
制造螺旋弹簧的方法以及制造螺旋弹簧半成品的装置.pdf

飞飙****ng


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

制造螺旋弹簧的方法以及制造螺旋弹簧半成品的装置.pdf
本发明涉及一种生产特别是用于车辆的车轮悬架的螺旋弹簧的方法,包括以下步骤:提供由纤维复合材料制成的柔性的、纵长的半成品(3);提供弹性材料制成的软管(4);将半成品(3)移动通过沿半成品(3)的移动方向的方向逐渐变细的料斗(5)并且通过引导元件(8)上的开口(10),引导元件(8)在相对于半成品(3)的移动方向上料斗(5)下游并且与料斗(5)间隔开;和通过软管(4)封装半成品(3),其中,在半成品(3)的移动期间,软管(4)沿与半成品(3)相同的方向被引导到料斗(5)的外壳表面(7)上并且通过开口(10)

压缩螺旋弹簧及其制造方法.pdf
将由盘绕加工带来的拉伸残留应力消除并在线材表面形成C浓化层而赋予适当的压缩残留应力分布,由此使用便宜的线材提供高耐久性的压缩螺旋弹簧及其制造方法。一种压缩螺旋弹簧,使用以重量%含有0.45%~0.80%的C、0.15%~2.50%的Si、0.3%~1.0%的Mn、其余部由铁及不可避免的杂质构成的当量圆直径为2.5mm以上10mm以下的钢线材,其特征在于,任意的线材横截面中的内部硬度为570~700HV;在表层部具有超过钢线材中含有的C的平均浓度的C浓化层;在对线材的螺旋弹簧内径侧的弹簧加载压缩载荷的情况下

压缩螺旋弹簧及其制造方法.pdf
通过对线材赋予适当的压缩残留应力,使用廉价的线材,提供高耐久性的压缩螺旋弹簧及其制造方法。压缩螺旋弹簧,其使用以重量%计含有0.45~0.85%的C、0.15~2.5%的Si、0.3~1.0%的Mn、且剩余部分包含铁和不可避免的杂质的当量圆直径为1.5~9.0mm的钢线材而成,其中,任意的线材横截面的硬度为570~700HV,在螺旋弹簧内径侧,对弹簧负荷压缩载荷时的大致最大主应力方向上的距表面0.2mm深度处在无负荷时的压缩残留应力为200MPa以上,同时距表面0.4mm深度处在无负荷时的压缩残留应力为1
用于钟表机芯的螺旋弹簧及其制造方法.pdf
本发明涉及由具有基本单相结构的铌和钛合金制成的用于摆轮的螺旋弹簧及其制造方法,其包含:‑生产铌基合金坯的步骤,所述合金构成如下:‑铌:补足至100重量%,‑钛:40至49重量%,‑选自O、H、C、Fe、Ta、N、Ni、Si、Cu、Al的痕量元素,各自为0至1600重量ppm并且合计小于0.3重量%,‑所述坯在给定直径下的β型硬化的步骤,以使所述铌基合金的钛基本为β相的含铌固溶体的形式,α相的钛的含量小于或等于10体积%,‑与至少一个热处理步骤交替的所述合金的至少一个变形步骤,限制热处理步骤和变形步骤的数量
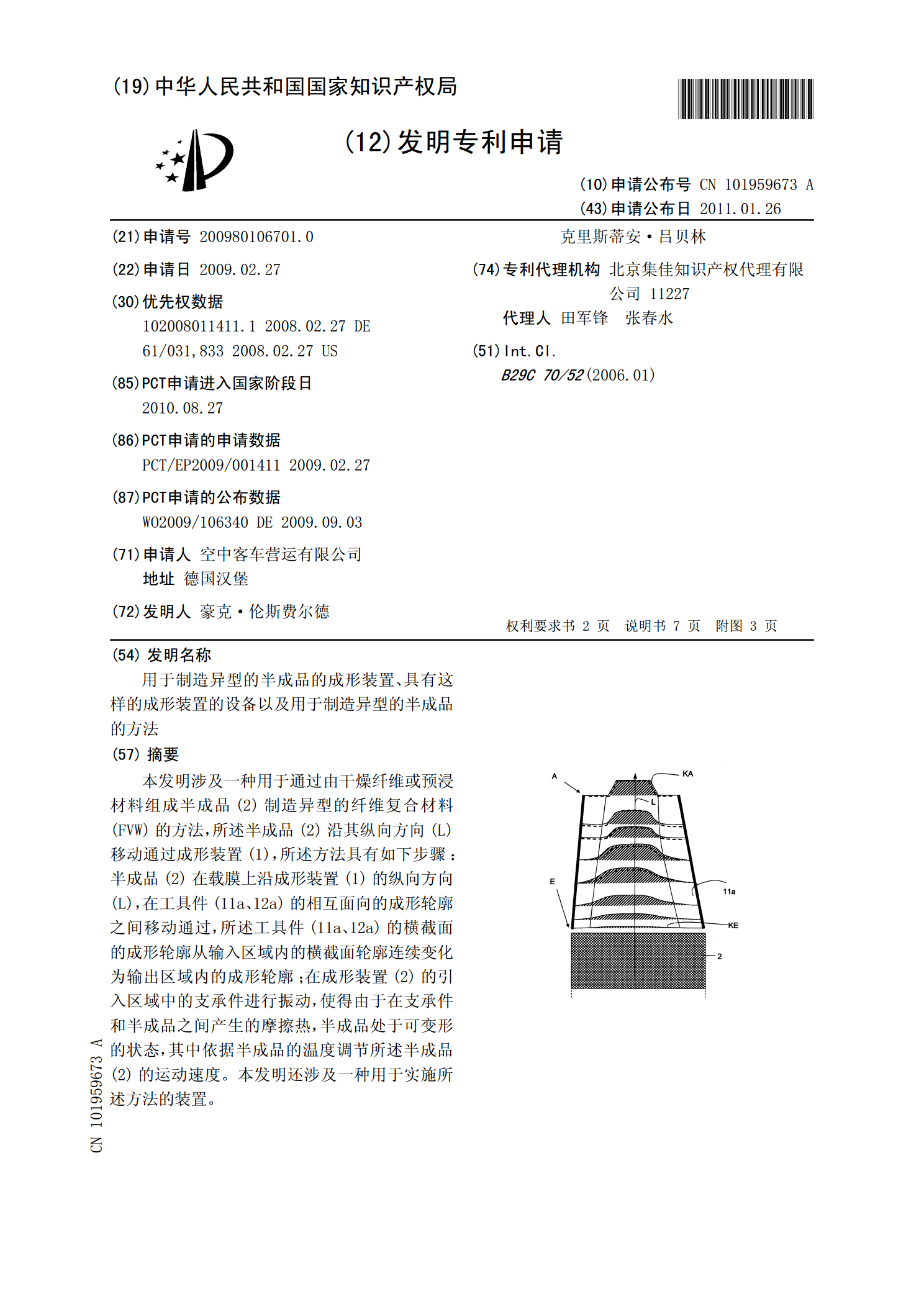
用于制造异型的半成品的成形装置、具有这样的成形装置的设备以及用于制造异型的半成品的方法.pdf
本发明涉及一种用于通过由干燥纤维或预浸材料组成半成品(2)制造异型的纤维复合材料(FVW)的方法,所述半成品(2)沿其纵向方向(L)移动通过成形装置(1),所述方法具有如下步骤:半成品(2)在载膜上沿成形装置(1)的纵向方向(L),在工具件(11a、12a)的相互面向的成形轮廓之间移动通过,所述工具件(11a、12a)的横截面的成形轮廓从输入区域内的横截面轮廓连续变化为输出区域内的成形轮廓;在成形装置(2)的引入区域中的支承件进行振动,使得由于在支承件和半成品之间产生的摩擦热,半成品处于可变形的状态,其中