
一种燃机透平动叶片铸造方法.pdf

春岚****23

1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种燃机透平动叶片铸造方法.pdf
本发明公开了一种用氧化铝陶瓷型壳铸造燃机透平动叶片的方法,包括:1)在动叶片蜡模上用沾浆淋砂法制备一定层数的氧化铝陶瓷型壳;2)当叶顶汽封齿之间陶瓷型壳的距离不粘连且小于防粘距离时,用蜡片包裹叶顶部位;3)继续在动叶片蜡模上用沾浆淋砂法到要求的制壳层数,每一遍均清理叶顶蜡片上的浆料和砂子;4)型壳脱蜡、烧残蜡;5)配制硅溶胶与氧化铝粉的混合液;6)将叶顶部位浸入混合液中;7)将叶顶部位在室温干燥;8)将型壳加热到1400~1500℃,保温0.5~1h,然后将温度降至工艺要求的温度进行浇注。本发明能防止叶顶
一种快速解决燃机叶片铸造变形的方法.pdf
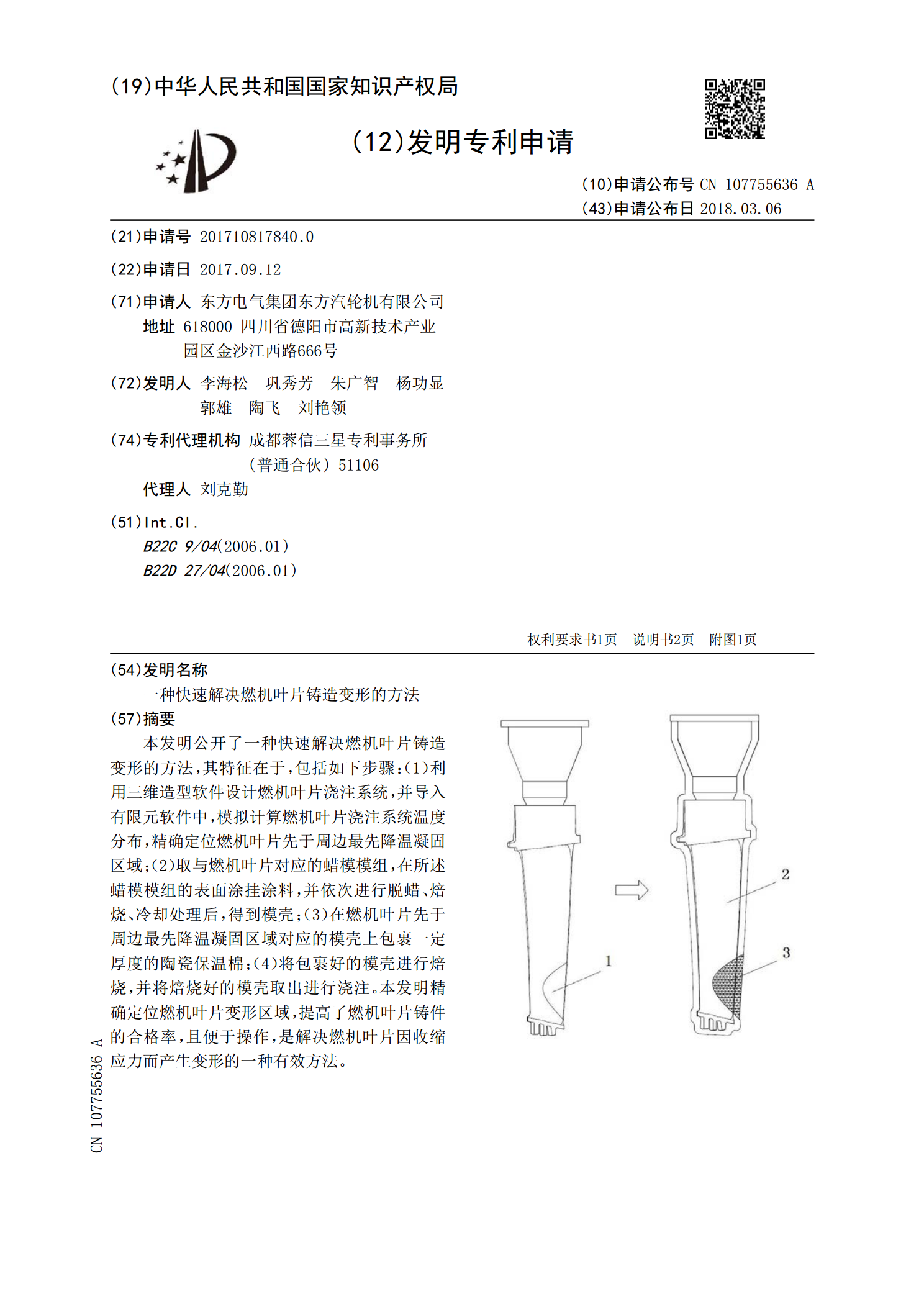
本发明公开了一种快速解决燃机叶片铸造变形的方法,其特征在于,包括如下步骤:(1)利用三维造型软件设计燃机叶片浇注系统,并导入有限元软件中,模拟计算燃机叶片浇注系统温度分布,精确定位燃机叶片先于周边最先降温凝固区域;(2)取与燃机叶片对应的蜡模模组,在所述蜡模模组的表面涂挂涂料,并依次进行脱蜡、焙烧、冷却处理后,得到模壳;(3)在燃机叶片先于周边最先降温凝固区域对应的模壳上包裹一定厚度的陶瓷保温棉;(4)将包裹好的模壳进行焙烧,并将焙烧好的模壳取出进行浇注。本发明精确定位燃机叶片变形区域,提高了燃机叶片铸件

熔模铸造某燃机涡轮叶片工艺研究.docx
熔模铸造某燃机涡轮叶片工艺研究熔模铸造是一种常用的制造复杂形状零件的工艺方法,特别适用于涡轮叶片的生产。在燃机领域,涡轮叶片是至关重要的部件之一,其质量和性能对燃机的整体性能有着重要影响。因此,研究熔模铸造某燃机涡轮叶片工艺具有重要的理论和实际意义。1.引言燃机涡轮叶片是承受高温和高压气流冲击的部件,要求具有良好的机械性能和耐热性能。传统的制造方法,如锻造和铸造都难以满足复杂形状叶片的生产需求。因此,熔模铸造作为一种先进的制造技术,逐渐应用于燃机叶片的制造。2.熔模铸造工艺的原理熔模铸造是利用可熔模材料制
一种透平动叶片排序方法.pdf
一种透平动叶片排序方法,包括以下步骤:1)分组,以所有动叶片作为原始样本,分为若干组;2)组内最优排序,对各组的样本通过枚举法进行优化排序;3)分组间最优排序,各分组之间通过枚举法进行优化排序,确定原始样本的最终排序。本发明力求在合理的计算量下,确定透平动叶片的装配顺序,将动叶片产生的不平衡量控制在极小水平,通过分组,先优化组内叶片顺序,然后分组之间再次优化排序,消减不平衡量,使得最终得到的总的不平衡量很小,即使对于叶片数量多,对不平衡量有较为严格要求的场合,也可以运用本发明方法进行叶片排序。
一种降低燃机涡轮叶片疏松的方法.pdf
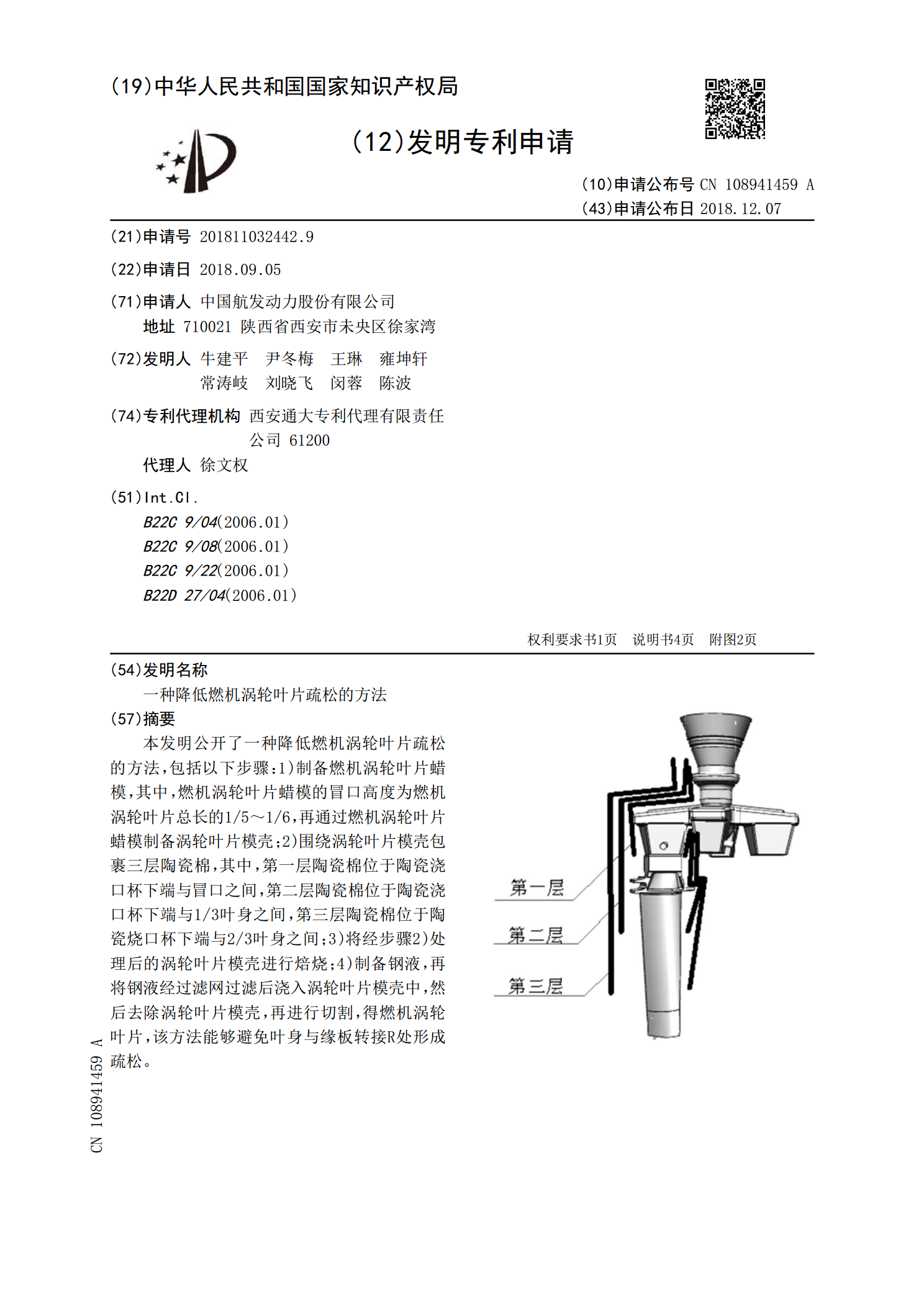
本发明公开了一种降低燃机涡轮叶片疏松的方法,包括以下步骤:1)制备燃机涡轮叶片蜡模,其中,燃机涡轮叶片蜡模的冒口高度为燃机涡轮叶片总长的1/5~1/6,再通过燃机涡轮叶片蜡模制备涡轮叶片模壳;2)围绕涡轮叶片模壳包裹三层陶瓷棉,其中,第一层陶瓷棉位于陶瓷浇口杯下端与冒口之间,第二层陶瓷棉位于陶瓷浇口杯下端与1/3叶身之间,第三层陶瓷棉位于陶瓷烧口杯下端与2/3叶身之间;3)将经步骤2)处理后的涡轮叶片模壳进行焙烧;4)制备钢液,再将钢液经过滤网过滤后浇入涡轮叶片模壳中,然后去除涡轮叶片模壳,再进行切割,得