
一种工件凸圈加工自动夹紧进刀装置.pdf

玉军****la

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种工件凸圈加工自动夹紧进刀装置.pdf
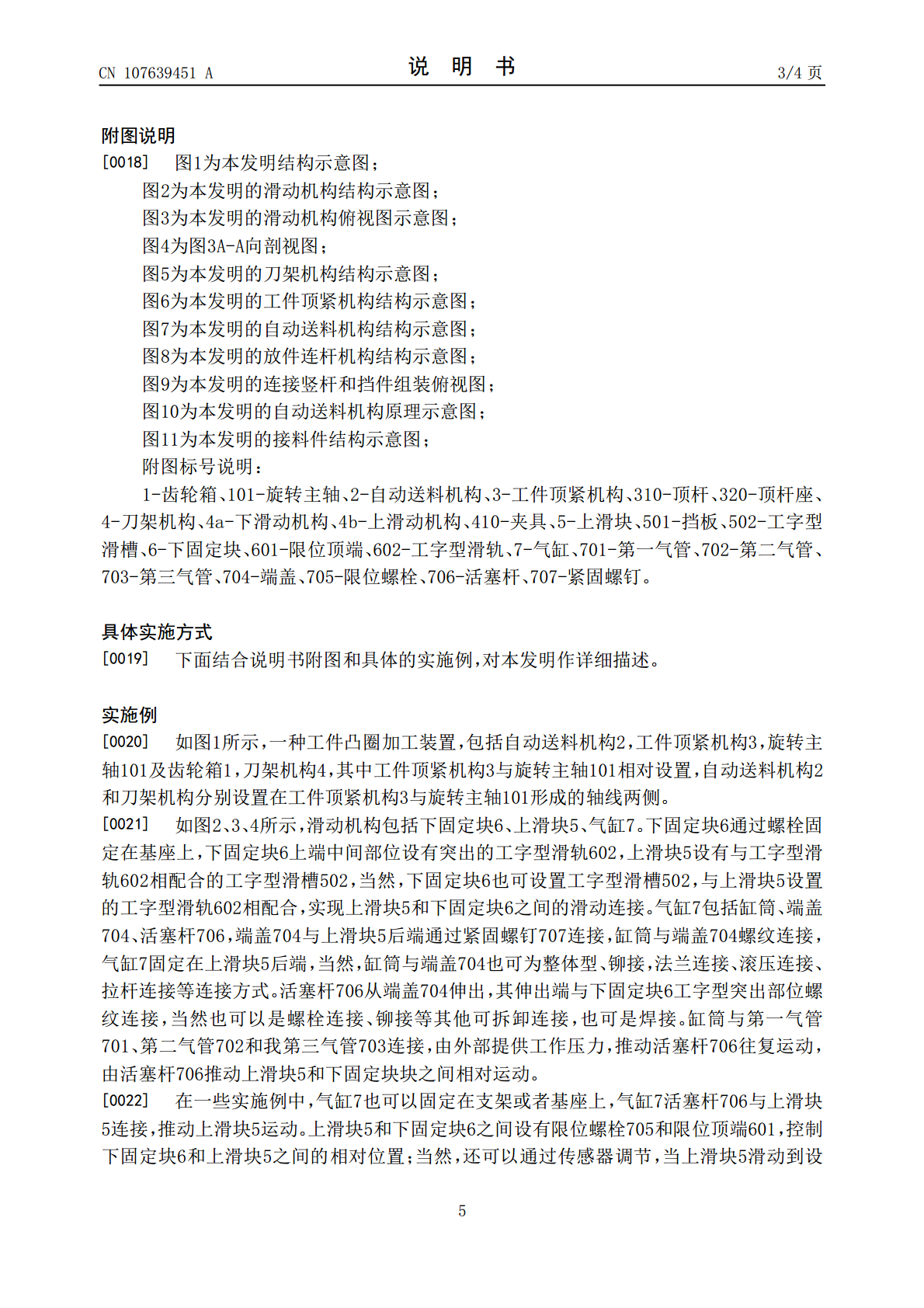
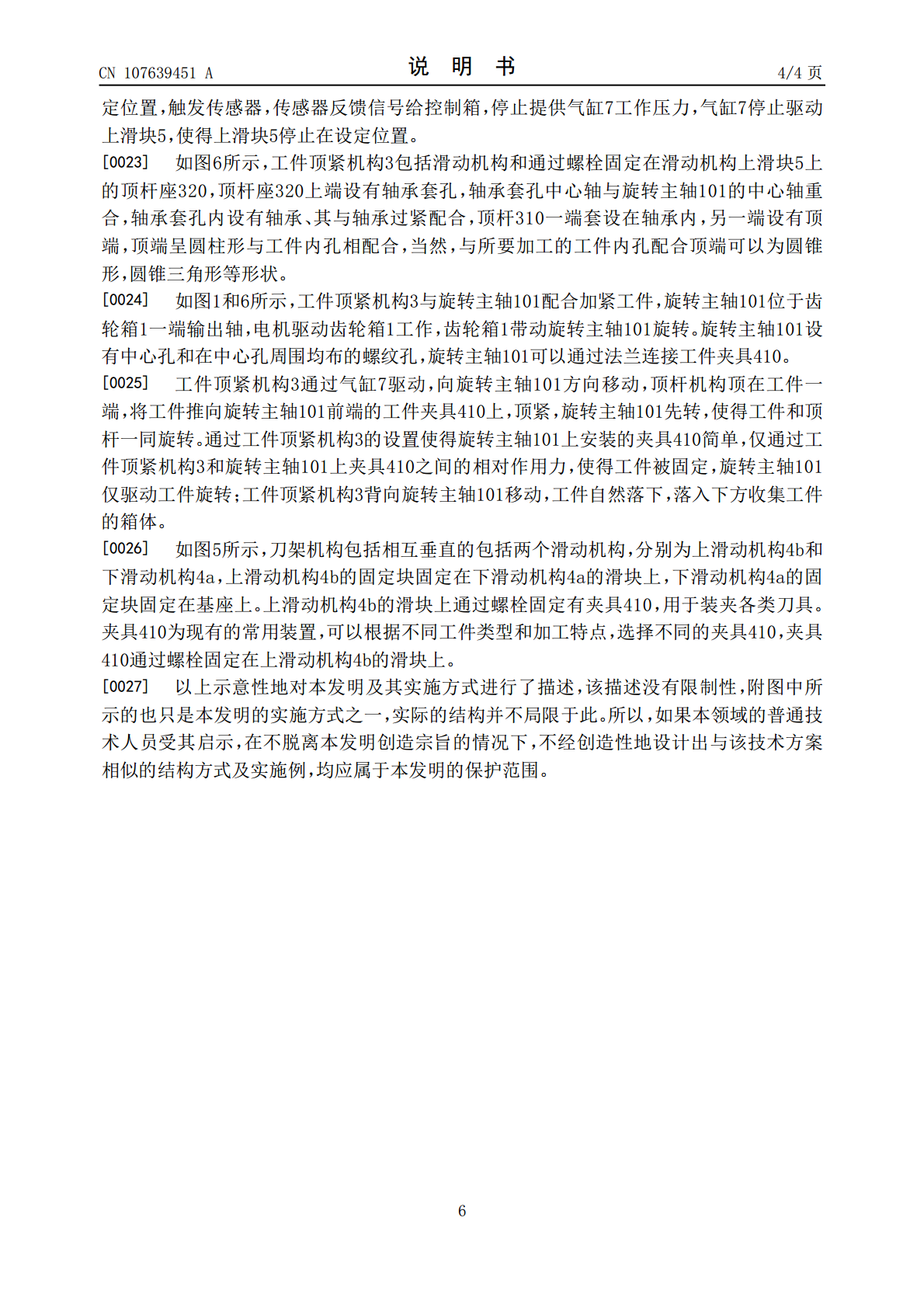
本发明涉及自动加工技术领域,具体地说,涉及一种工件凸圈自动加工装置。本发明用以解决现有的凸圈工件的表面处理设备,需要人工上料、加工和卸料,自动化程度不高,占用大量人工等的问题。本发明包括自动夹紧装置和自动进刀的刀架机构;所述自动夹紧装置包括主轴旋转机构、滑动机构、工件顶紧机构,主轴旋转机构包括传输动力的齿轮箱、由齿轮箱带动旋转的旋转轴、以及设置在旋转轴前端的夹具;所述刀架机构包括,包括上滑动机构、下滑动机构和刀夹具。本发明,成本低,结构简单,对于单一的工件加工具有自动上料、加工和卸料,自动化程度高。
一种工件凸圈加工自动夹紧装置.pdf
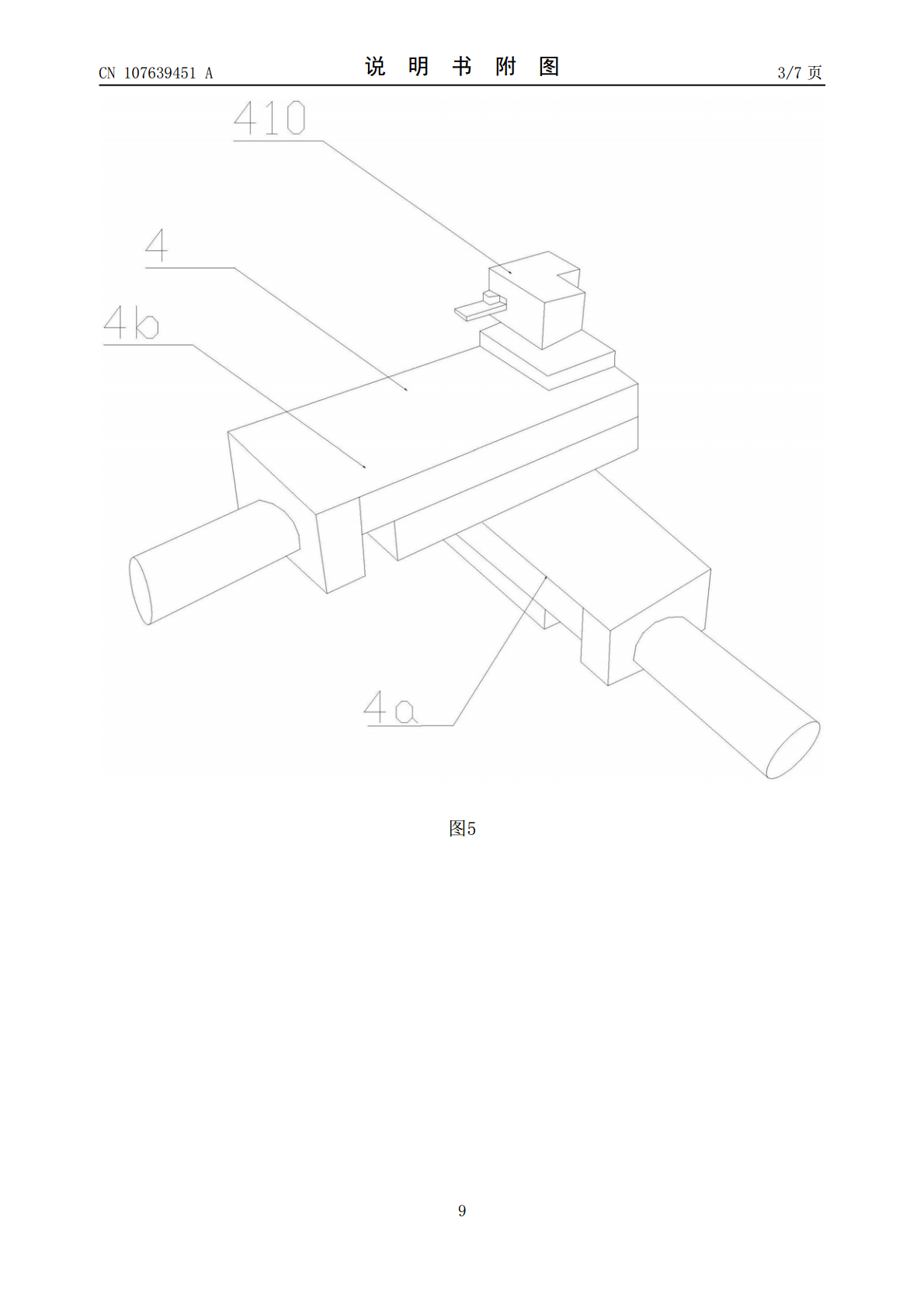
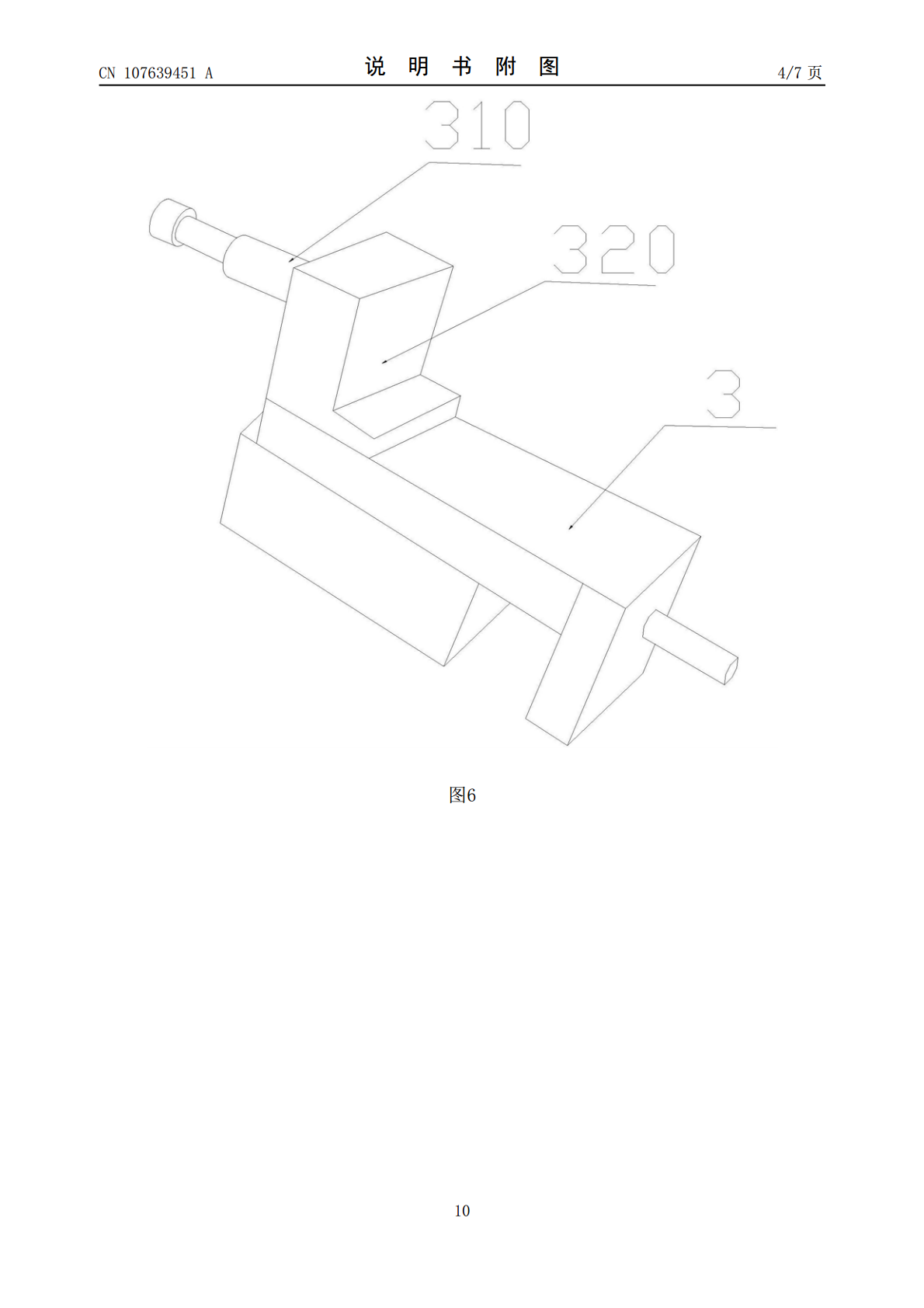
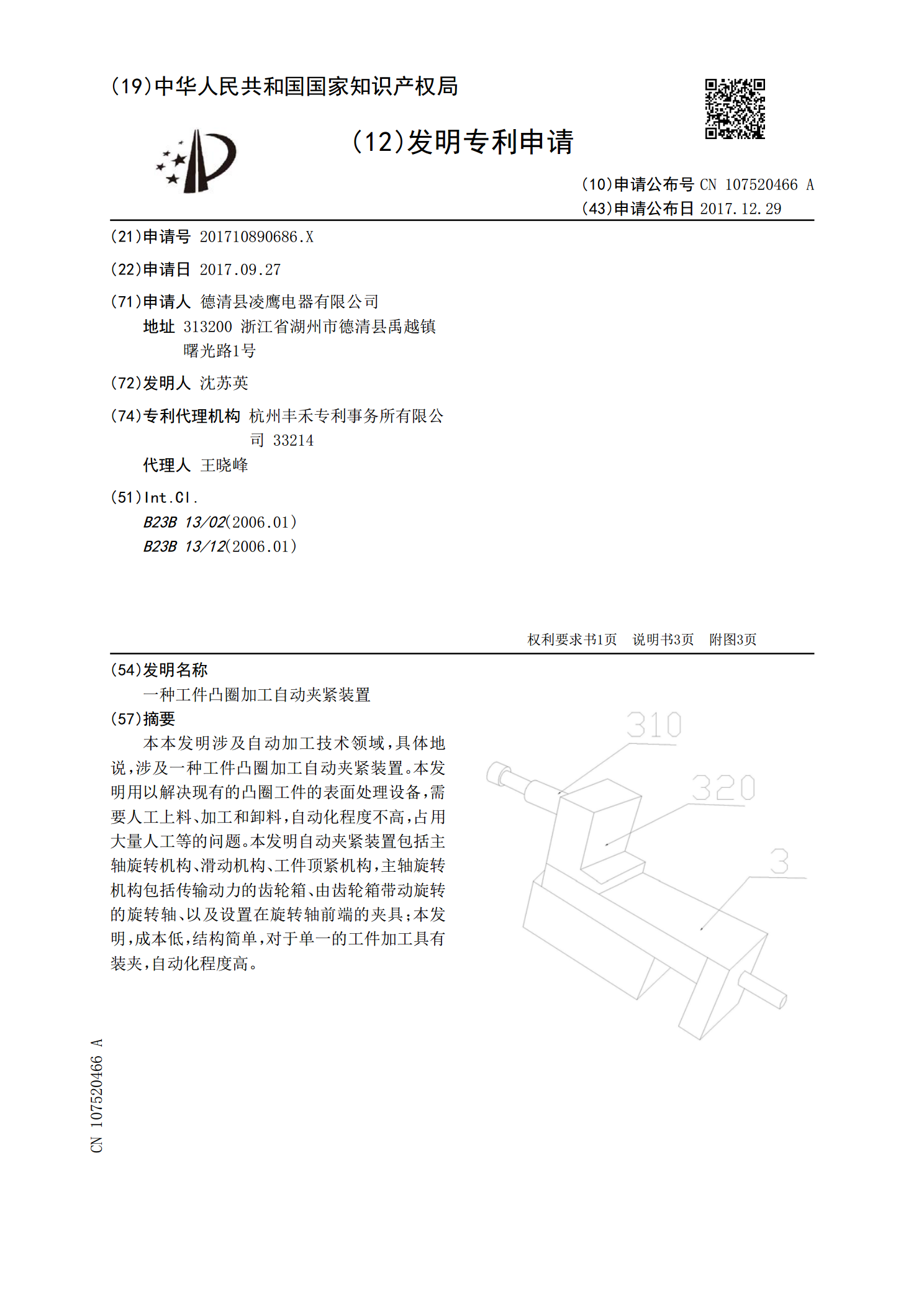
本本发明涉及自动加工技术领域,具体地说,涉及一种工件凸圈加工自动夹紧装置。本发明用以解决现有的凸圈工件的表面处理设备,需要人工上料、加工和卸料,自动化程度不高,占用大量人工等的问题。本发明自动夹紧装置包括主轴旋转机构、滑动机构、工件顶紧机构,主轴旋转机构包括传输动力的齿轮箱、由齿轮箱带动旋转的旋转轴、以及设置在旋转轴前端的夹具;本发明,成本低,结构简单,对于单一的工件加工具有装夹,自动化程度高。
一种工件凸圈加工自动送料夹紧装置.pdf
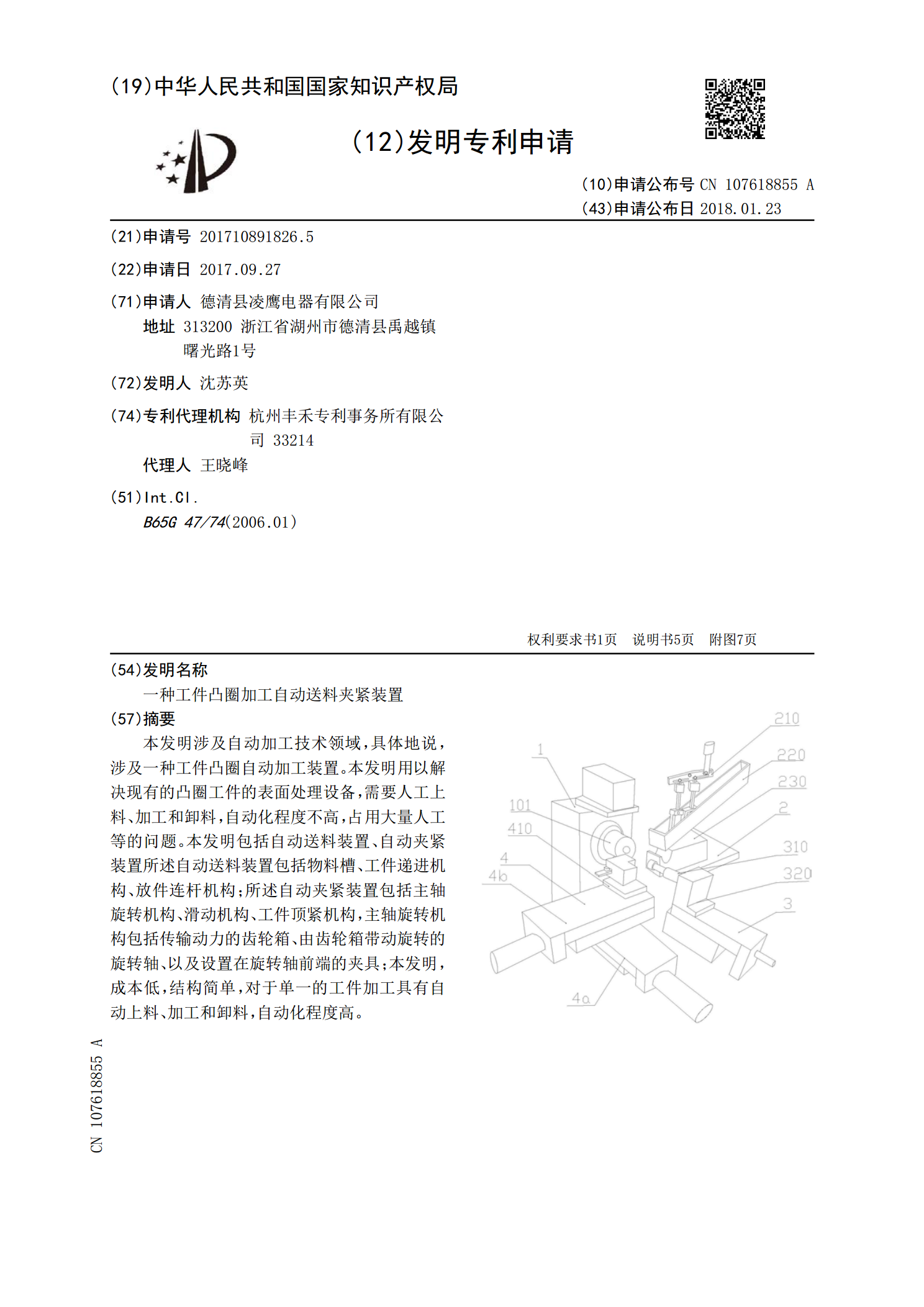
本发明涉及自动加工技术领域,具体地说,涉及一种工件凸圈自动加工装置。本发明用以解决现有的凸圈工件的表面处理设备,需要人工上料、加工和卸料,自动化程度不高,占用大量人工等的问题。本发明包括自动送料装置、自动夹紧装置所述自动送料装置包括物料槽、工件递进机构、放件连杆机构;所述自动夹紧装置包括主轴旋转机构、滑动机构、工件顶紧机构,主轴旋转机构包括传输动力的齿轮箱、由齿轮箱带动旋转的旋转轴、以及设置在旋转轴前端的夹具;本发明,成本低,结构简单,对于单一的工件加工具有自动上料、加工和卸料,自动化程度高。
一种工件凸圈自动加工装置.pdf
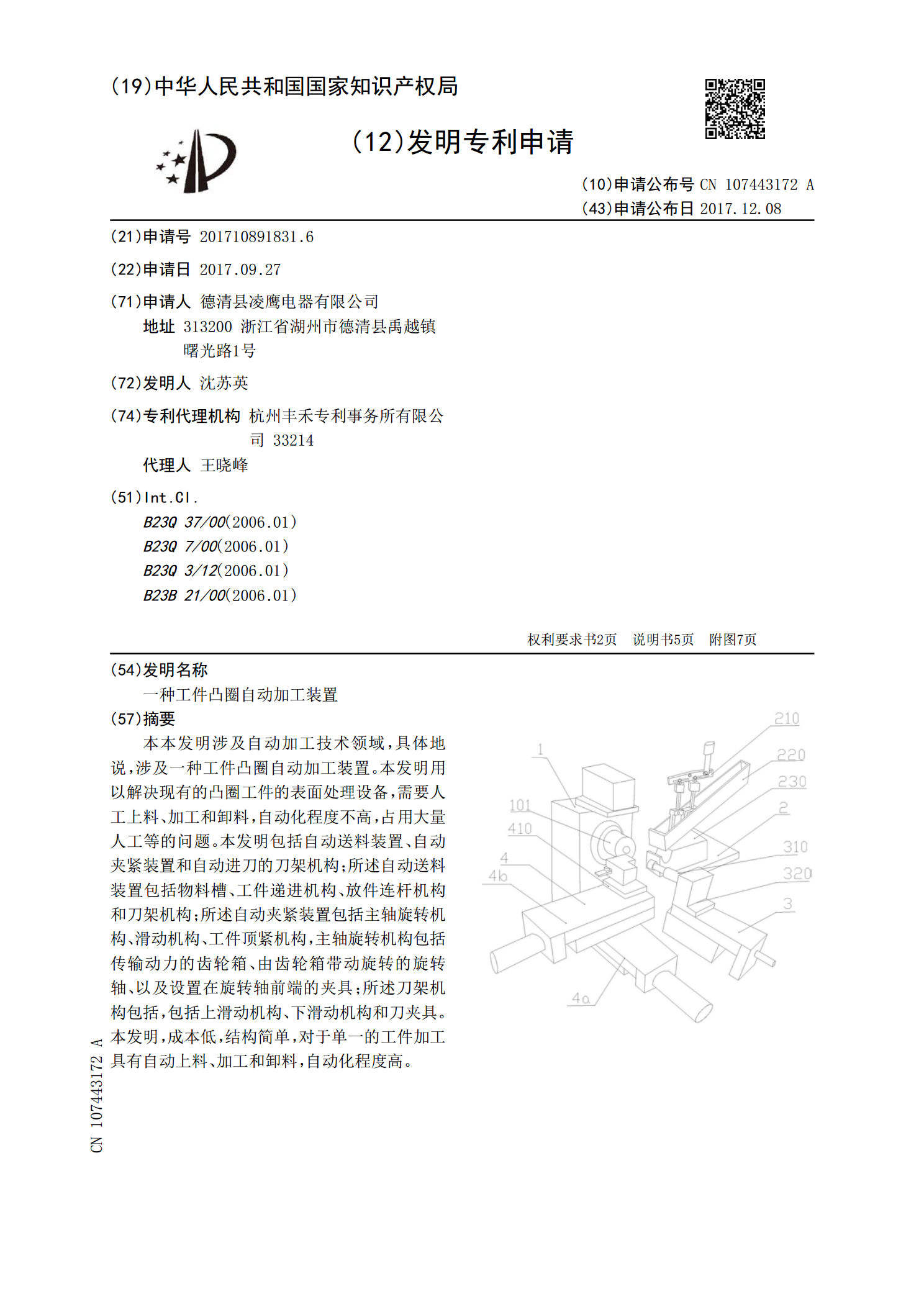
本本发明涉及自动加工技术领域,具体地说,涉及一种工件凸圈自动加工装置。本发明用以解决现有的凸圈工件的表面处理设备,需要人工上料、加工和卸料,自动化程度不高,占用大量人工等的问题。本发明包括自动送料装置、自动夹紧装置和自动进刀的刀架机构;所述自动送料装置包括物料槽、工件递进机构、放件连杆机构和刀架机构;所述自动夹紧装置包括主轴旋转机构、滑动机构、工件顶紧机构,主轴旋转机构包括传输动力的齿轮箱、由齿轮箱带动旋转的旋转轴、以及设置在旋转轴前端的夹具;所述刀架机构包括,包括上滑动机构、下滑动机构和刀夹具。本发明,
一种可自动夹紧工件的车床用加工装置.pdf
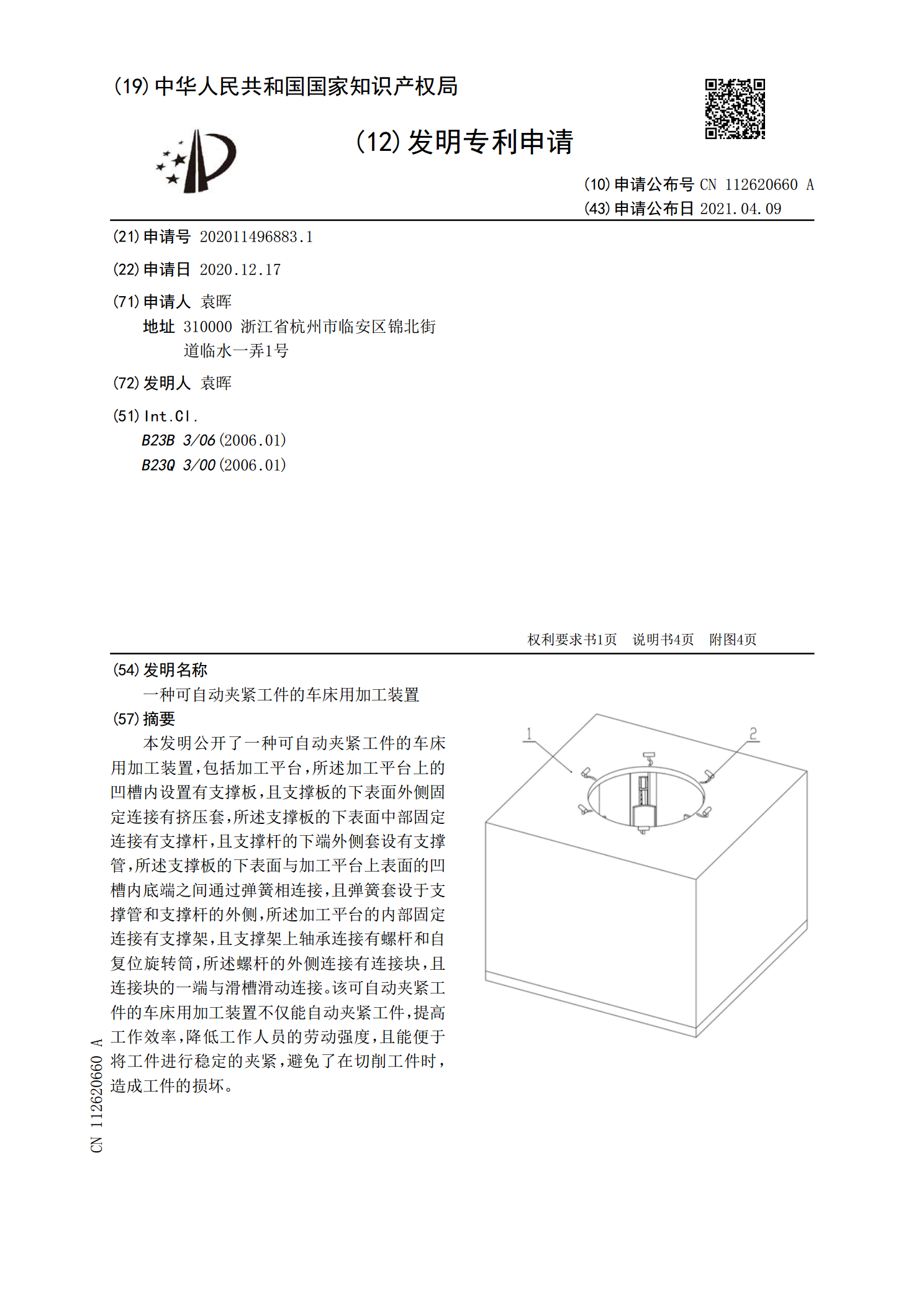
本发明公开了一种可自动夹紧工件的车床用加工装置,包括加工平台,所述加工平台上的凹槽内设置有支撑板,且支撑板的下表面外侧固定连接有挤压套,所述支撑板的下表面中部固定连接有支撑杆,且支撑杆的下端外侧套设有支撑管,所述支撑板的下表面与加工平台上表面的凹槽内底端之间通过弹簧相连接,且弹簧套设于支撑管和支撑杆的外侧,所述加工平台的内部固定连接有支撑架,且支撑架上轴承连接有螺杆和自复位旋转筒,所述螺杆的外侧连接有连接块,且连接块的一端与滑槽滑动连接。该可自动夹紧工件的车床用加工装置不仅能自动夹紧工件,提高工作效率,降