
台体型籽晶制备重型燃机用大尺寸单晶叶片的方法.pdf

如灵****姐姐

1/8

2/8
3/8

4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

台体型籽晶制备重型燃机用大尺寸单晶叶片的方法.pdf
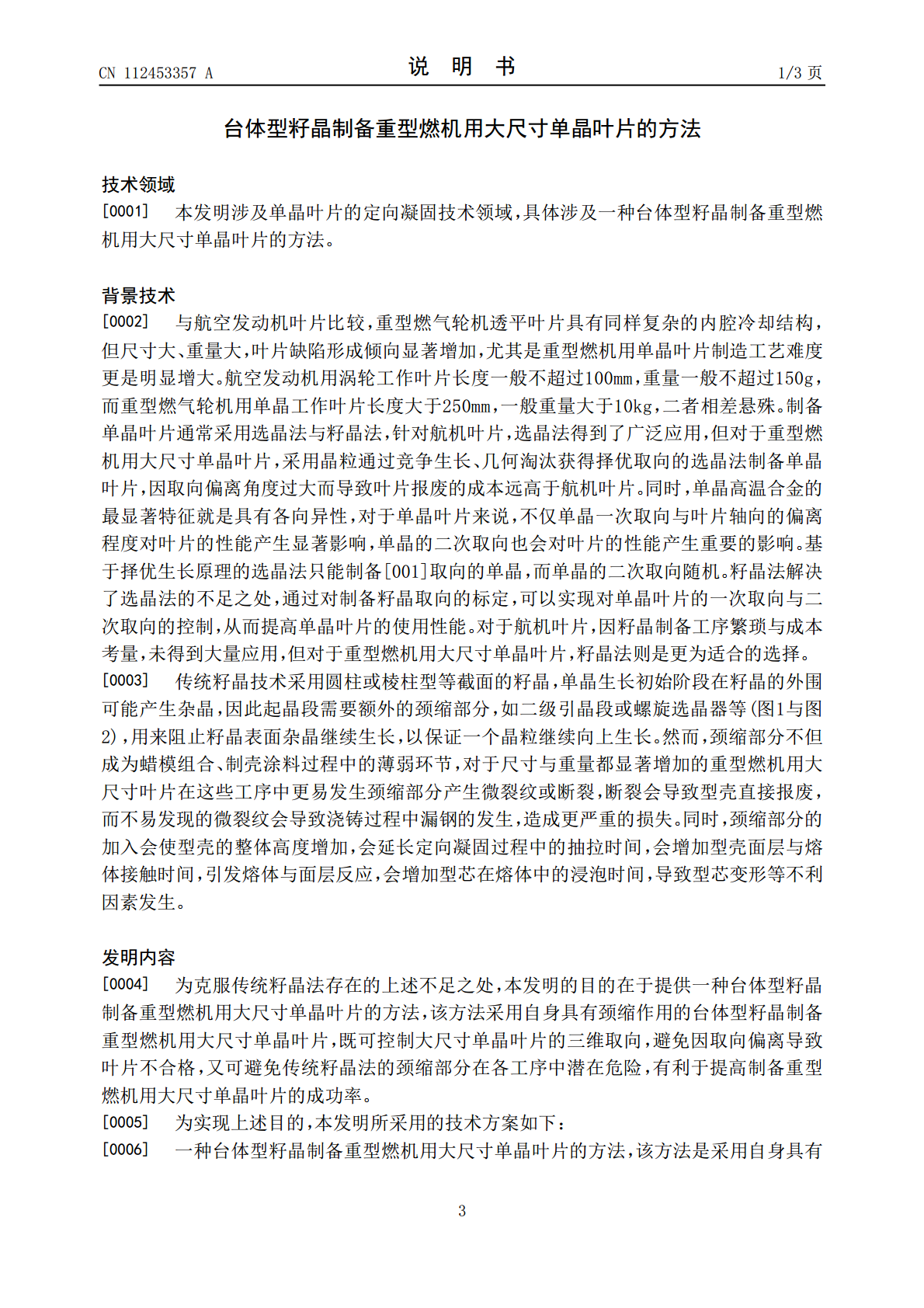
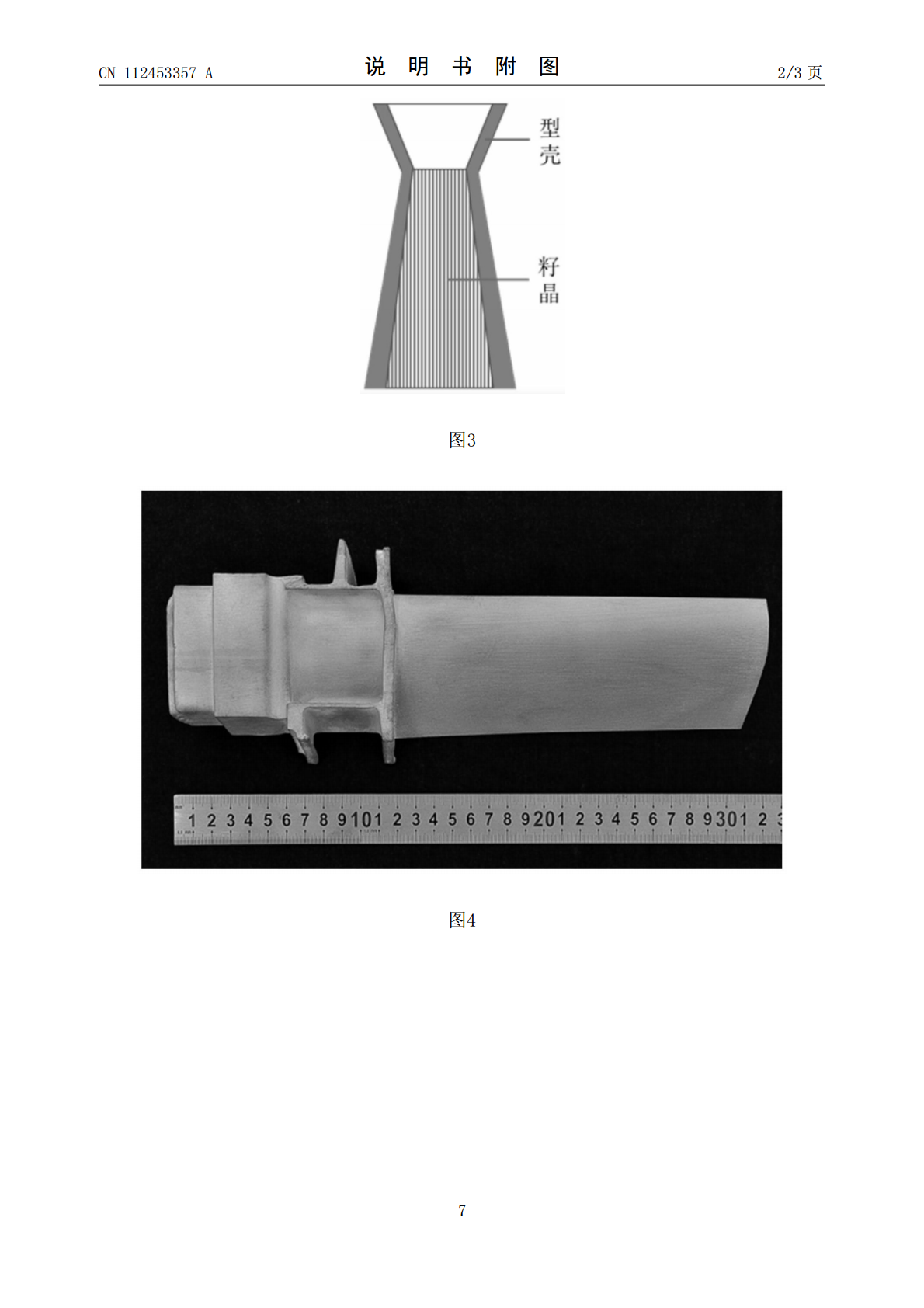
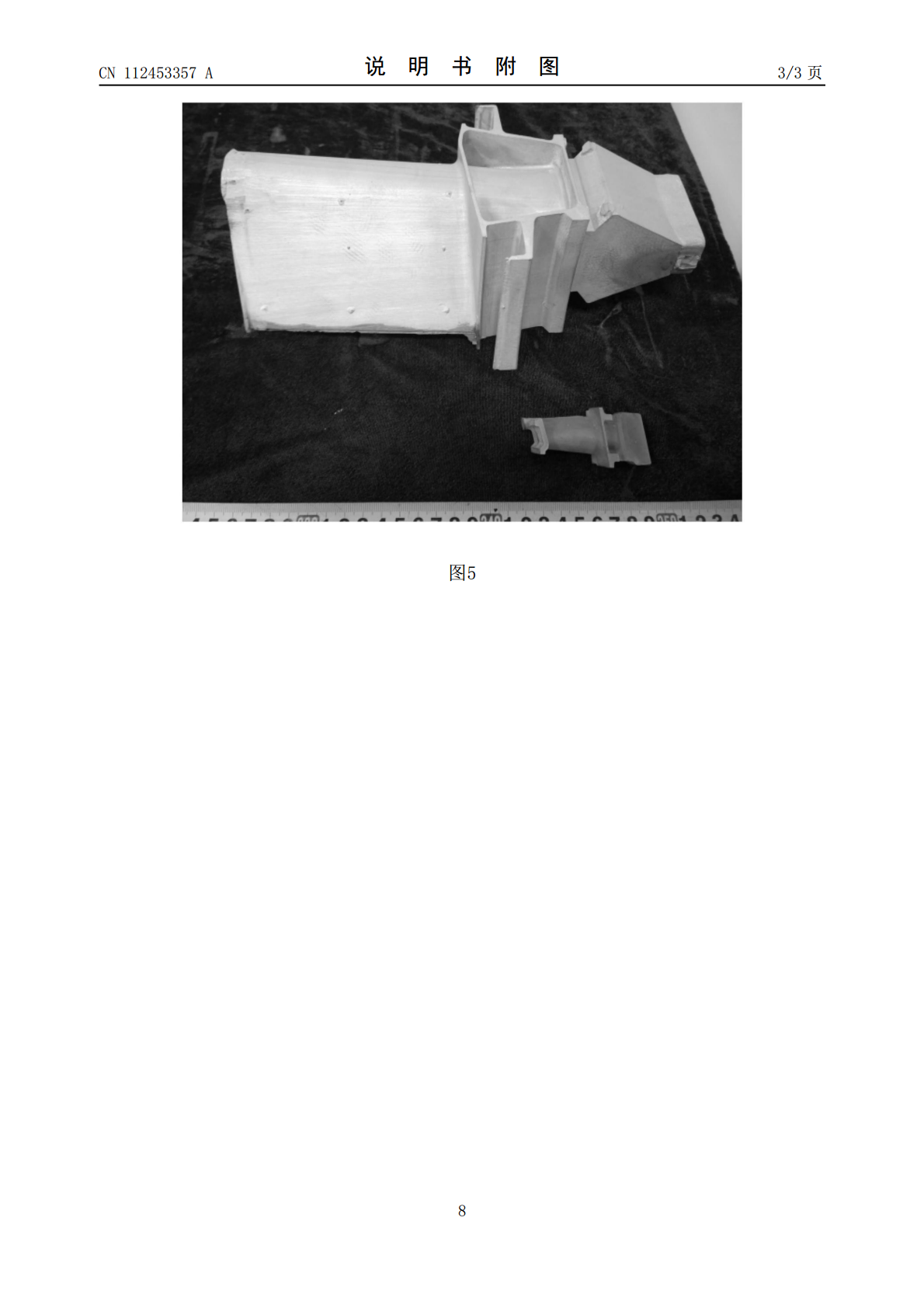
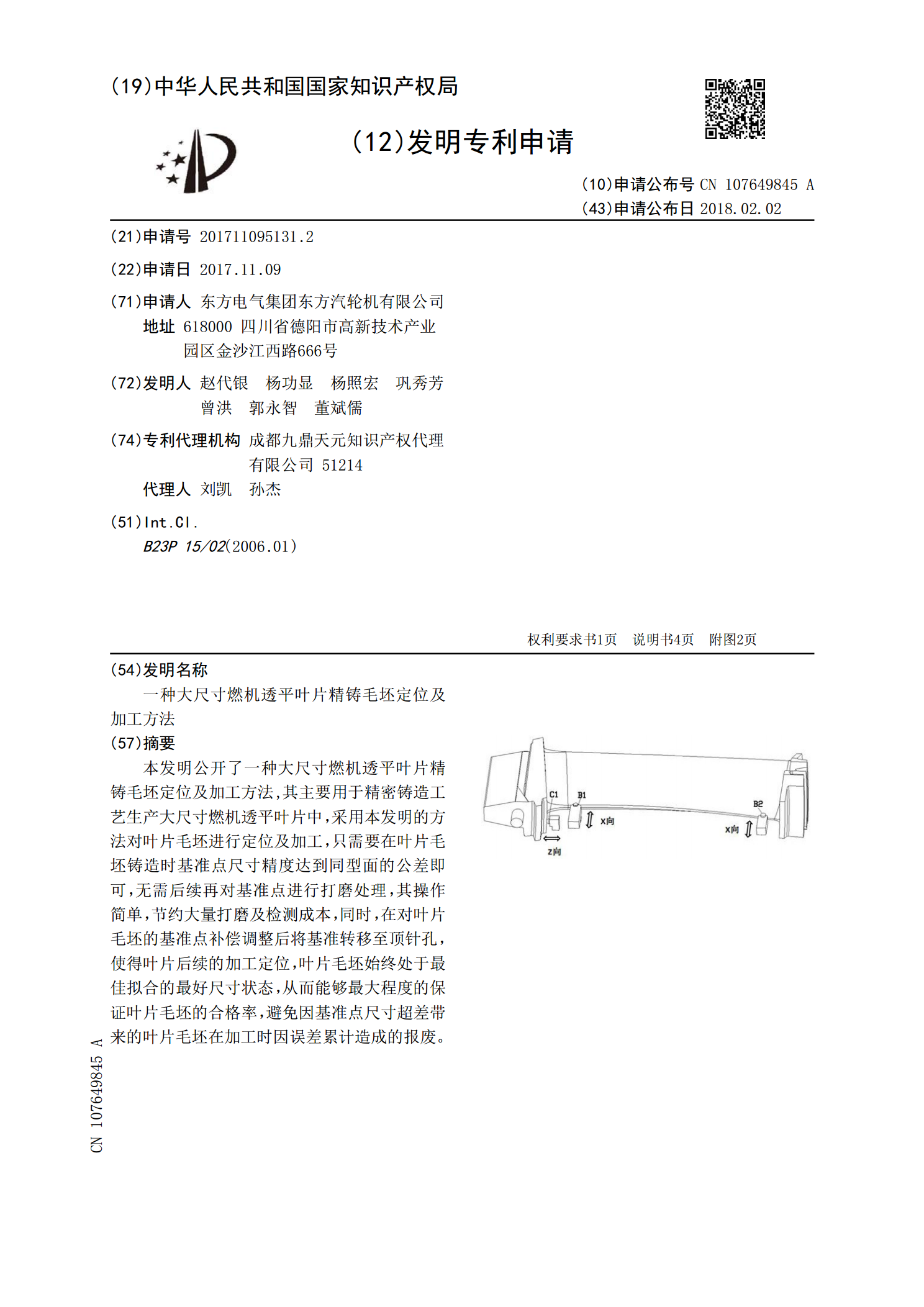
本发明公开了一种台体型籽晶制备重型燃机用大尺寸单晶叶片的方法,属于单晶叶片制备技术领域。本发明采用自身具有颈缩作用的台体型籽晶,因此起晶段不需要额外颈缩部分,结构简单,同时可提高单晶叶片在蜡模组合、制壳涂料过程中的起晶段强度,并降低型壳的整体高度。通过对定向凝固设备保温炉内温度场的测定,确定台体型籽晶高度,台体籽晶的上下底面积之比值选取范围为0.2‑0.6。定向凝固过程中,单晶生长起始于台体型籽晶上端未熔化界面,以外延生长方式,通过枝晶生长与扩展向上连续生长,从而完成整个单晶叶片的生长。对台体型籽晶三维取

一种重型燃机涡轮叶片热障涂层的制备方法.pdf
本发明涉及一种涂层的制备方法,具体涉及一种重型燃机涡轮叶片热障涂层的制备方法。本发明包括如下步骤:一、利用EB-PVD技术在重型燃机涡轮叶片上制备CoCrAlY粘结层,对所述CoCrAlY粘结层进行真空扩散处理;二、对CoCrAlY粘结层的表面,使用通用喷丸设备,应用玻璃丸进行喷丸处理;三、对带有CoCrAlY粘结层的重型燃机涡轮叶片进行消除应力热处理;四、利用EB-PVD技术在带有CoCrAlY粘结层的重型燃机涡轮叶片上制备YSZ面层。本发明的重型燃机涡轮叶片热障涂层的制备方法,解决重型燃机涡轮叶片表面

一种大尺寸类单晶籽晶及其制作方法.pdf
本申请公开了一种大尺寸类单晶籽晶及其制作方法,该大尺寸类单晶籽晶包括多个紧密排列的籽晶单体,所有的所述籽晶单体的预设位置以上熔接成一体式,且所述籽晶单体的预设位置以下具有拼接缝,该制作方法包括制作多个籽晶单体;将所述籽晶单体紧密排列在坩埚底部;利用半熔工艺对所述籽晶单体的表面进行微熔;当微熔至所述籽晶单体的预设位置之后,开始定向凝固,固液界面上移直至所有的籽晶单体结晶。上述大尺寸类单晶籽晶及其制作方法,能够杜绝拼接缝对铸锭的影响,有效的阻止多晶硅在类单晶铸锭过程中形核。

大尺寸蓝宝石单晶的制备方法.pdf
本发明公开了一种大尺寸蓝宝石单晶的制备方法,它包括准备工作、烘烤籽晶和引晶三个步骤,由于提高了引晶炉中的真空度,使得原料在2150℃温度条件下更容易彻底熔化,这样能大幅度缩短保温时间2~3小时,缩短了准备拉晶的时间,极大地降低了生产能耗,为后续工步提供了更适宜的条件,缩短保温时间更利于使熔体内冷心位置与坩埚几何中心重合,省了缩径工步,可缩短工时20~45分钟;简化了拉晶工步,只要匀速连续提拉,在拉晶过程中籽晶作等速率变速转动,不需要多次拉晶,拉晶速度快,结晶过程平稳,熔体结晶率高,所得蓝宝石晶体品质稳定,
一种大尺寸燃机透平叶片精铸毛坯定位及加工方法.pdf
本发明公开了一种大尺寸燃机透平叶片精铸毛坯定位及加工方法,其主要用于精密铸造工艺生产大尺寸燃机透平叶片中,采用本发明的方法对叶片毛坯进行定位及加工,只需要在叶片毛坯铸造时基准点尺寸精度达到同型面的公差即可,无需后续再对基准点进行打磨处理,其操作简单,节约大量打磨及检测成本,同时,在对叶片毛坯的基准点补偿调整后将基准转移至顶针孔,使得叶片后续的加工定位,叶片毛坯始终处于最佳拟合的最好尺寸状态,从而能够最大程度的保证叶片毛坯的合格率,避免因基准点尺寸超差带来的叶片毛坯在加工时因误差累计造成的报废。