
空心涡轮叶片内腔精密铸造外形机械加工的冷热复合制造方法.pdf

春岚****23

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

空心涡轮叶片内腔精密铸造外形机械加工的冷热复合制造方法.pdf
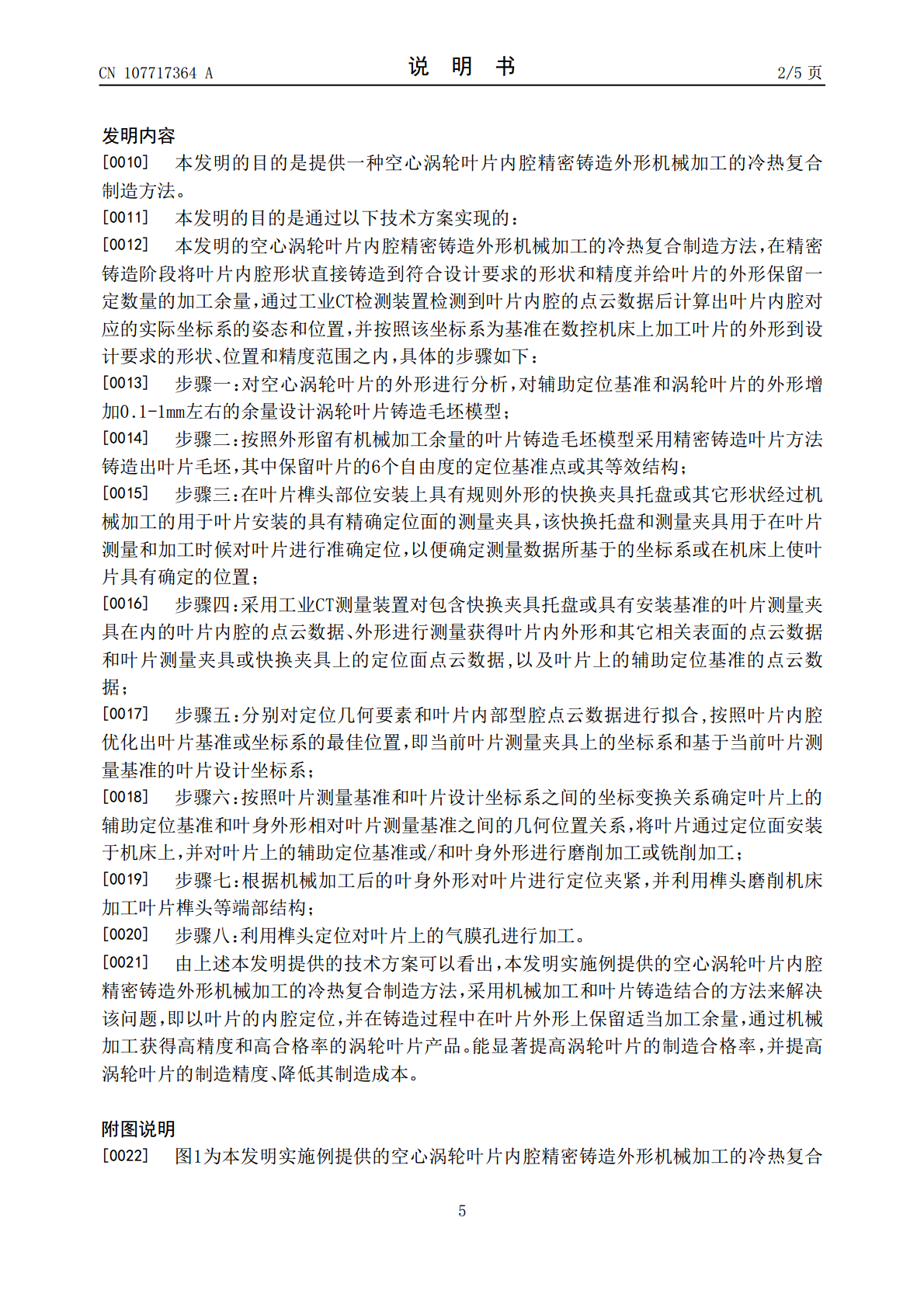
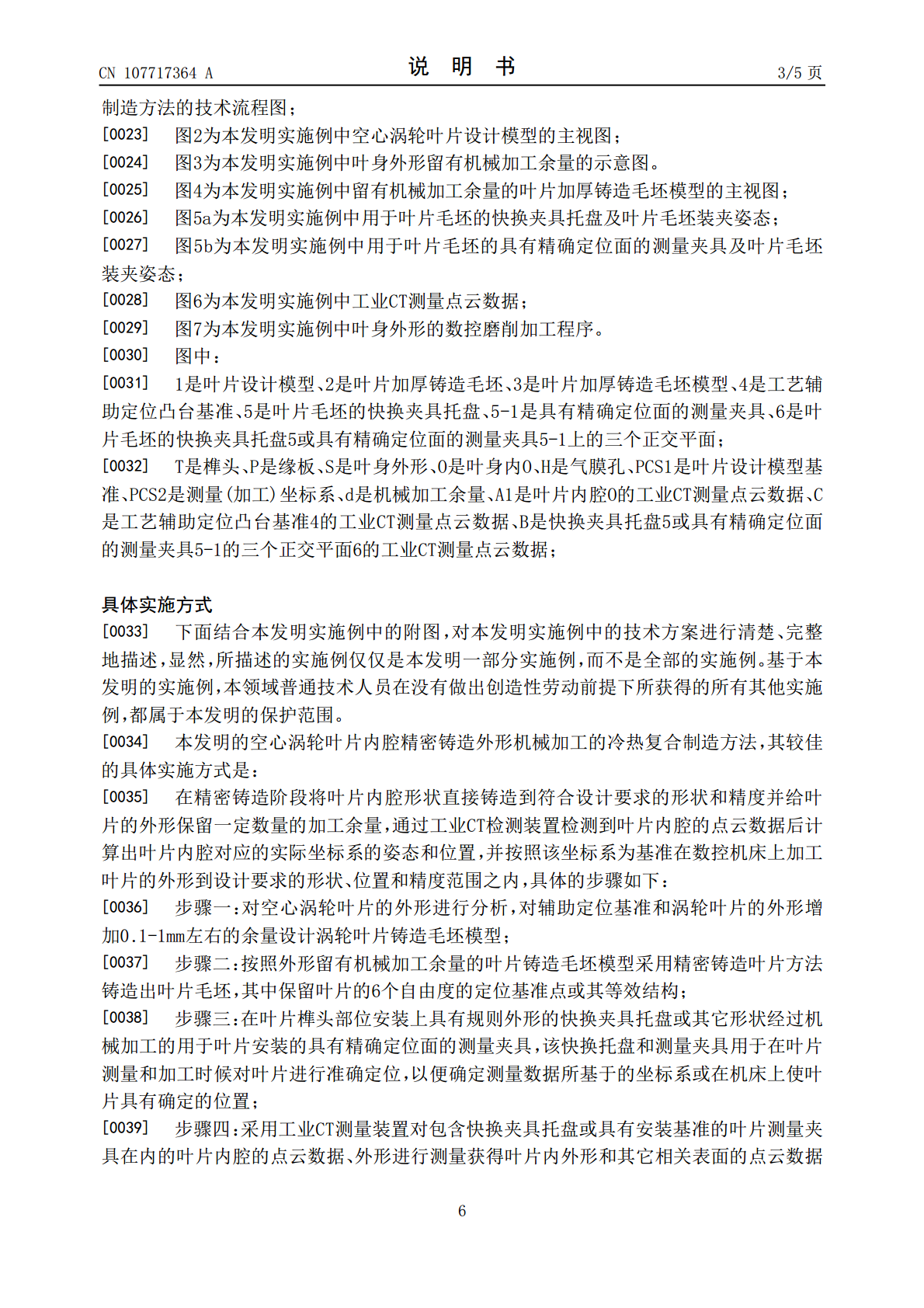
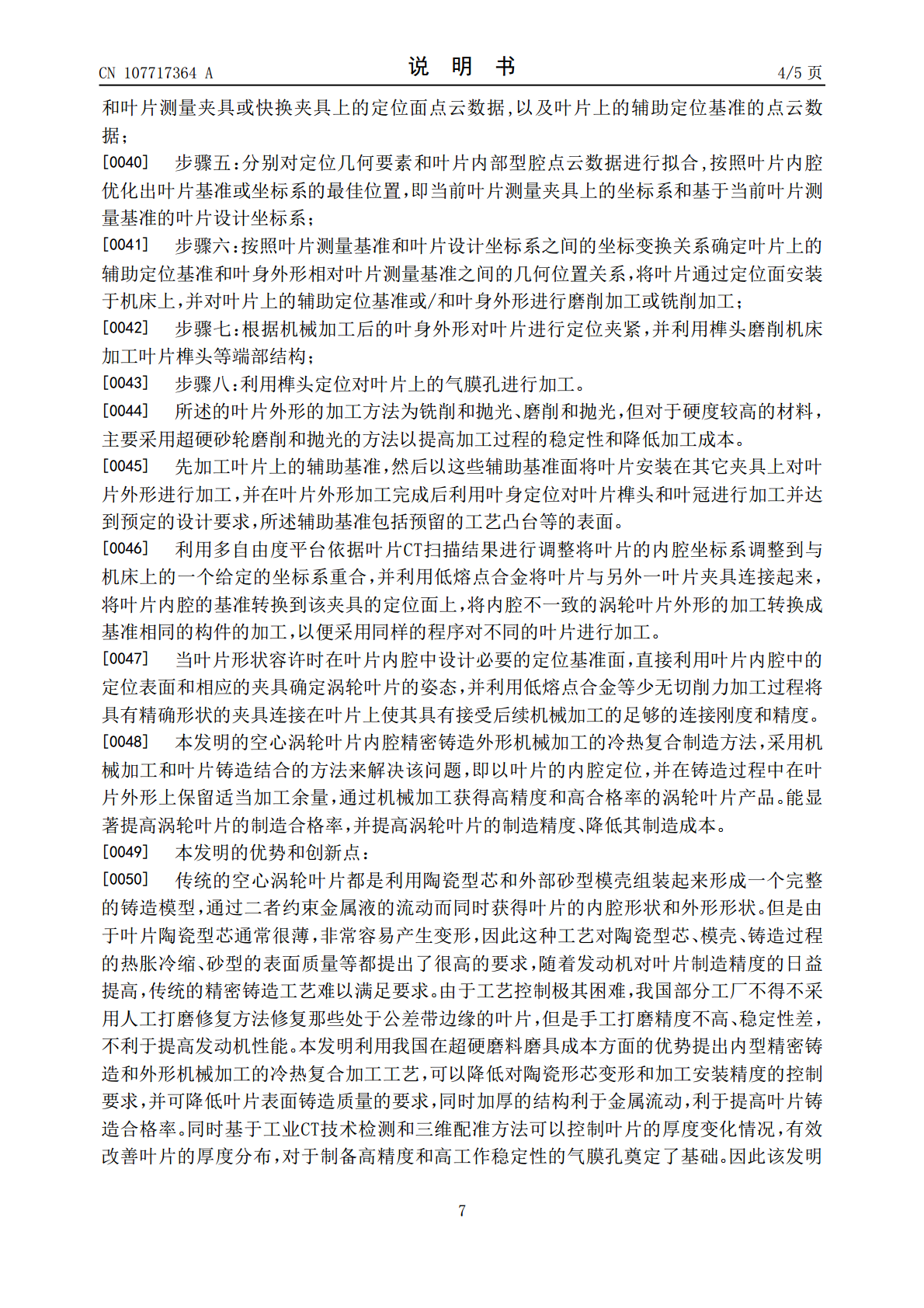
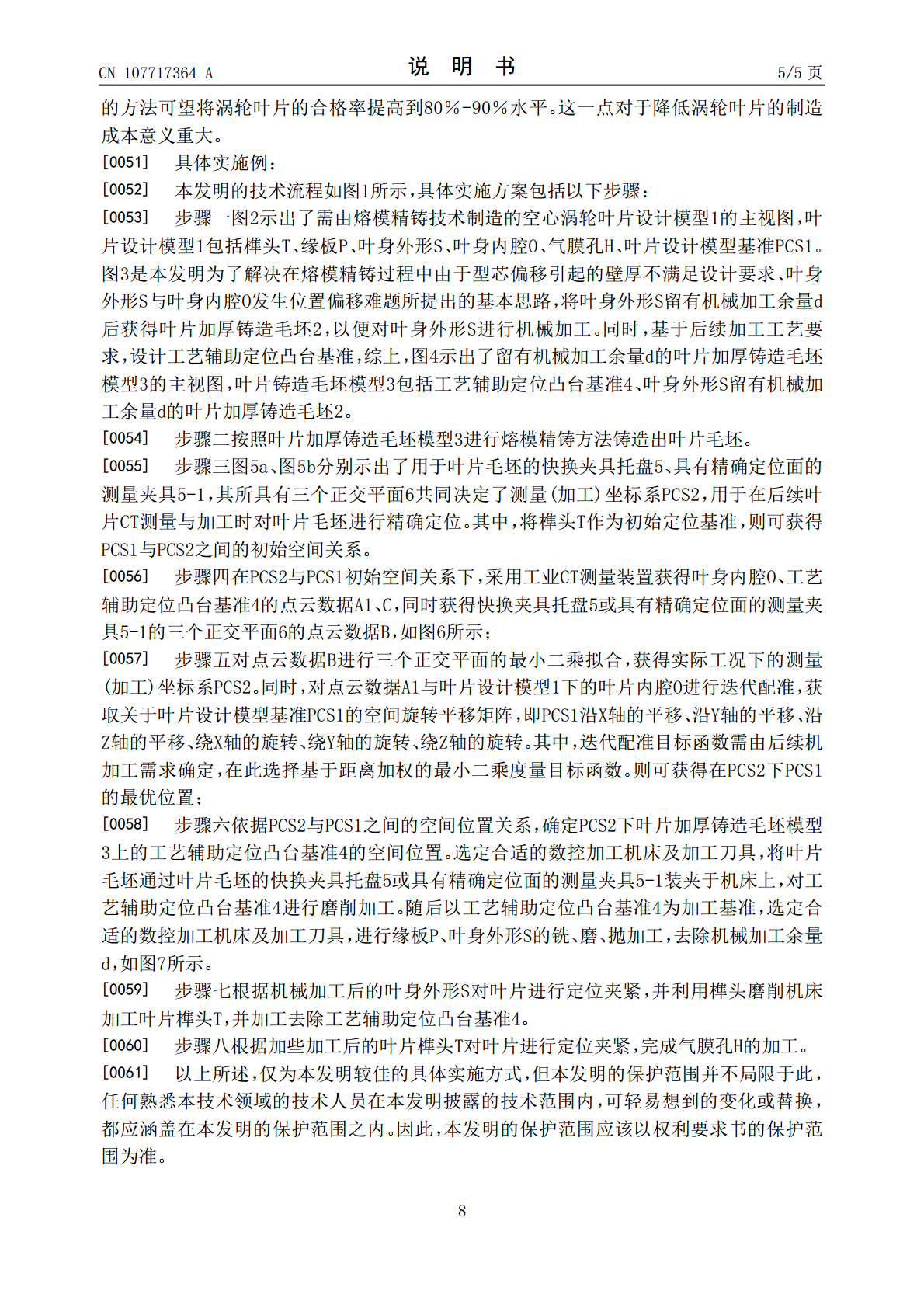
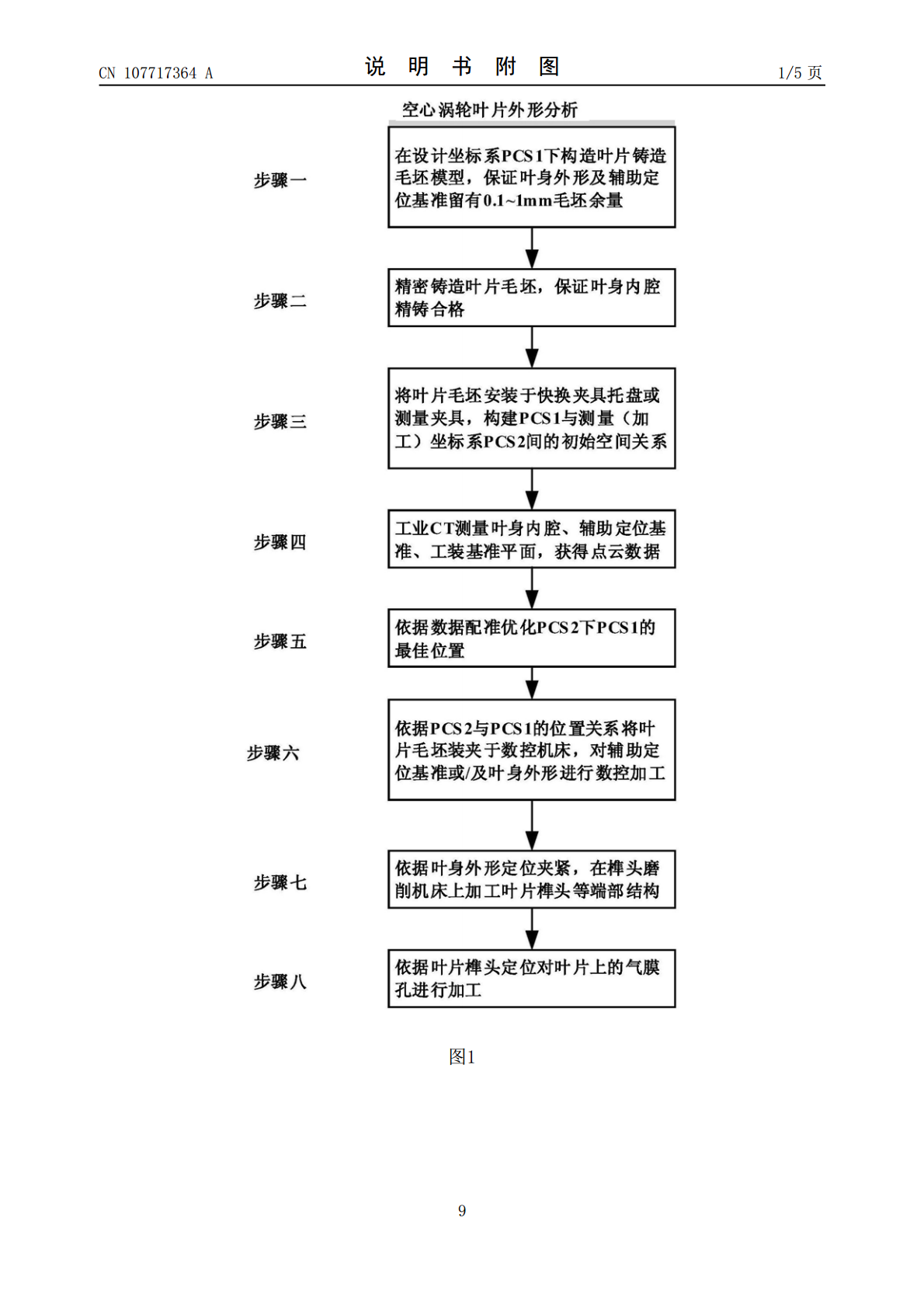
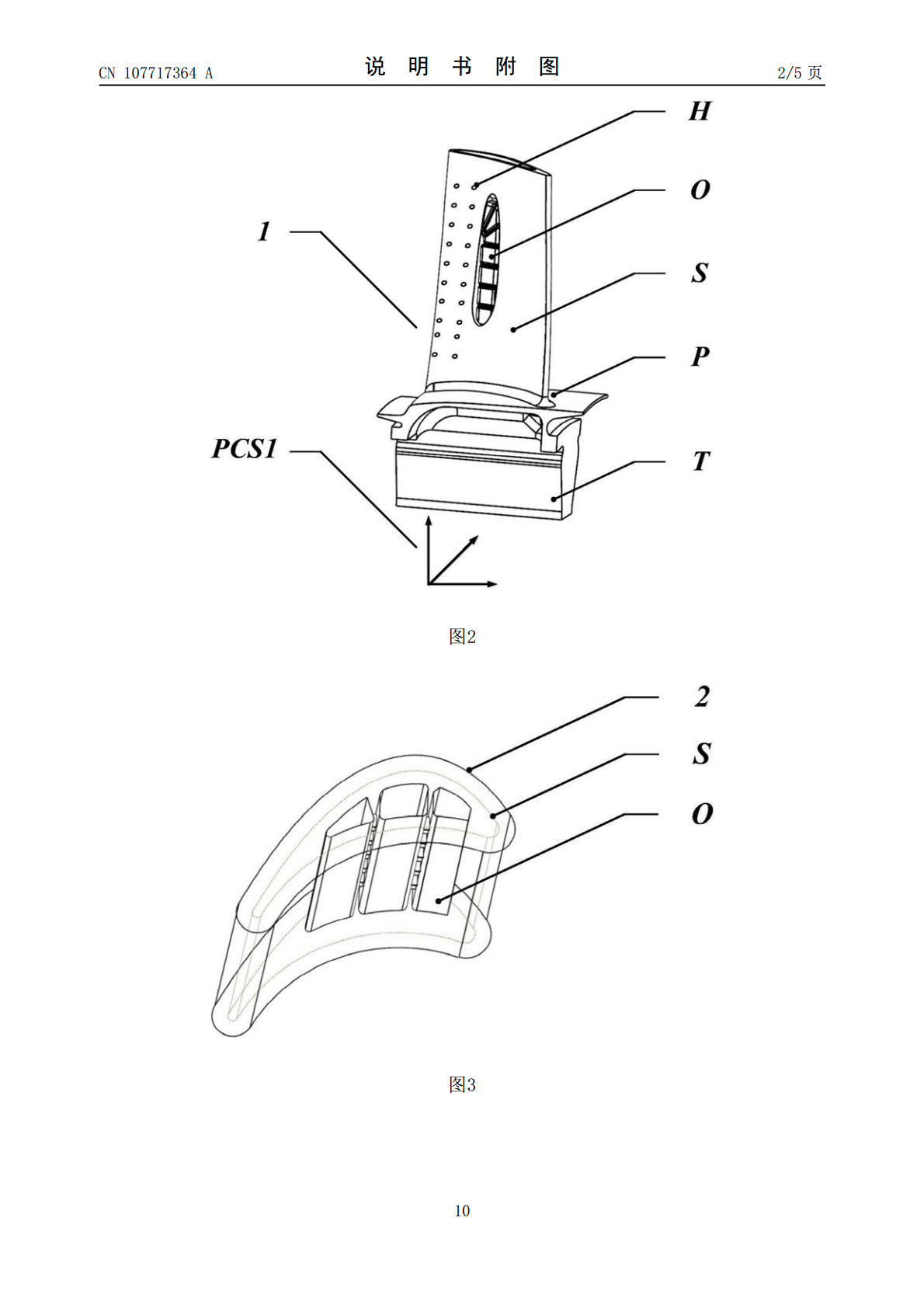
本发明公开了一种空心涡轮叶片内腔精密铸造外形机械加工的冷热复合制造方法,包括步骤:设计涡轮叶片铸造毛坯模型,铸造出叶片毛坯,保留叶片的6个自由度的定位基准点或其等效结构;在叶片榫头部位安装上快换夹具托盘或测量夹具,对叶片进行准确定位;采用工业CT测量装置对叶片内腔、叶片内外形和其它相关表面及辅助定位基准等的点云数据,并进行拟合后,设计坐标系,对叶片上的辅助定位基准、叶身外形进行磨削加工或铣削加工;根据加工后的叶身外形对叶片进行定位夹紧,并利用榫头磨削机床加工叶片榫头等端部结构;利用榫头定位对叶片上的气膜孔
增减材复合制造涡轮叶片的加工方法.pdf
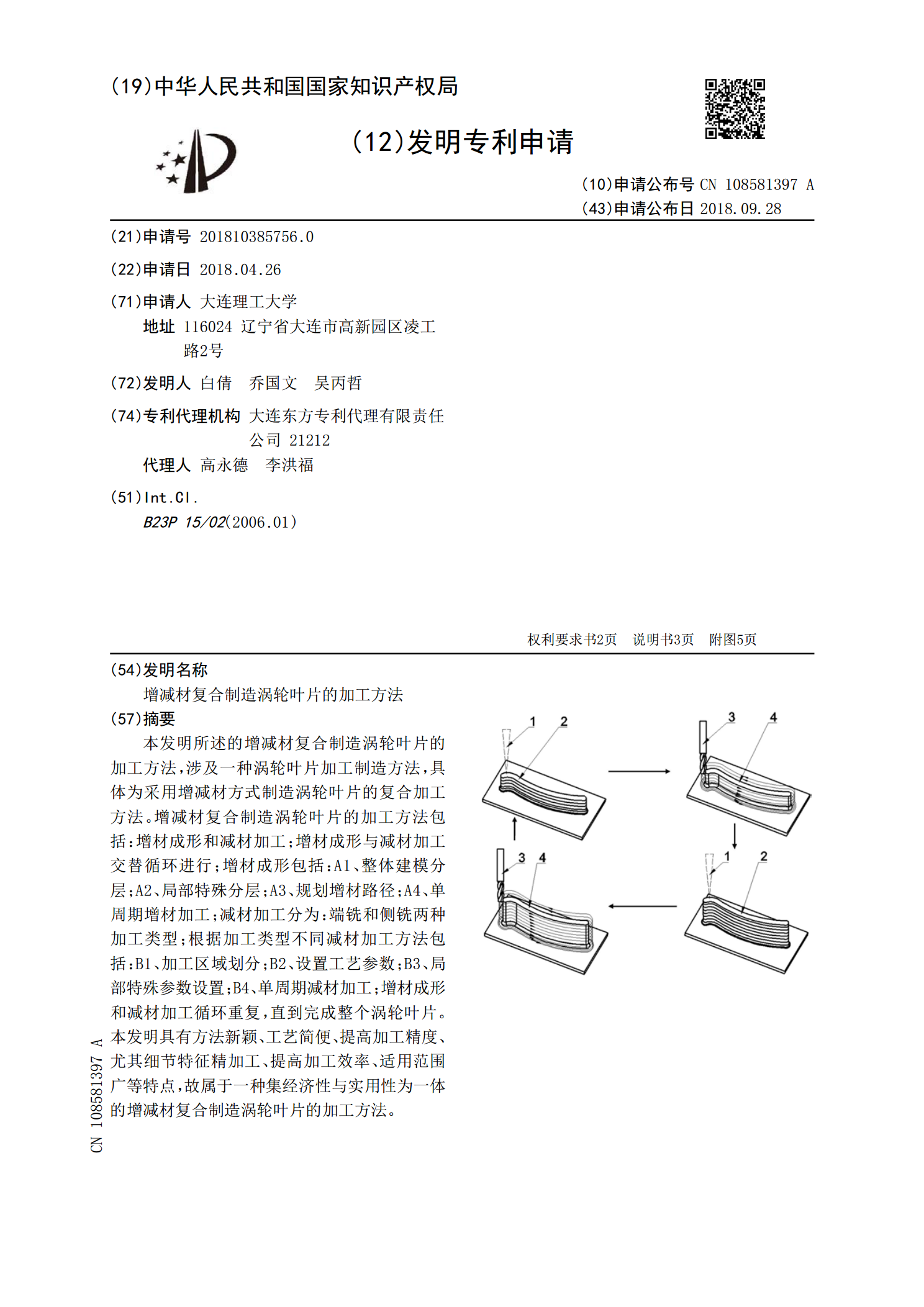
本发明所述的增减材复合制造涡轮叶片的加工方法,涉及一种涡轮叶片加工制造方法,具体为采用增减材方式制造涡轮叶片的复合加工方法。增减材复合制造涡轮叶片的加工方法包括:增材成形和减材加工;增材成形与减材加工交替循环进行;增材成形包括:A1、整体建模分层;A2、局部特殊分层;A3、规划增材路径;A4、单周期增材加工;减材加工分为:端铣和侧铣两种加工类型;根据加工类型不同减材加工方法包括:B1、加工区域划分;B2、设置工艺参数;B3、局部特殊参数设置;B4、单周期减材加工;增材成形和减材加工循环重复,直到完成整个涡
一种用于空心涡轮叶片精密铸造的表层致密内部疏松陶瓷型芯制造方法.pdf
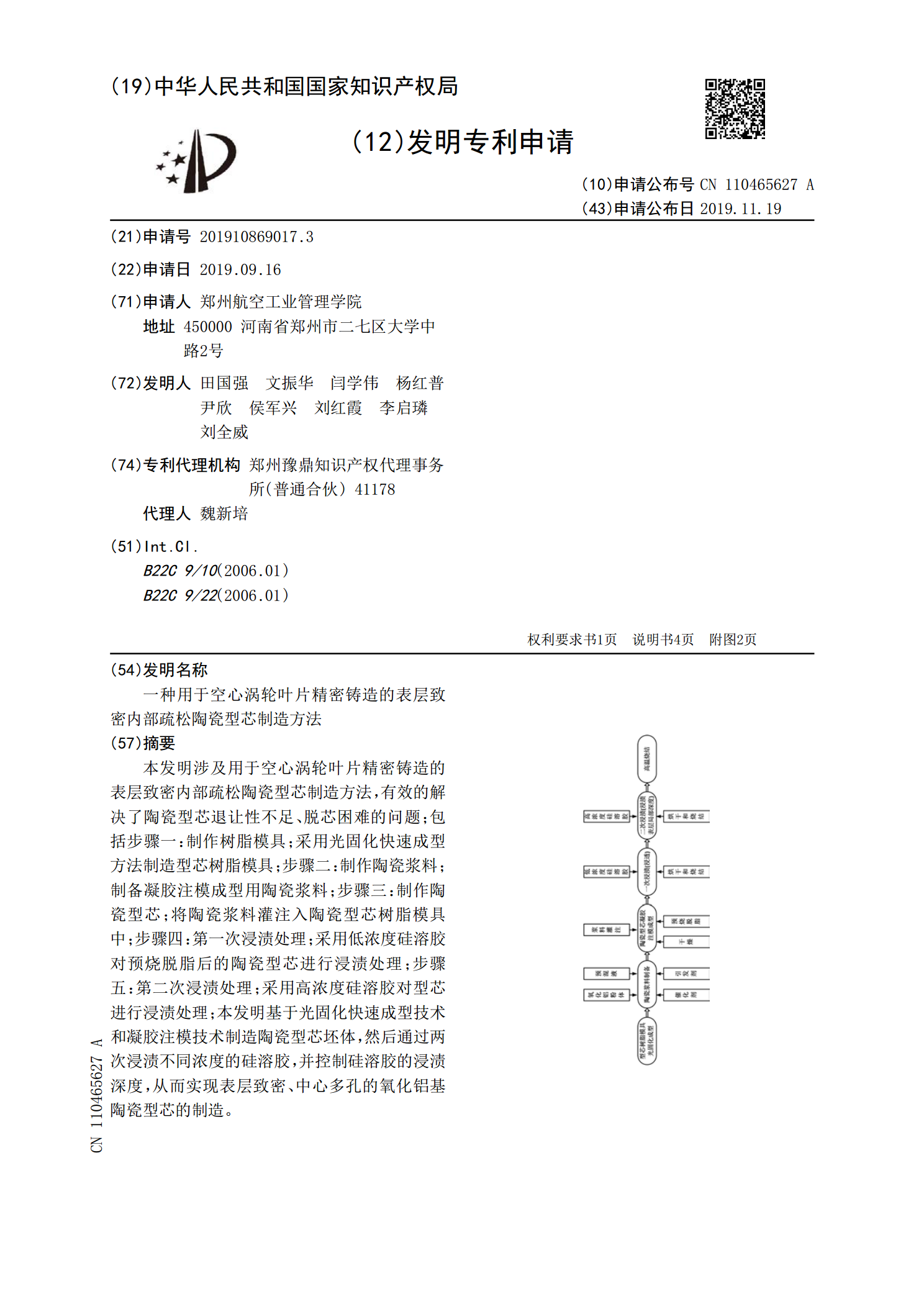
本发明涉及用于空心涡轮叶片精密铸造的表层致密内部疏松陶瓷型芯制造方法,有效的解决了陶瓷型芯退让性不足、脱芯困难的问题;包括步骤一:制作树脂模具;采用光固化快速成型方法制造型芯树脂模具;步骤二:制作陶瓷浆料;制备凝胶注模成型用陶瓷浆料;步骤三:制作陶瓷型芯;将陶瓷浆料灌注入陶瓷型芯树脂模具中;步骤四:第一次浸渍处理;采用低浓度硅溶胶对预烧脱脂后的陶瓷型芯进行浸渍处理;步骤五:第二次浸渍处理;采用高浓度硅溶胶对型芯进行浸渍处理;本发明基于光固化快速成型技术和凝胶注模技术制造陶瓷型芯坯体,然后通过两次浸渍不同浓
复杂结构空心高压涡轮导向叶片精密铸造工艺.pdf
本发明公开了复杂结构空心高压涡轮导向叶片精密铸造工艺,涉及机械技术领域。该复杂结构空心高压涡轮导向叶片精密铸造工艺,包括造型、熔融、预处理、浇筑、冷却、清理、表面处理、检验等八个步骤。该复杂结构空心高压涡轮导向叶片精密铸造工艺,采用了高压铸造,能够对模具型腔内的金属液进行持续施压,在金属液冷却成型的过程中,很好的降低涡轮叶片内的空气,提高涡轮叶片的强度,降低涡轮叶片表面的粗糙程度,提高涡轮铸造的精度,在后期无需耗费大量时间对涡轮叶片进行打磨加工,还能够快速的降低模具型腔内的金属液的温度,该涡轮叶片的原料当
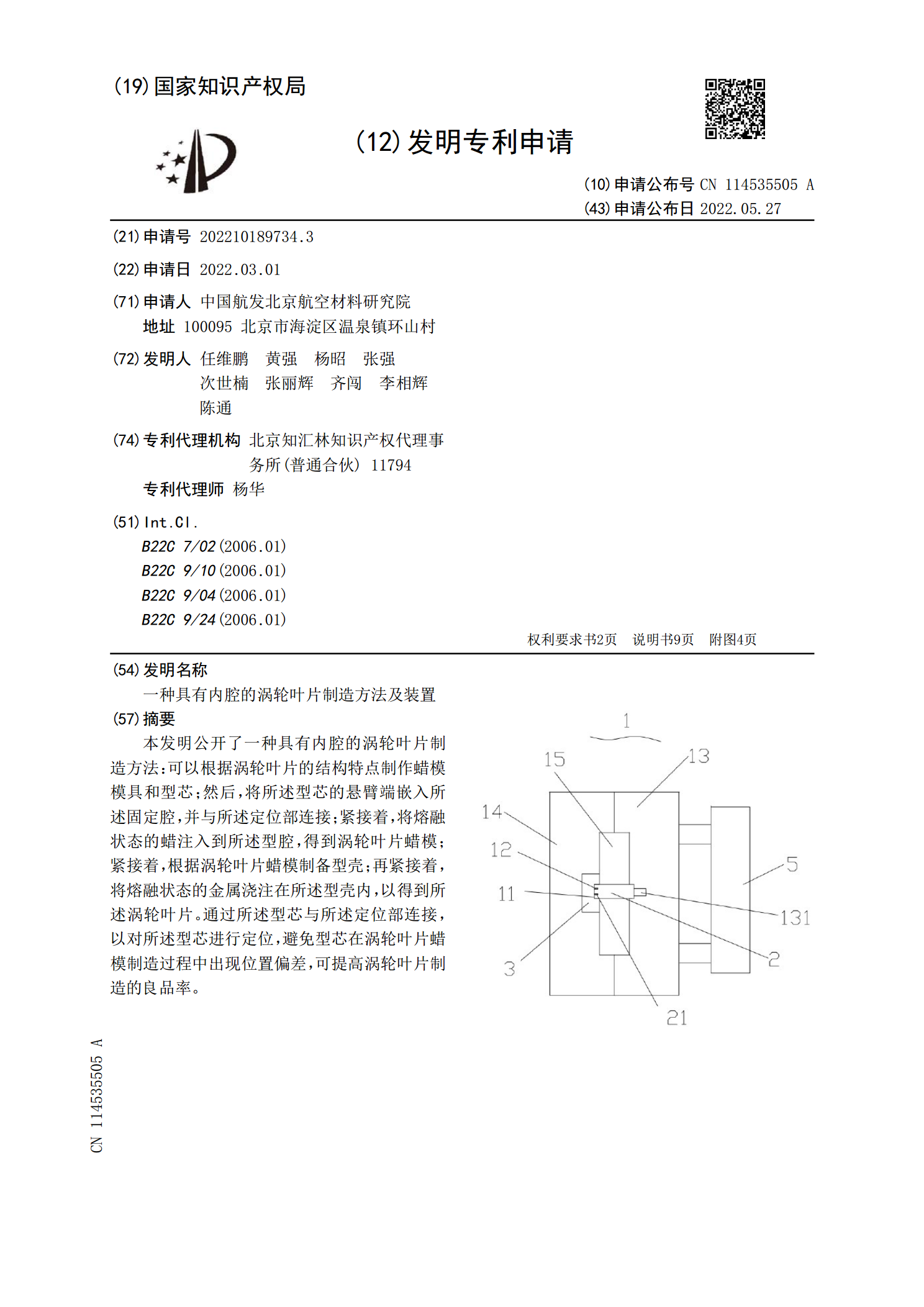
一种具有内腔的涡轮叶片制造方法及装置.pdf
本发明公开了一种具有内腔的涡轮叶片制造方法:可以根据涡轮叶片的结构特点制作蜡模模具和型芯;然后,将所述型芯的悬臂端嵌入所述固定腔,并与所述定位部连接;紧接着,将熔融状态的蜡注入到所述型腔,得到涡轮叶片蜡模;紧接着,根据涡轮叶片蜡模制备型壳;再紧接着,将熔融状态的金属浇注在所述型壳内,以得到所述涡轮叶片。通过所述型芯与所述定位部连接,以对所述型芯进行定位,避免型芯在涡轮叶片蜡模制造过程中出现位置偏差,可提高涡轮叶片制造的良品率。