
实现多类型涡轮盘叶片钻铆要求的集成装置及钻铆方法.pdf

是你****元呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
实现多类型涡轮盘叶片钻铆要求的集成装置及钻铆方法.pdf
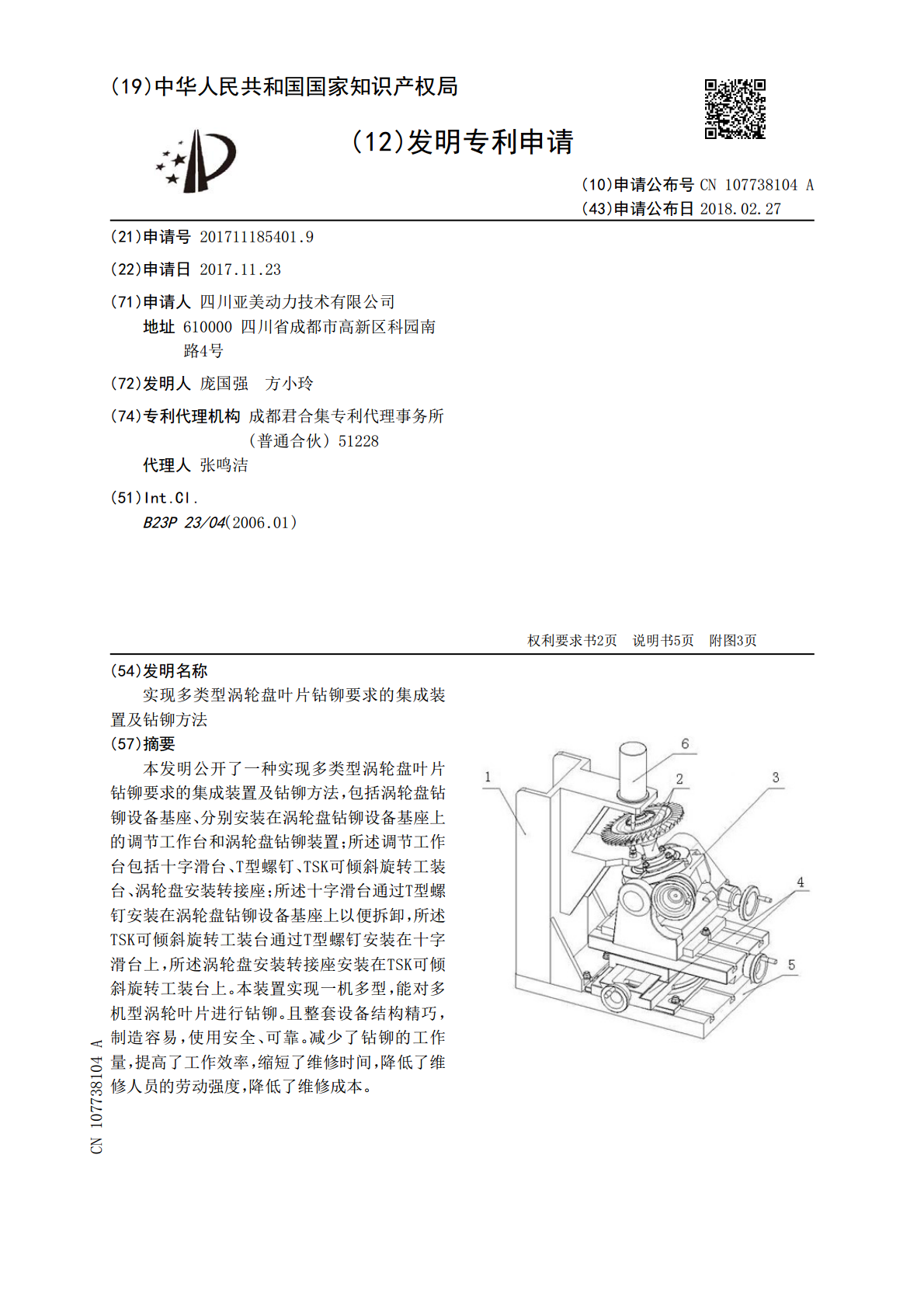
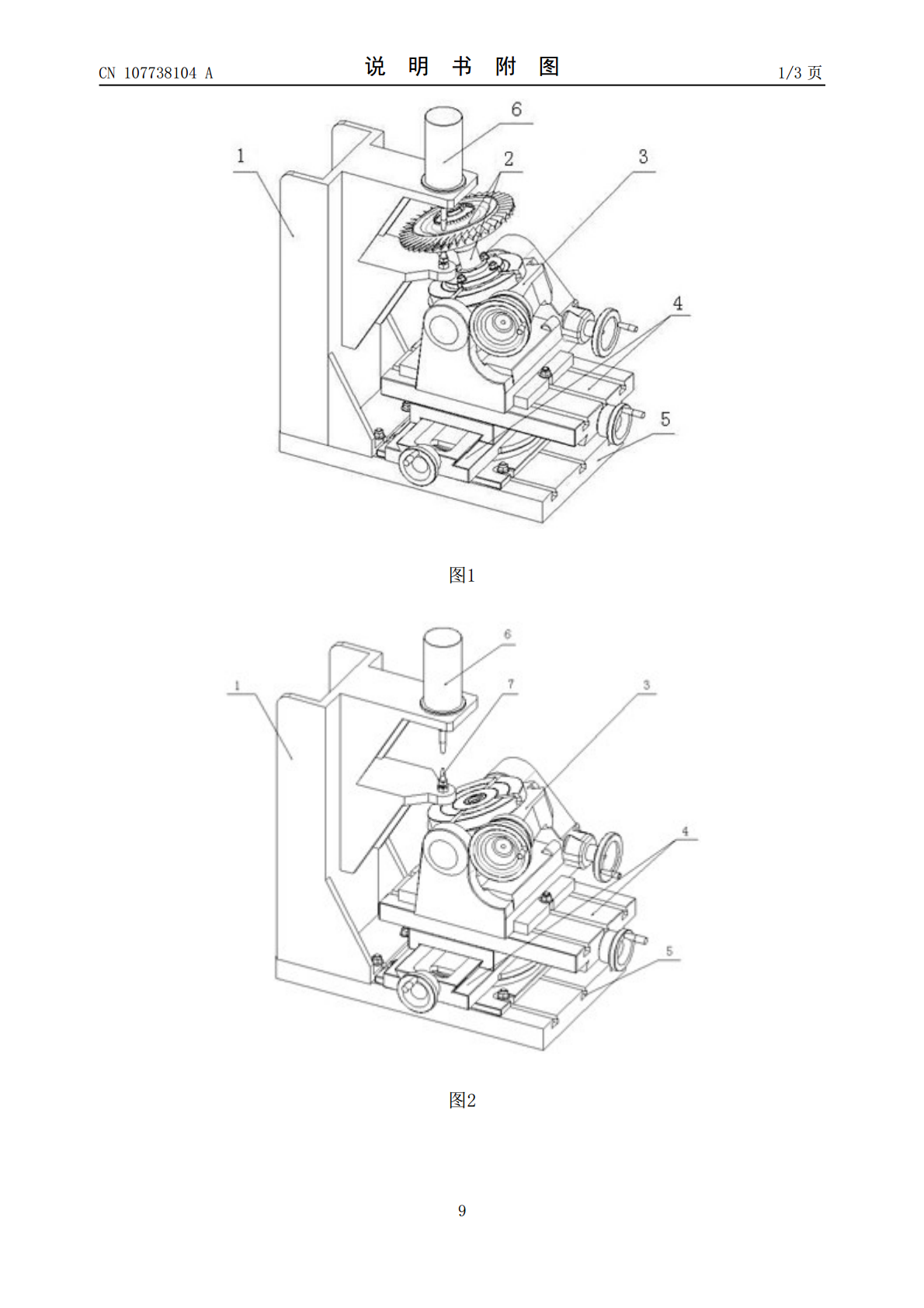
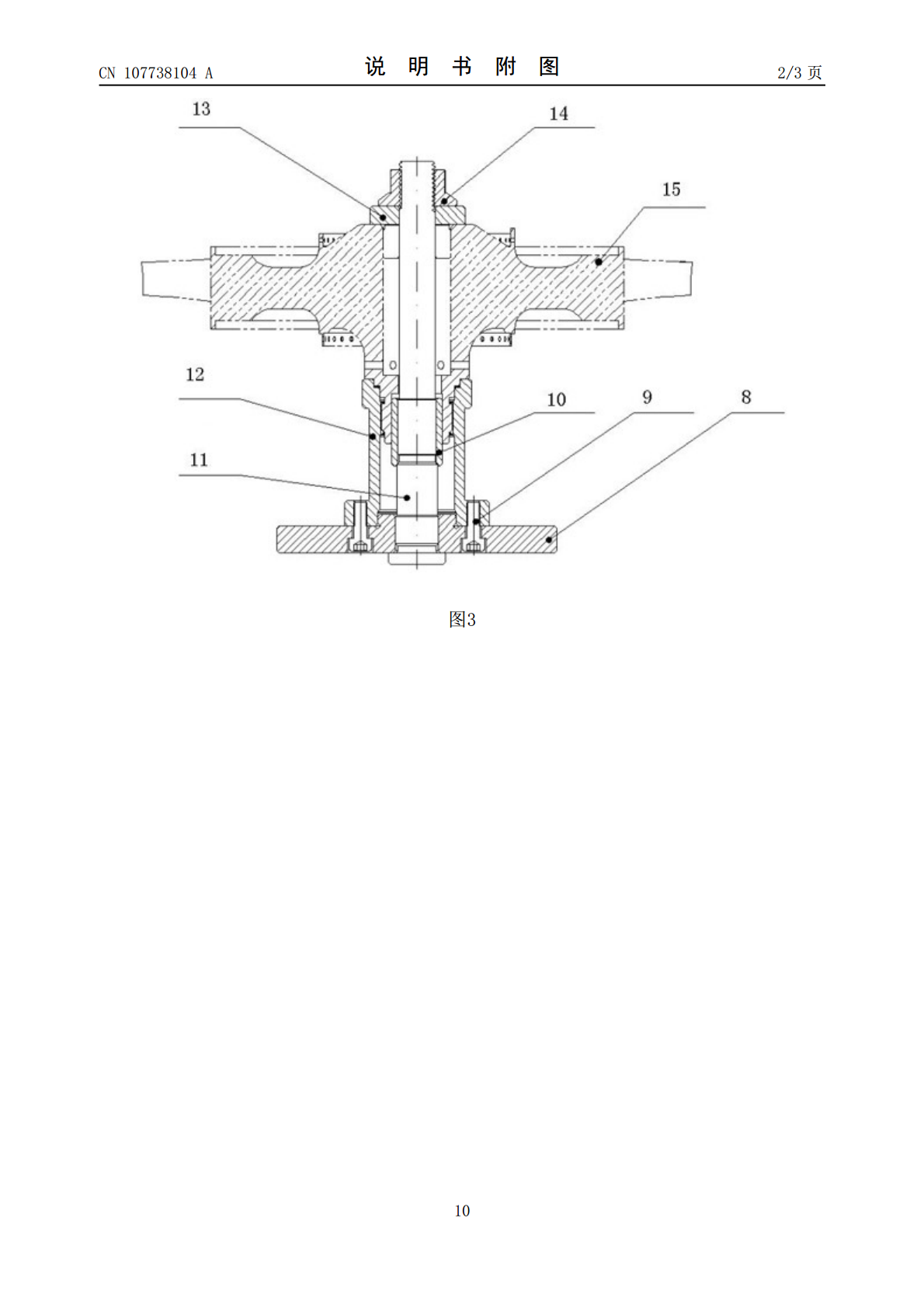
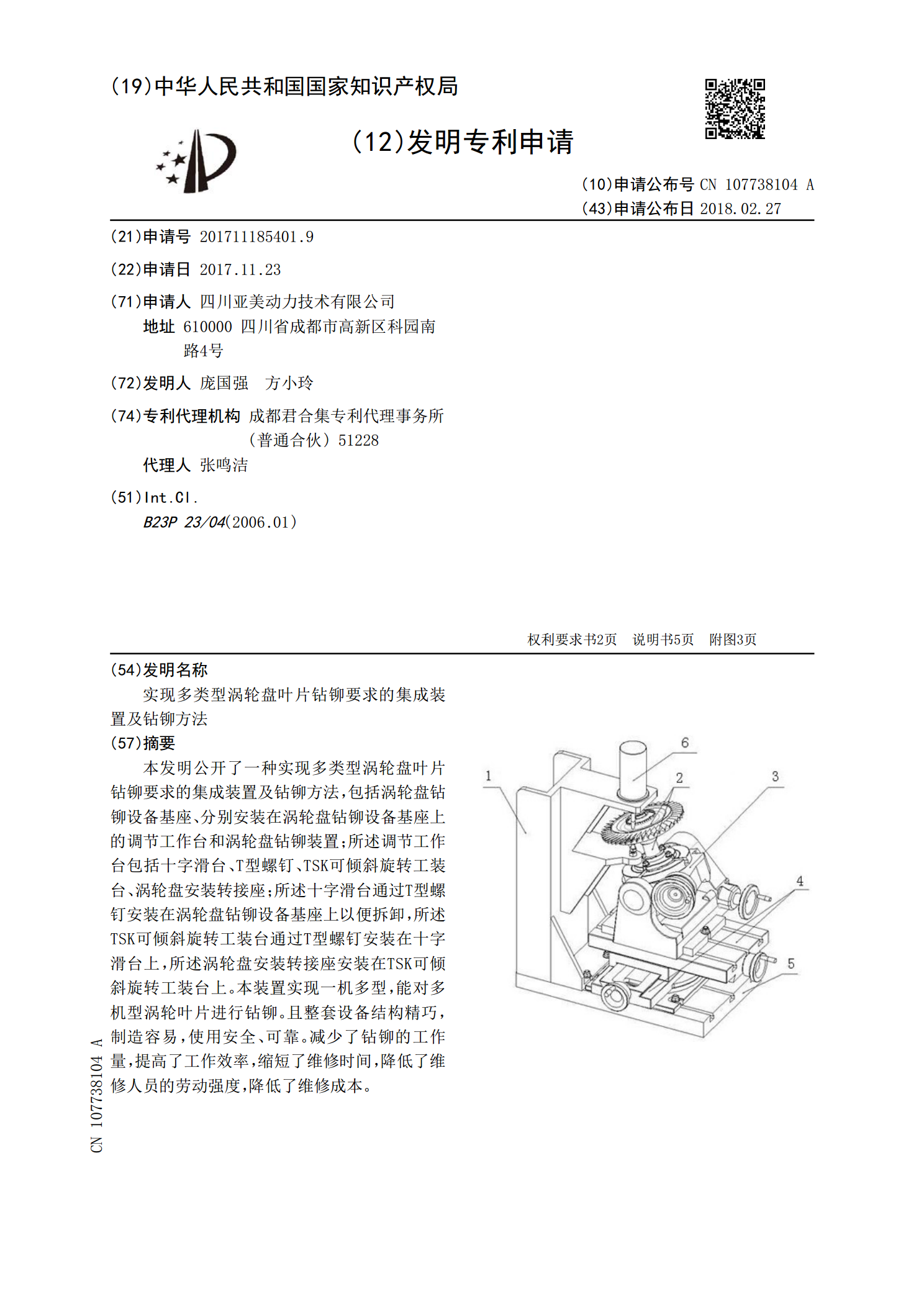
本发明公开了一种实现多类型涡轮盘叶片钻铆要求的集成装置及钻铆方法,包括涡轮盘钻铆设备基座、分别安装在涡轮盘钻铆设备基座上的调节工作台和涡轮盘钻铆装置;所述调节工作台包括十字滑台、T型螺钉、TSK可倾斜旋转工装台、涡轮盘安装转接座;所述十字滑台通过T型螺钉安装在涡轮盘钻铆设备基座上以便拆卸,所述TSK可倾斜旋转工装台通过T型螺钉安装在十字滑台上,所述涡轮盘安装转接座安装在TSK可倾斜旋转工装台上。本装置实现一机多型,能对多机型涡轮叶片进行钻铆。且整套设备结构精巧,制造容易,使用安全、可靠。减少了钻铆的工作量
连钻连铆式拉铆枪.pdf
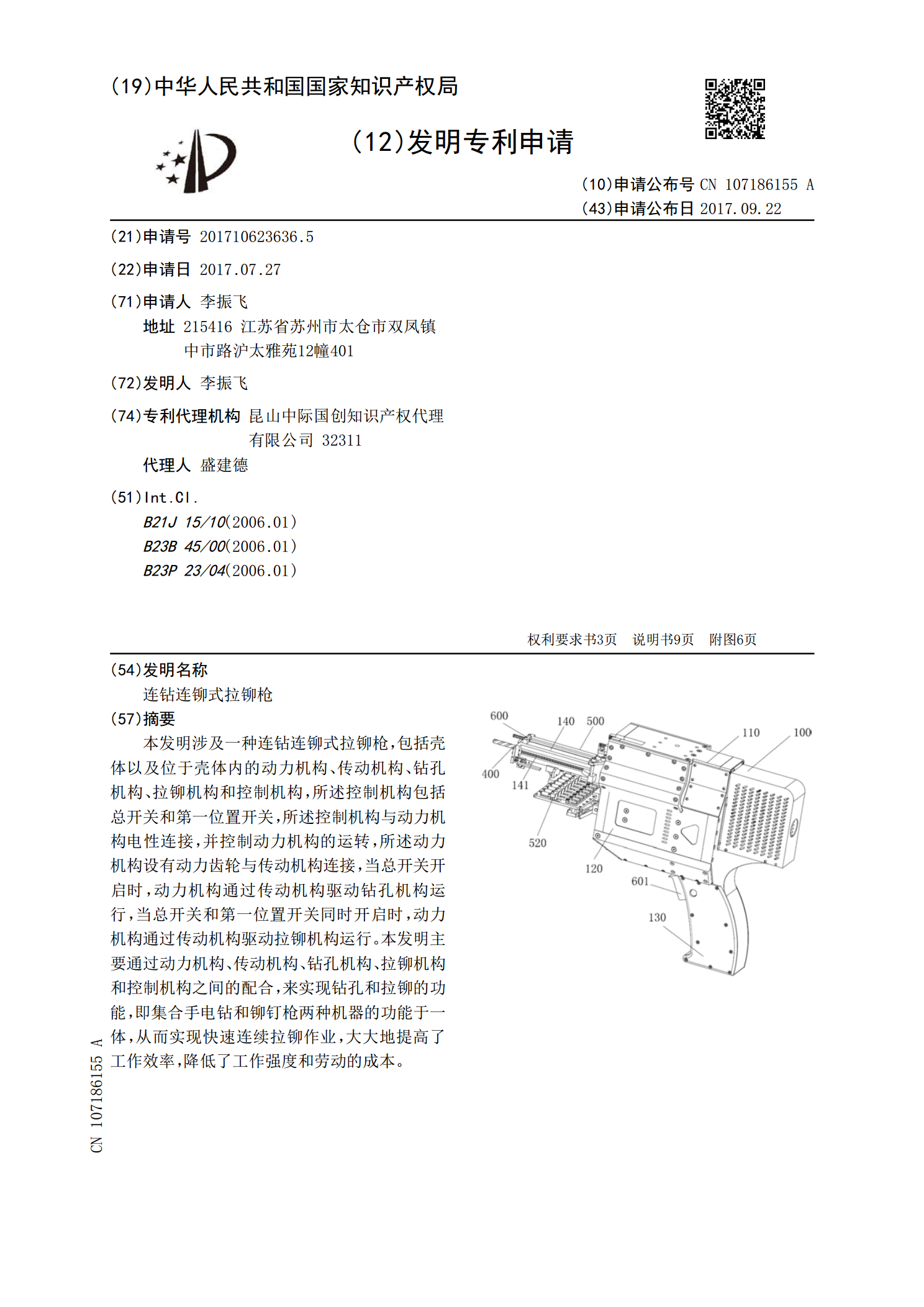
本发明涉及一种连钻连铆式拉铆枪,包括壳体以及位于壳体内的动力机构、传动机构、钻孔机构、拉铆机构和控制机构,所述控制机构包括总开关和第一位置开关,所述控制机构与动力机构电性连接,并控制动力机构的运转,所述动力机构设有动力齿轮与传动机构连接,当总开关开启时,动力机构通过传动机构驱动钻孔机构运行,当总开关和第一位置开关同时开启时,动力机构通过传动机构驱动拉铆机构运行。本发明主要通过动力机构、传动机构、钻孔机构、拉铆机构和控制机构之间的配合,来实现钻孔和拉铆的功能,即集合手电钻和铆钉枪两种机器的功能于一体,从而实

一种柔性钻铆托架.pdf
本发明公开了一种柔性钻铆托架,属于飞机装配工艺装备领域。本发明通过支撑点的柔性化设计实现对不同壁板的定位夹紧。本发明由通用组件和可重构组件组成设计,通过合并了不同壁板定位加紧装置的框架功能,进行通用化设计进而大量减少了定位器框架,有效降低了框架占用的空间。不同壁板采用不同的可重构组件,其尺寸相对较小制造更换成本低。此柔性钻铆托架能适应多种不同壁板的外形,托架状态转换快,换装部件轻便占用空间小换装效率高。

飞机部件自动钻铆系统的基准检测装置及其检测方法.pdf
本发明涉及一种飞机部件自动钻铆系统的基准检测装置及其检测方法,包括由2D激光位移传感器和距离传感器获取基准轮廓的信息,通过运用最小二乘法建立基准孔中心坐标的参数空间,然后运用广义Hough变换实现基准孔边界空间域到基准孔中心坐标的参数空间的变换,拟合并计算出基准中心位置,实现基准实际位置的检测,因此实现对自动钻铆系统加工基准的实际位置的确定,以确定基准理论位置与实际位置的偏差,对产品上预加工点的位置加以补偿修正,因而消除制造安装误差,提高钻铆精度,并且其检测方法简单、求解速度快,可实现基准在线检测。
涡轮叶片滚铆装置.pdf
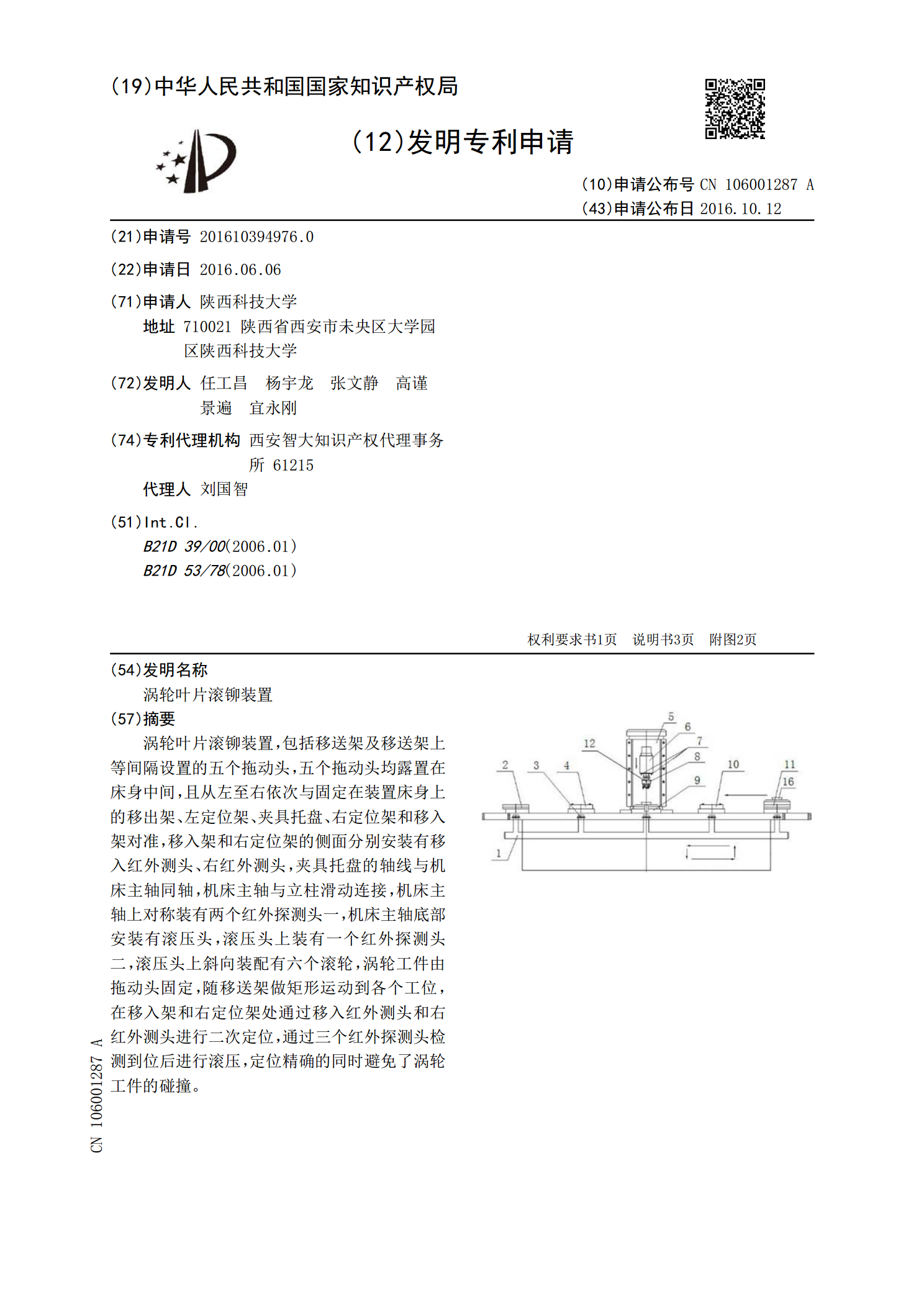
涡轮叶片滚铆装置,包括移送架及移送架上等间隔设置的五个拖动头,五个拖动头均露置在床身中间,且从左至右依次与固定在装置床身上的移出架、左定位架、夹具托盘、右定位架和移入架对准,移入架和右定位架的侧面分别安装有移入红外测头、右红外测头,夹具托盘的轴线与机床主轴同轴,机床主轴与立柱滑动连接,机床主轴上对称装有两个红外探测头一,机床主轴底部安装有滚压头,滚压头上装有一个红外探测头二,滚压头上斜向装配有六个滚轮,涡轮工件由拖动头固定,随移送架做矩形运动到各个工位,在移入架和右定位架处通过移入红外测头和右红外测头进行