
一种用于锥形螺栓全型面磨削方法.pdf

灵慧****89


1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种用于锥形螺栓全型面磨削方法.pdf
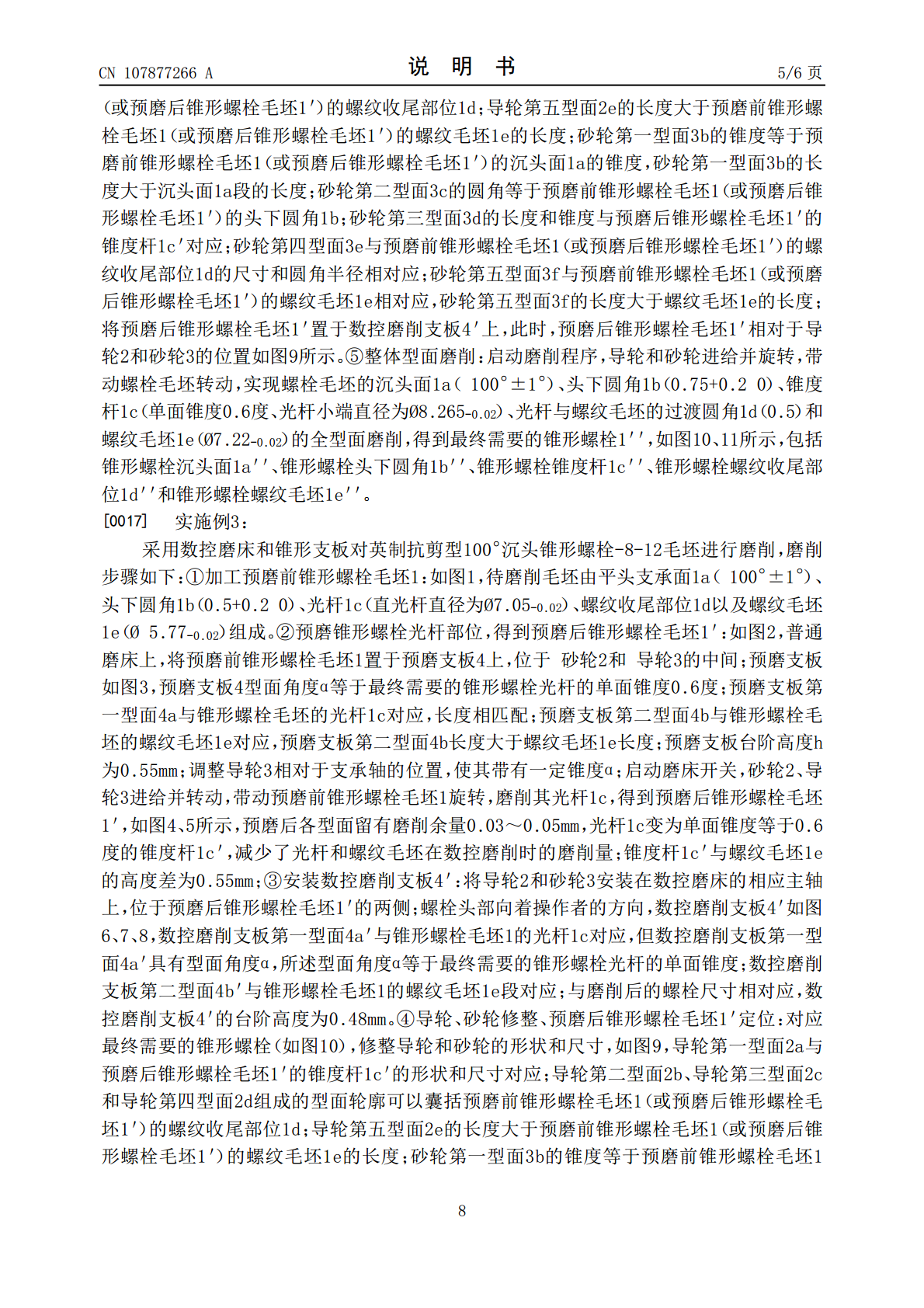
本发明公开了一种用于锥形螺栓全型面磨削方法,采用数控磨床,通过支板的设计以及加工工艺的设置,利用支板和砂轮、导轮对锥形螺栓毛坯进行全型面磨削,包括步骤如下:1)加工预磨前锥形螺栓毛坯(1);2)预磨锥形螺栓光杆部位,得到预磨后锥形螺栓毛坯(1');3)安装数控磨削支板(4');4)修整导轮(2)、砂轮(3),定位预磨后锥形螺栓毛坯(1');5)整体型面数控磨削;6)数控磨削后,卸下得到的锥形螺栓(1'')。本发明通过设计数控磨削锥形支板、修整砂轮和导轮的形状,使锥形螺栓的头部沉头面、头下圆角、光杆、螺纹收

一种用于叶轮型面加工的磨削加工方法.pdf
一种用于叶轮型面加工的磨削加工方法,步骤如下:(1)根据机床的结构类型、运动方式及叶轮的结构形式,确定叶轮的安装方式和叶轮的安装位置;(2)根据叶轮的结构尺寸、安装位置、机床的运动方式及空间,确定砂轮的结构和尺寸;(3)选取机床运动方式进行多轴联动数控程序编制,通过数控程序控制砂轮的运动路径,从而形成砂轮对叶轮型面进行磨削加工的运动轨迹和走刀方向;(4)砂轮在数控机床主轴的驱动下高速旋转,并按照机床多轴联动插补后形成的特定方向和轨迹运动,从而实现叶轮型面的磨削加工。本发明提供的加工方法,可大幅度降低叶轮型

一种双端带冠叶片全型面双向倒立磨削加工方法.pdf
一种双端带冠叶片全型面的双向倒立磨削加工方法,它有三大步骤:一、选择具有A/B轴的五轴联动机床,安装一个摇篮似的夹具,夹具的一端连接在A轴上,并由A轴带动旋转,另一端采用顶尖孔支撑确保摇篮夹具与A轴一起旋转;该摇篮夹具其中部偏离A轴中心,叶片叶身的中心尽量靠近A轴的回转中心;二、选取碟形圆环面砂轮对叶片安装端的叶身表面及叶根过渡面及榫头进行加工,此时叶片的安装端到悬臂端的连线与机床Z轴正方向的夹角为钝角;三、在靠近安装端的叶身部分加工完成后将摇篮夹具带动叶片旋转180度,使叶片的悬臂端朝上,叶身方向与机床

用于磨削工件型面的方法.pdf
本发明涉及一种通过齿轮或型面磨床(3)磨削工件(2)的型面(1)的方法,型面首先在粗加工操作过程中用粗加工磨具(4)连续地进行磨削,然后在精加工操作过程中用精加工磨具(5)进行磨削,型面要除去的原料通过粗加工和精加工操作磨削,粗加工和精加工磨具同轴地布置在公共刀具主轴(6)上或在两个单独的刀具主轴上,且在磨具(4、5)和工件之间沿第一轴线(x)的方向产生平移运动,进行磨削。为了提高磨削工艺的成本效益和质量,在进行粗加工或精加工操作时至少一个刀具主轴或工件围绕沿第一轴线(x)的方向导向的旋转轴线(A)旋转预
一种用于内齿圈磨削的锥形螺旋齿砂轮.pdf
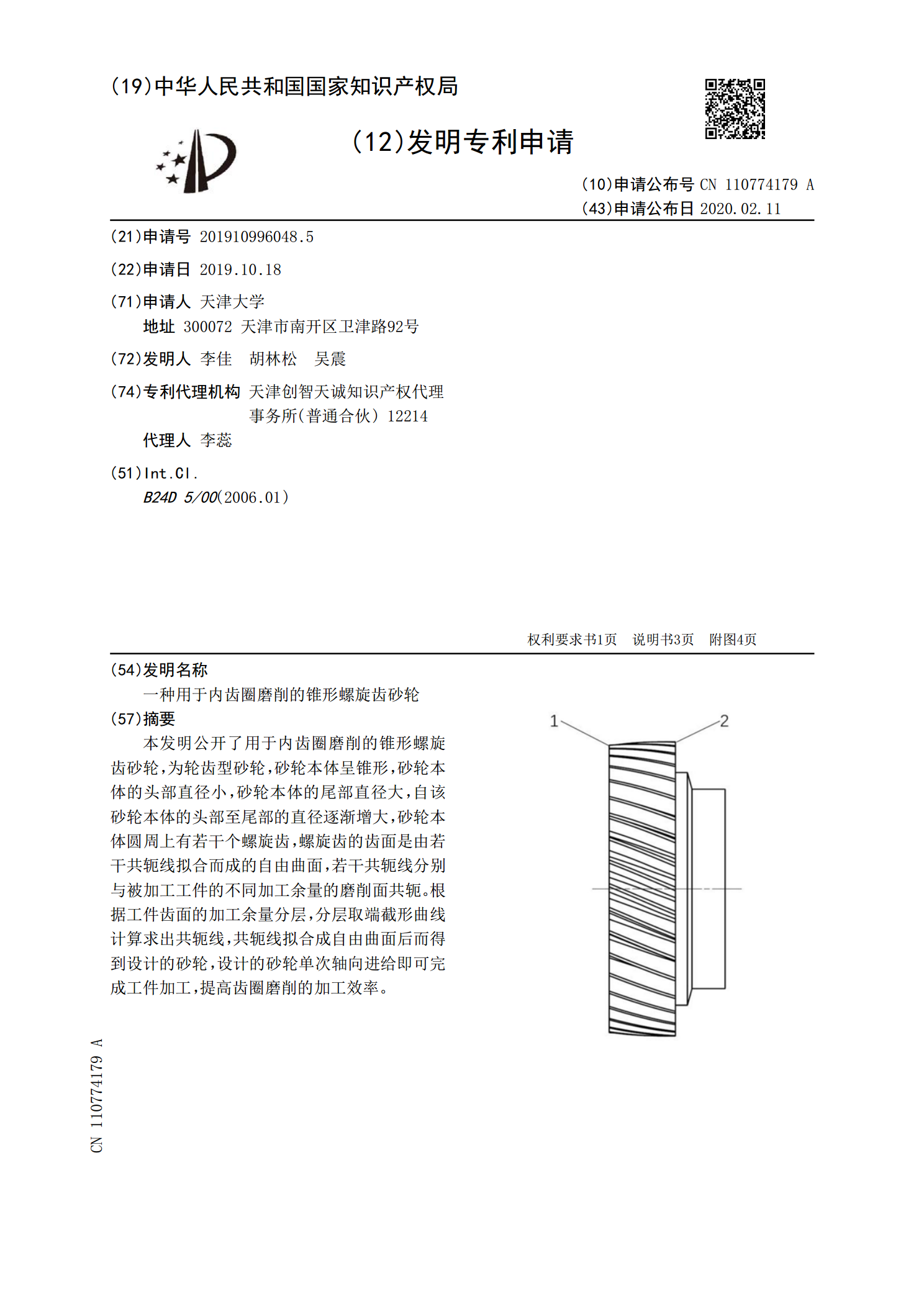
本发明公开了用于内齿圈磨削的锥形螺旋齿砂轮,为轮齿型砂轮,砂轮本体呈锥形,砂轮本体的头部直径小,砂轮本体的尾部直径大,自该砂轮本体的头部至尾部的直径逐渐增大,砂轮本体圆周上有若干个螺旋齿,螺旋齿的齿面是由若干共轭线拟合而成的自由曲面,若干共轭线分别与被加工工件的不同加工余量的磨削面共轭。根据工件齿面的加工余量分层,分层取端截形曲线计算求出共轭线,共轭线拟合成自由曲面后而得到设计的砂轮,设计的砂轮单次轴向进给即可完成工件加工,提高齿圈磨削的加工效率。