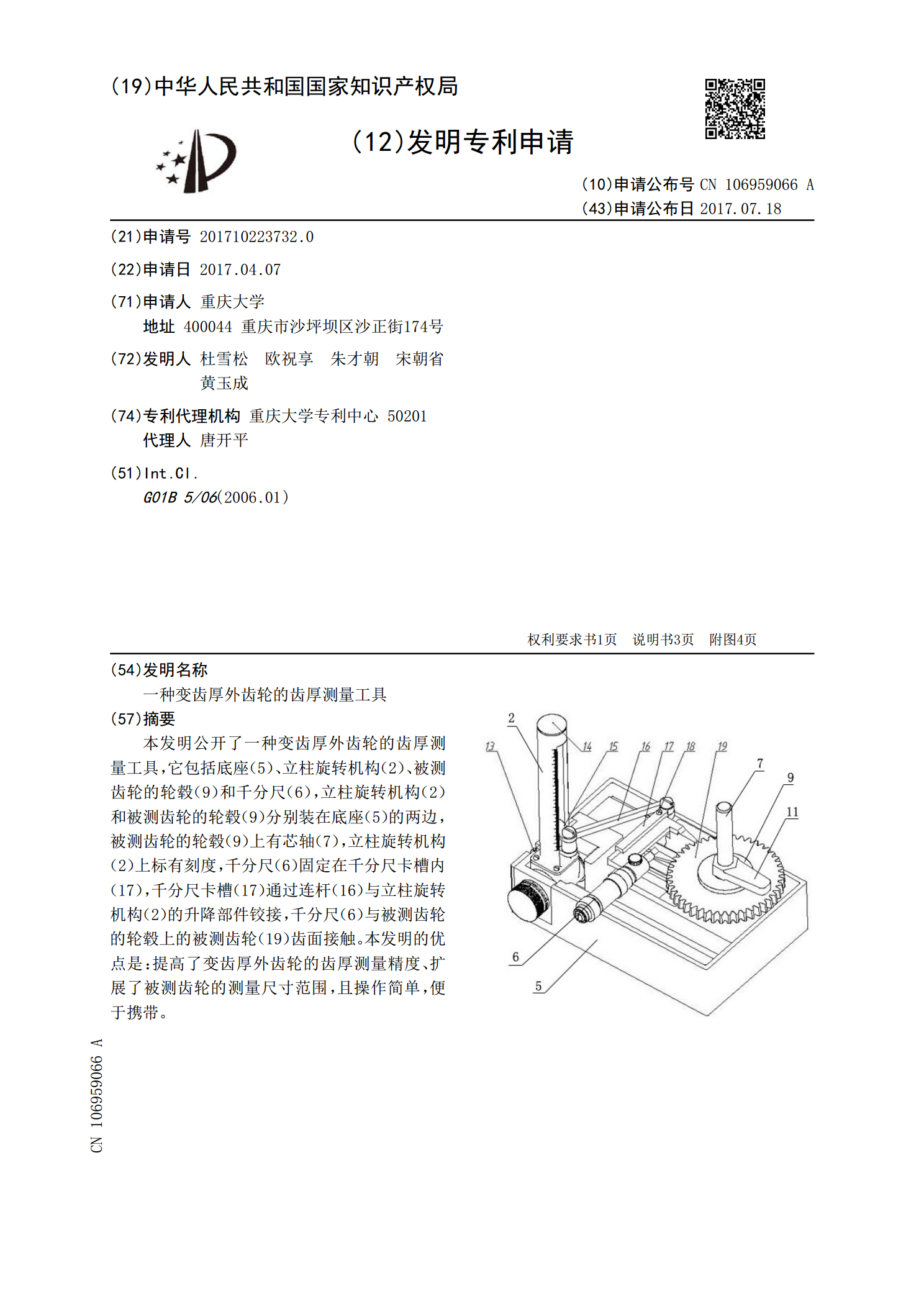
本发明涉及一种齿轮轴向滚轧变齿厚模具,主要消除常规模具导致的齿面痕迹和齿坯金属难以流动等问题。该模具结构包括:一个切入段(100),该部分齿高线性增大、而压力角逐渐减小,用于在齿坯上滚压出齿槽和包络出齿廓;一个临靠切入段(100)的校准段(200),该校准段的齿全高和压力角均不发生变化,主要是对已成形齿廓进行精整以得到精确的齿形;另一个是与校准段(200)相邻的退出段(300),该退出部分的齿高和齿厚逐渐减小,以避免轧轮轮齿脱离齿坯时划伤齿面。本发明不但能消除齿面划痕,而且也能使齿坯金属更易流向成形齿的顶

一种相交轴变齿厚齿轮的加工方法及其滚刀.pdf
本发明涉及机械加工制造领域,具体涉及一种相交轴变齿厚齿轮的加工方法及其滚刀,目的是改善被加工变齿厚齿轮左右侧齿形的不对称性。本发明刀具的切削刀刃由第一直线、第一圆弧、第二直线、第二圆弧、第三直线分别相切组成,左右两侧切削刀刃的压力角不相等,滚刀的第一直线与第二直线之间的夹角为110.1624度,第二直线与第三直线之间的夹角为109.8427度,第一圆弧半径为2.28mm,第二圆弧半径为2.28mm;容屑槽为平行于刀具轴线的直槽。被加工变齿厚齿轮的大端模数为6mm,齿数为21,螺旋角为11度,轴交角2.18
一种变齿厚外齿轮的齿厚测量工具.pdf
本发明公开了一种变齿厚外齿轮的齿厚测量工具,它包括底座(5)、立柱旋转机构(2)、被测齿轮的轮毂(9)和千分尺(6),立柱旋转机构(2)和被测齿轮的轮毂(9)分别装在底座(5)的两边,被测齿轮的轮毂(9)上有芯轴(7),立柱旋转机构(2)上标有刻度,千分尺(6)固定在千分尺卡槽内(17),千分尺卡槽(17)通过连杆(16)与立柱旋转机构(2)的升降部件铰接,千分尺(6)与被测齿轮的轮毂上的被测齿轮(19)齿面接触。本发明的优点是:提高了变齿厚外齿轮的齿厚测量精度、扩展了被测齿轮的测量尺寸范围,且操作简单,

叠片式变齿厚齿轮.pdf
本发明公开了一种叠片式变齿厚齿轮,所述齿轮由若干片具有变厚齿形的齿片顺序叠合构成,所述齿片包括设于齿轮轴向两端的外齿片及位于两端外齿片之间的若干内齿片,外齿片的厚度大于内齿片的厚度,齿片之间均嵌设有减振降噪片,所述齿片的齿顶圆直径及齿根圆直径均沿齿轮轴向递增或递减,内外齿片及减振降噪片构成变齿厚径向变位外齿轮结构。本发明采用叠片方式构成变齿厚齿轮,齿轮加工工艺性好,嵌设减振降噪片于齿片间,从根源上抑制齿轮的啮合振动,减少传动噪声,延长了齿轮副的使用寿命。
一种渐开线变齿厚斜齿轮的齿厚测量工具.pdf
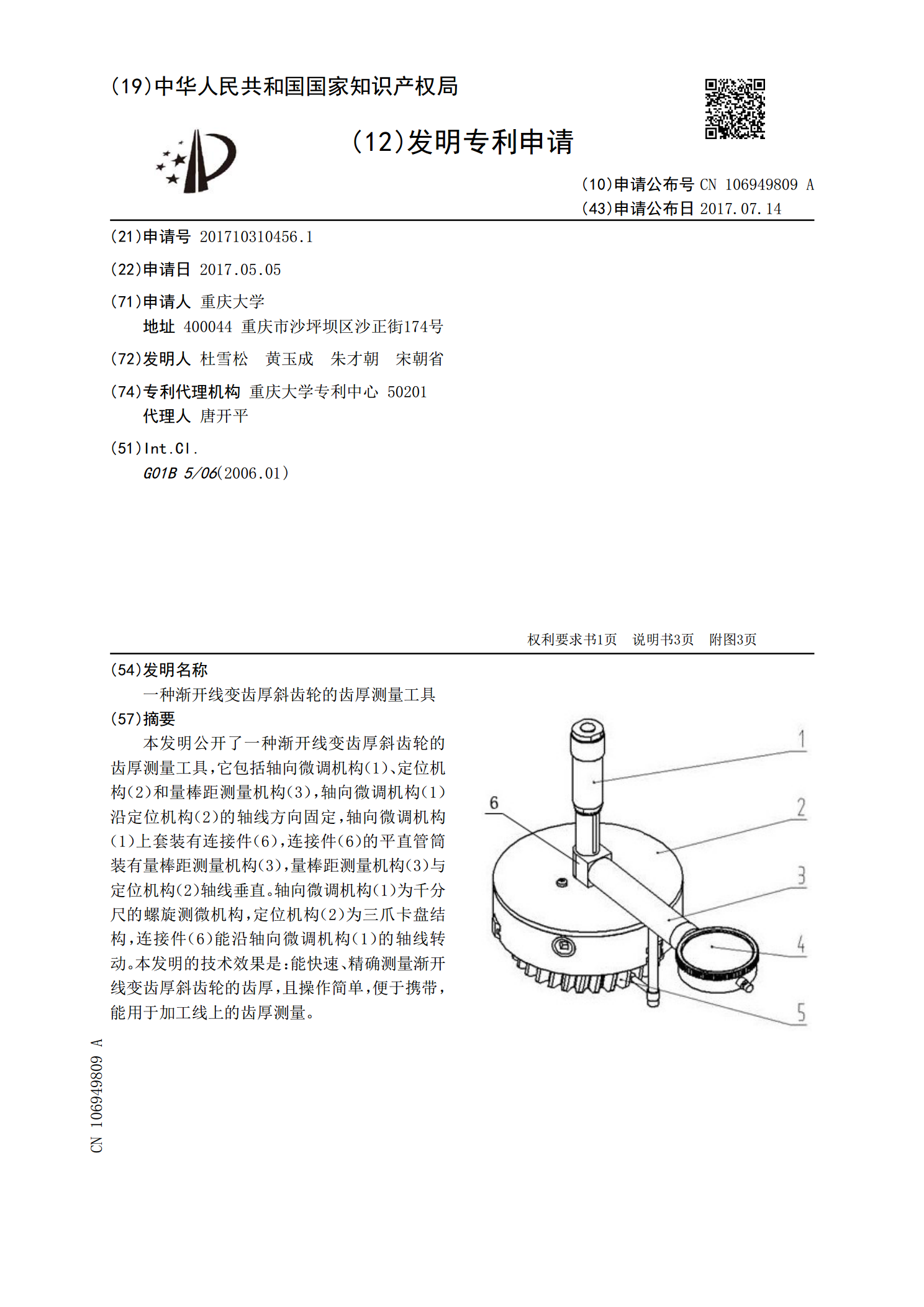
本发明公开了一种渐开线变齿厚斜齿轮的齿厚测量工具,它包括轴向微调机构(1)、定位机构(2)和量棒距测量机构(3),轴向微调机构(1)沿定位机构(2)的轴线方向固定,轴向微调机构(1)上套装有连接件(6),连接件(6)的平直管筒装有量棒距测量机构(3),量棒距测量机构(3)与定位机构(2)轴线垂直。轴向微调机构(1)为千分尺的螺旋测微机构,定位机构(2)为三爪卡盘结构,连接件(6)能沿轴向微调机构(1)的轴线转动。本发明的技术效果是:能快速、精确测量渐开线变齿厚斜齿轮的齿厚,且操作简单,便于携带,能用于加工