
轮毂型板以及轮毂铸造工艺.pdf

书生****写意

1/6
2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
轮毂型板以及轮毂铸造工艺.pdf
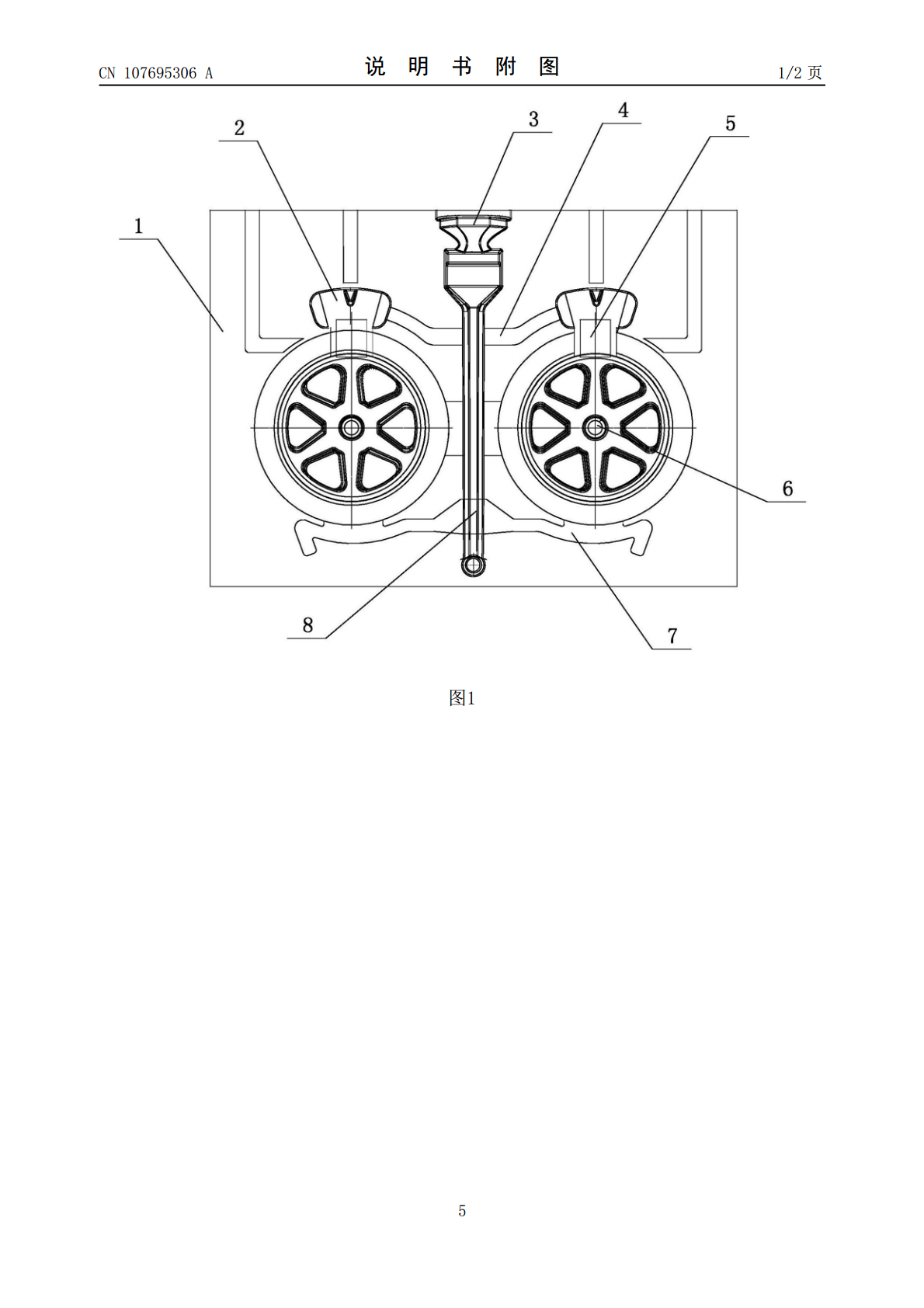
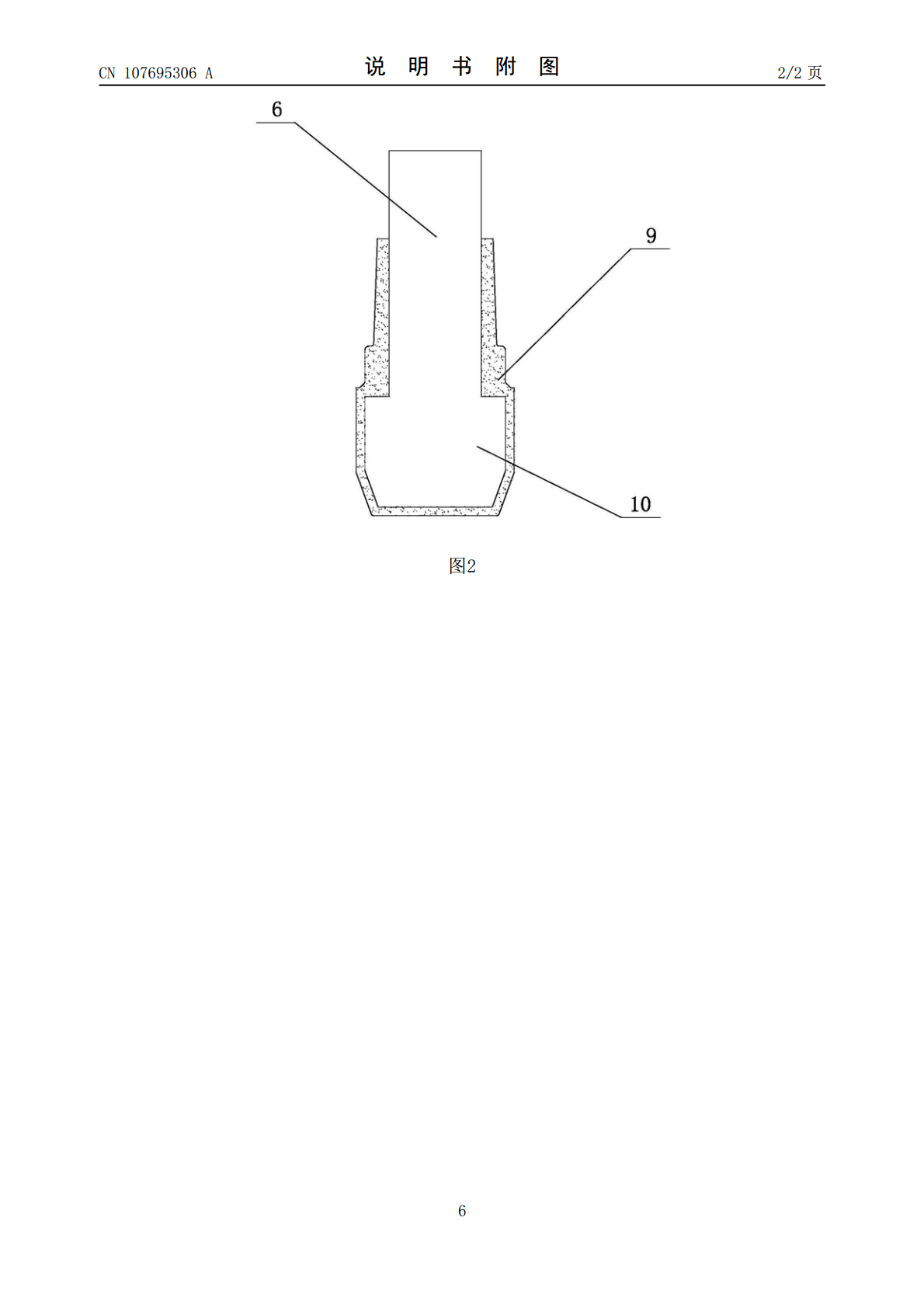
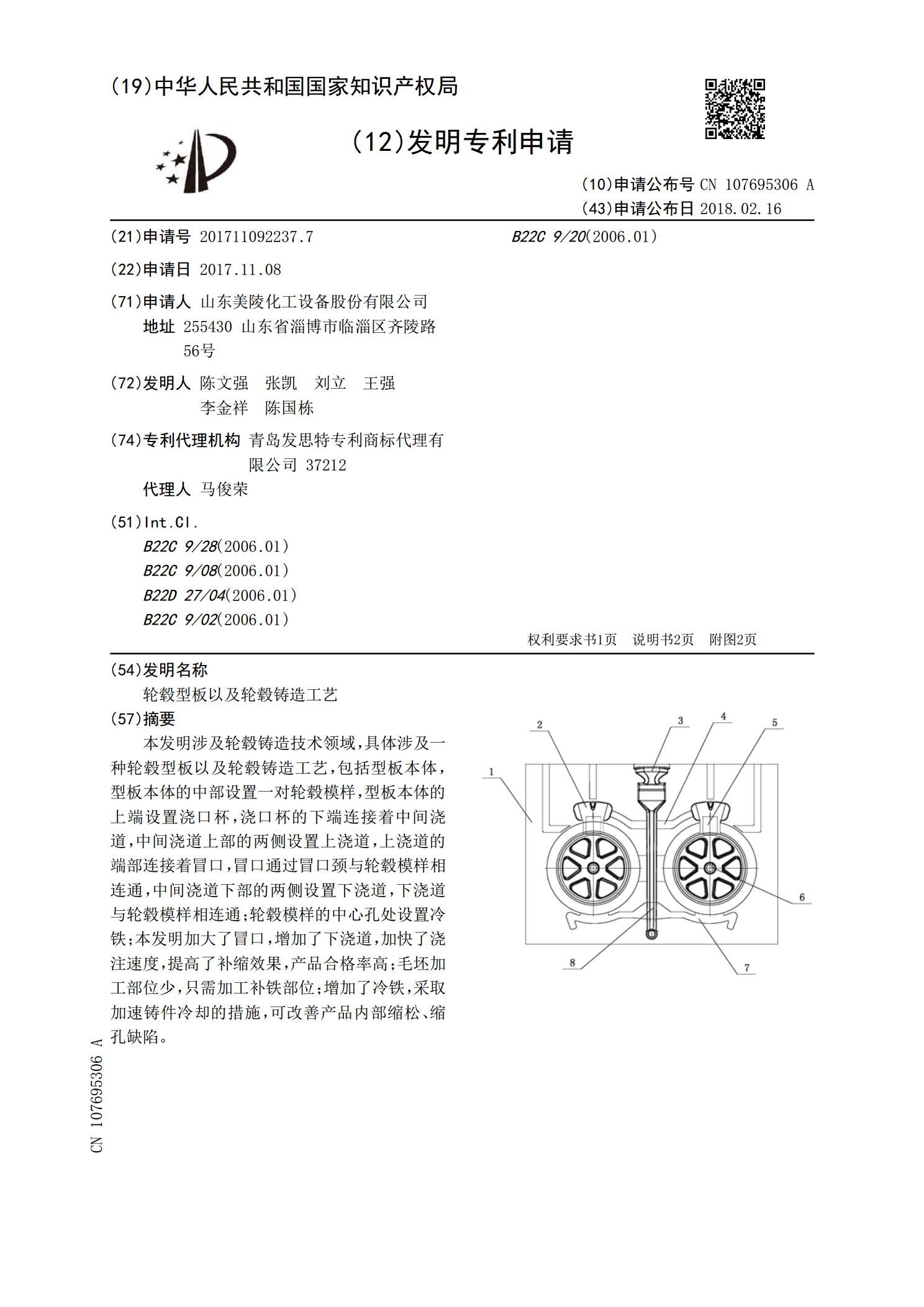
本发明涉及轮毂铸造技术领域,具体涉及一种轮毂型板以及轮毂铸造工艺,包括型板本体,型板本体的中部设置一对轮毂模样,型板本体的上端设置浇口杯,浇口杯的下端连接着中间浇道,中间浇道上部的两侧设置上浇道,上浇道的端部连接着冒口,冒口通过冒口颈与轮毂模样相连通,中间浇道下部的两侧设置下浇道,下浇道与轮毂模样相连通;轮毂模样的中心孔处设置冷铁;本发明加大了冒口,增加了下浇道,加快了浇注速度,提高了补缩效果,产品合格率高;毛坯加工部位少,只需加工补铁部位;增加了冷铁,采取加速铸件冷却的措施,可改善产品内部缩松、缩孔缺陷
一种用于轮毂铸造的水冷模具及轮毂铸造工艺.pdf
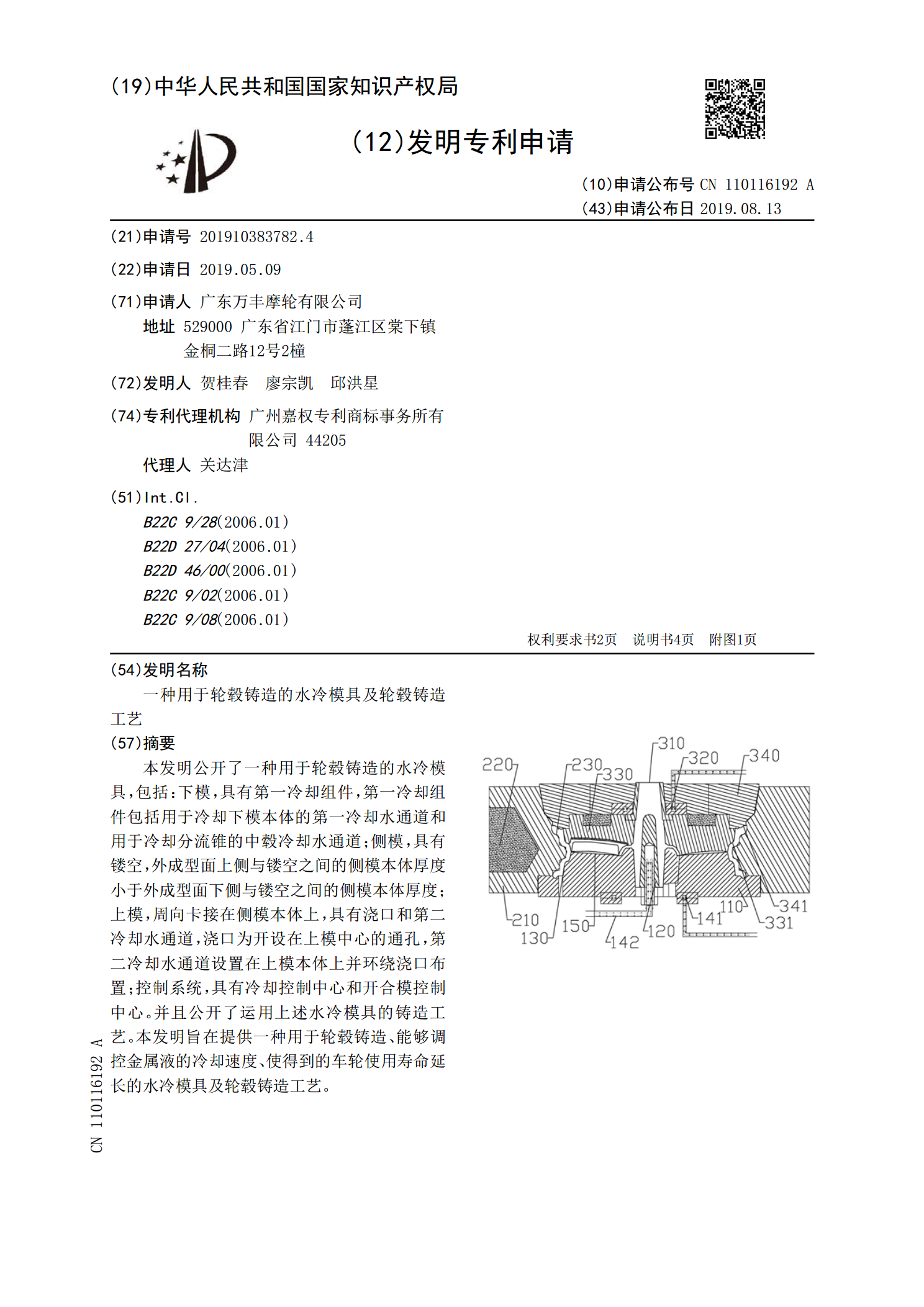
本发明公开了一种用于轮毂铸造的水冷模具,包括:下模,具有第一冷却组件,第一冷却组件包括用于冷却下模本体的第一冷却水通道和用于冷却分流锥的中毂冷却水通道;侧模,具有镂空,外成型面上侧与镂空之间的侧模本体厚度小于外成型面下侧与镂空之间的侧模本体厚度;上模,周向卡接在侧模本体上,具有浇口和第二冷却水通道,浇口为开设在上模中心的通孔,第二冷却水通道设置在上模本体上并环绕浇口布置;控制系统,具有冷却控制中心和开合模控制中心。并且公开了运用上述水冷模具的铸造工艺。本发明旨在提供一种用于轮毂铸造、能够调控金属液的冷却速

一种轮毂模具及采用该轮毂模具的轮毂铸造工艺.pdf
本发明提供一种轮毂模具及采用该轮毂模具的轮毂铸造工艺,其包括上模、下模、左边模和右边模,上模的底部具有若干沿周向等间隔排布的轮辐上模槽,下模的顶部具有与若干个轮辐下模槽一一对应的轮幅下模槽,轮毂模具还包括有若干块镶块,相邻两个轮辐下模槽于下模的外沿设有挡块,相邻两个挡块的内半部的侧边围成容置槽,若干块镶块一一对应可拆装地嵌设在容置槽内,镶块和挡块与上模抵接形成凸圈模槽,本发明注入铸造液之前将镶块放在容置槽内,如此镶块与挡块配合占据了空间,使得凸圈的厚度大大减小,不仅因节约了材料而降低轮毂整体的加工成本,而
离心铸造轮毂毛坯工艺.pdf
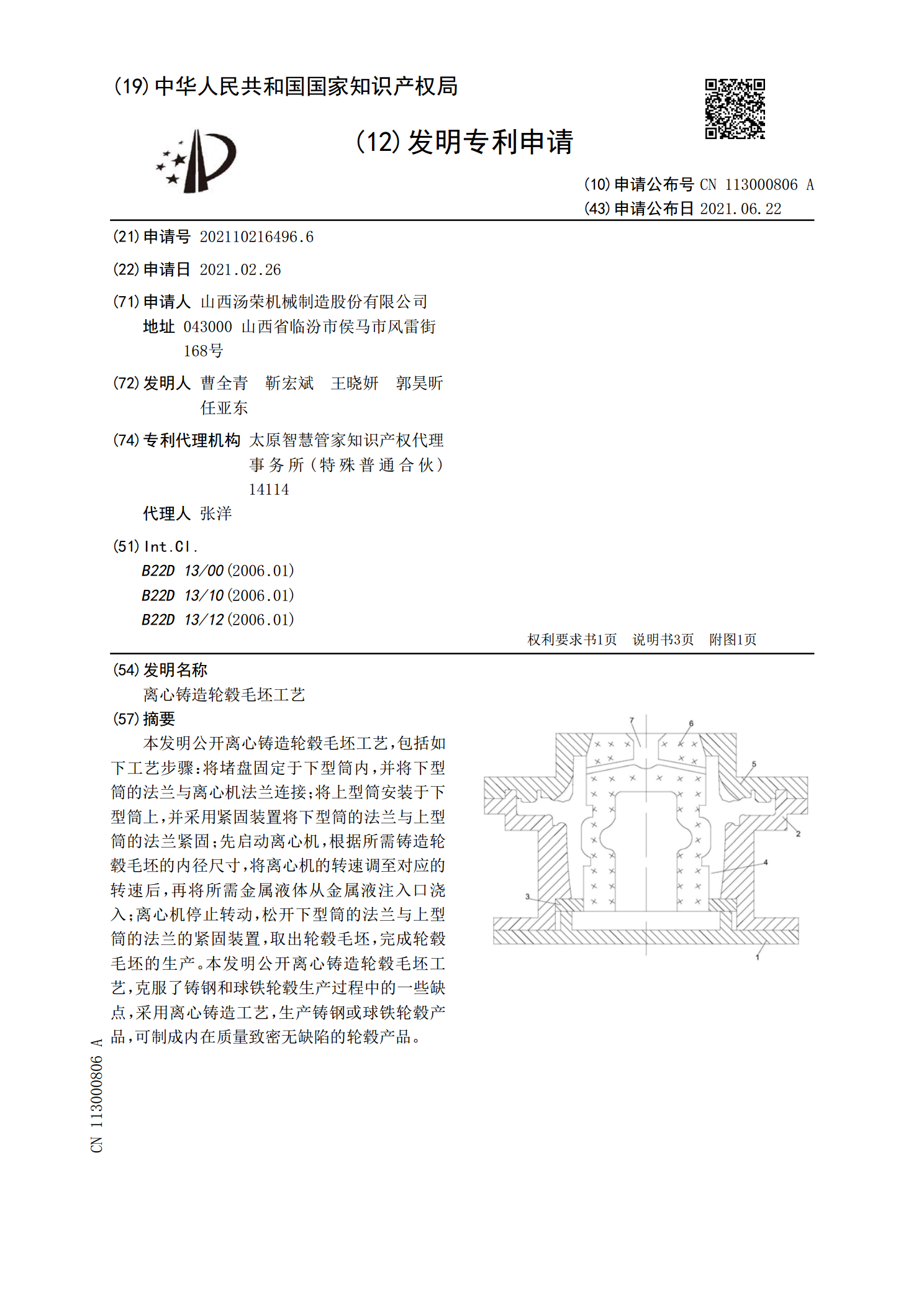
本发明公开离心铸造轮毂毛坯工艺,包括如下工艺步骤:将堵盘固定于下型筒内,并将下型筒的法兰与离心机法兰连接;将上型筒安装于下型筒上,并采用紧固装置将下型筒的法兰与上型筒的法兰紧固;先启动离心机,根据所需铸造轮毂毛坯的内径尺寸,将离心机的转速调至对应的转速后,再将所需金属液体从金属液注入口浇入;离心机停止转动,松开下型筒的法兰与上型筒的法兰的紧固装置,取出轮毂毛坯,完成轮毂毛坯的生产。本发明公开离心铸造轮毂毛坯工艺,克服了铸钢和球铁轮毂生产过程中的一些缺点,采用离心铸造工艺,生产铸钢或球铁轮毂产品,可制成内在
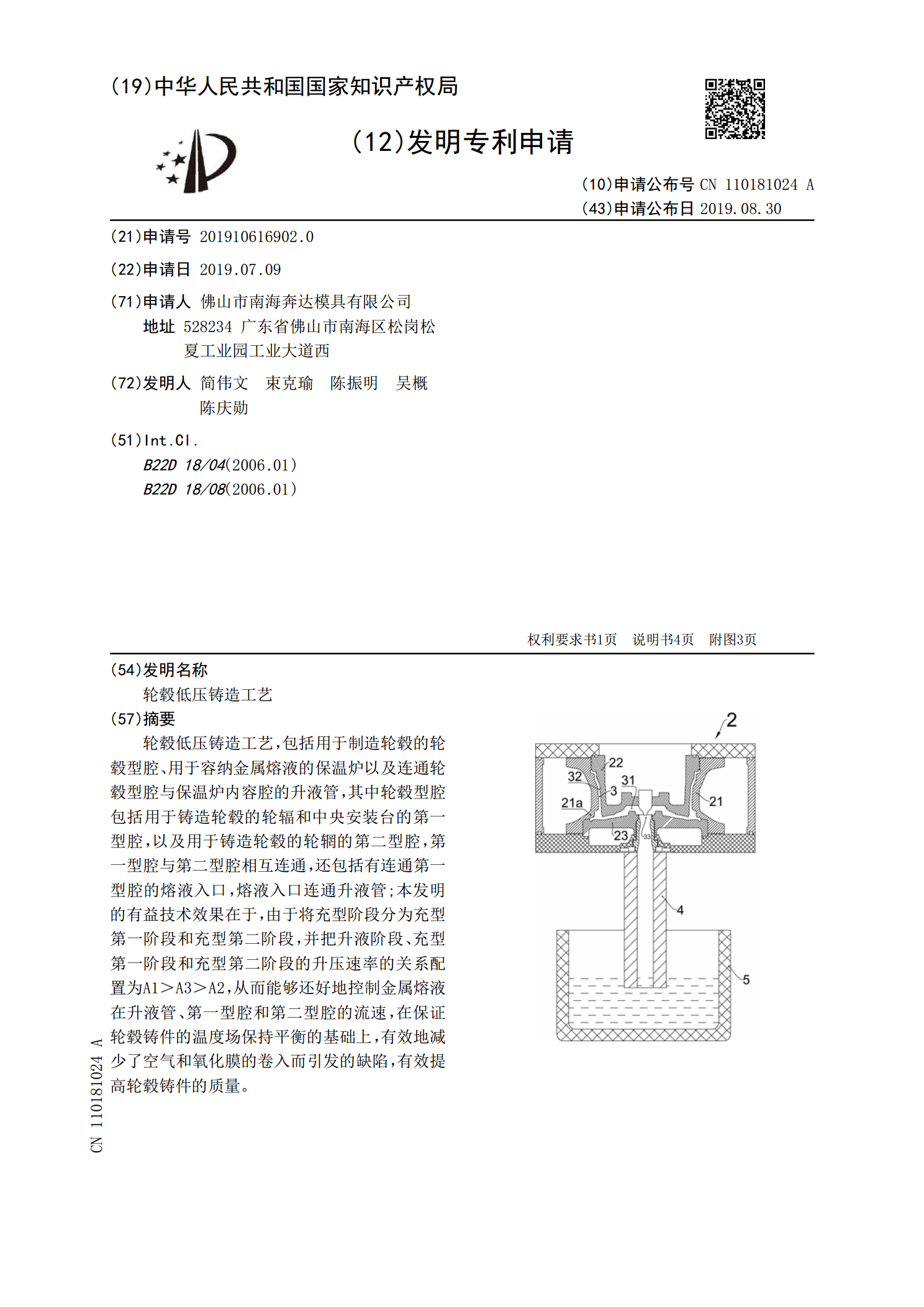
轮毂低压铸造工艺.pdf
轮毂低压铸造工艺,包括用于制造轮毂的轮毂型腔、用于容纳金属熔液的保温炉以及连通轮毂型腔与保温炉内容腔的升液管,其中轮毂型腔包括用于铸造轮毂的轮辐和中央安装台的第一型腔,以及用于铸造轮毂的轮辋的第二型腔,第一型腔与第二型腔相互连通,还包括有连通第一型腔的熔液入口,熔液入口连通升液管;本发明的有益技术效果在于,由于将充型阶段分为充型第一阶段和充型第二阶段,并把升液阶段、充型第一阶段和充型第二阶段的升压速率的关系配置为A1>A3>A2,从而能够还好地控制金属熔液在升液管、第一型腔和第二型腔的流速,在保证轮毂铸件