
一种用于内齿圈磨削的锥形螺旋齿砂轮.pdf

宜欣****外呢


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于内齿圈磨削的锥形螺旋齿砂轮.pdf
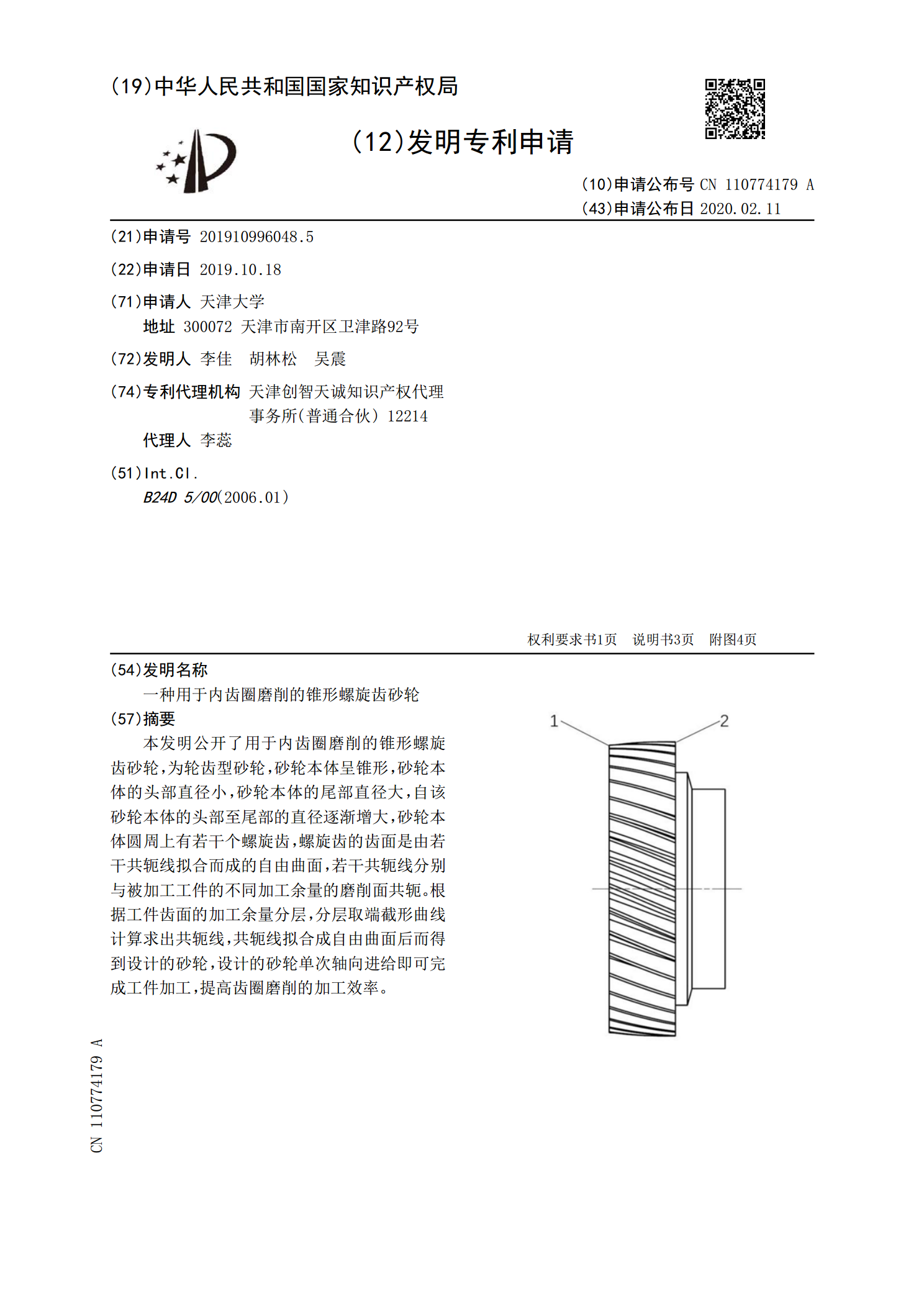
本发明公开了用于内齿圈磨削的锥形螺旋齿砂轮,为轮齿型砂轮,砂轮本体呈锥形,砂轮本体的头部直径小,砂轮本体的尾部直径大,自该砂轮本体的头部至尾部的直径逐渐增大,砂轮本体圆周上有若干个螺旋齿,螺旋齿的齿面是由若干共轭线拟合而成的自由曲面,若干共轭线分别与被加工工件的不同加工余量的磨削面共轭。根据工件齿面的加工余量分层,分层取端截形曲线计算求出共轭线,共轭线拟合成自由曲面后而得到设计的砂轮,设计的砂轮单次轴向进给即可完成工件加工,提高齿圈磨削的加工效率。

内齿圈锥形螺旋齿砂轮磨齿方法.pdf
本发明公开了一种内齿圈锥形螺旋齿砂轮磨齿方法,砂轮和工件以轴交角Σ和中心距a安装,砂轮与工件同步旋转,沿工件轴线方向有进给运动,加工时,在砂轮前部一个齿的齿面与工件的一个齿槽接触,砂轮齿面与工件齿面在接触部位产生相对运动,砂轮去除工件上的余量材料;砂轮和工件转过一定角度,砂轮下一个齿和工件下一个齿槽开始接触,并去除余量材料;随着砂轮沿工件轴向进给,慢慢切入工件,砂轮中部齿面开始与工件接触;当砂轮尾部齿面与工件接触,砂轮整体参与磨削,当砂轮完全贯穿工件,加工完成;该内齿圈锥形螺旋齿砂轮磨齿方法不需要砂轮与工

一种螺旋内齿圈拉刀切削齿的磨削砂轮进刀控制方法.pdf
本发明一种螺旋内齿圈拉刀切削齿的磨削砂轮进刀控制方法,能够实现对刀的自动设置,切削齿位置的精确定位。其包括步骤1,建立螺旋内齿圈拉刀切削齿的定位模式;步骤2,在建立的定位模式基础上确定切削齿的位置相对于第一头第一齿的坐标位置;步骤3,对磨削砂轮的进刀进行控制;从对刀点开始,根据由步骤2确定当前切削齿的坐标位置,完成当前切削齿的加工;然后沿着齿槽螺旋轨迹向后移动一个齿的位置,至到当前齿槽中的所有切削齿完成加工;砂轮按照螺旋容屑槽的旋转方向,切换到相邻的齿槽,完成当前容屑槽的加工;砂轮按照螺旋容屑槽的旋转方向
一种螺旋内齿圈拉刀精切段切削齿的磨削加工方法.pdf
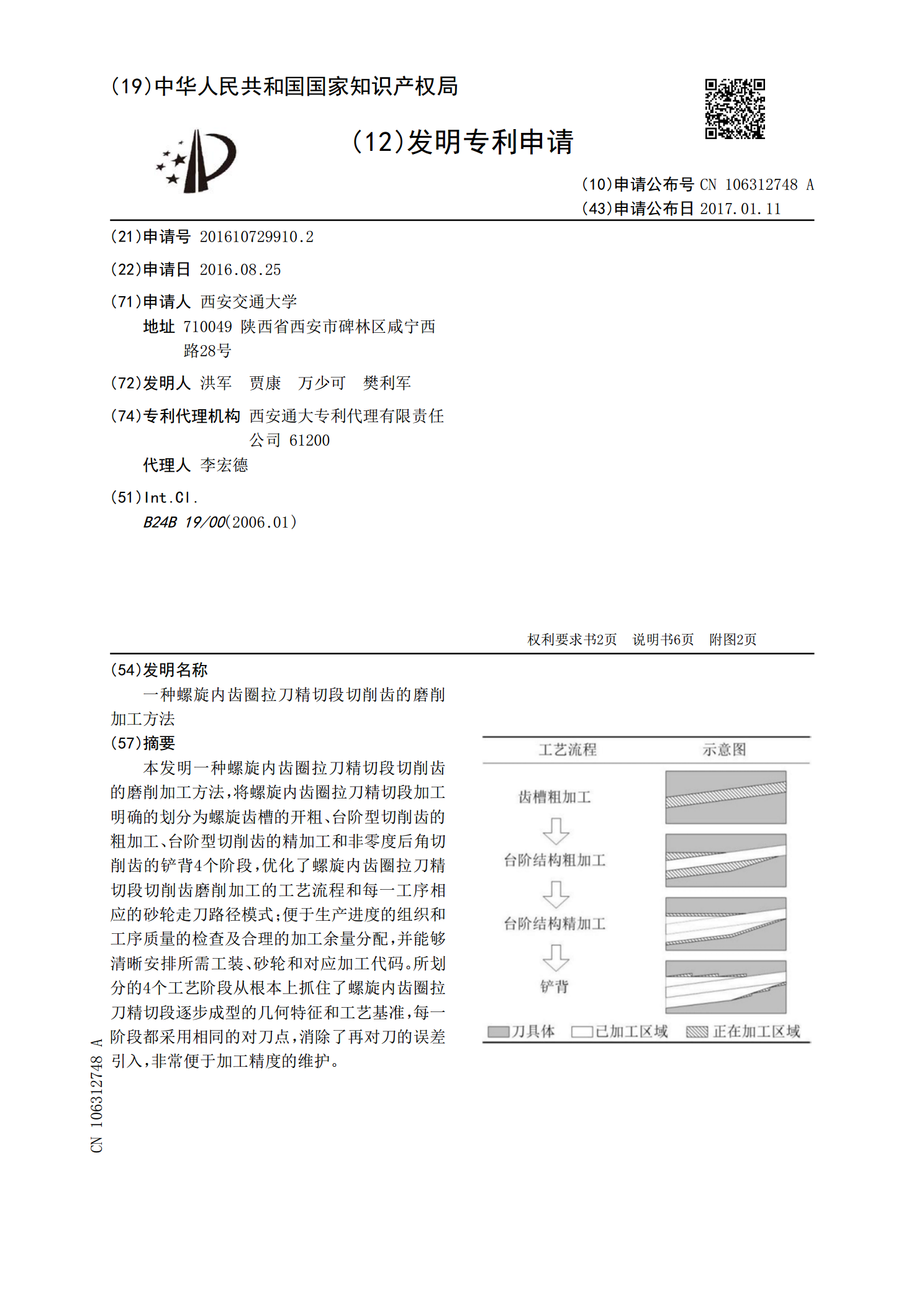
本发明一种螺旋内齿圈拉刀精切段切削齿的磨削加工方法,将螺旋内齿圈拉刀精切段加工明确的划分为螺旋齿槽的开粗、台阶型切削齿的粗加工、台阶型切削齿的精加工和非零度后角切削齿的铲背4个阶段,优化了螺旋内齿圈拉刀精切段切削齿磨削加工的工艺流程和每一工序相应的砂轮走刀路径模式;便于生产进度的组织和工序质量的检查及合理的加工余量分配,并能够清晰安排所需工装、砂轮和对应加工代码。所划分的4个工艺阶段从根本上抓住了螺旋内齿圈拉刀精切段逐步成型的几何特征和工艺基准,每一阶段都采用相同的对刀点,消除了再对刀的误差引入,非常便于
一种螺旋内齿圈拉刀粗切段切削齿的磨削加工方法.pdf
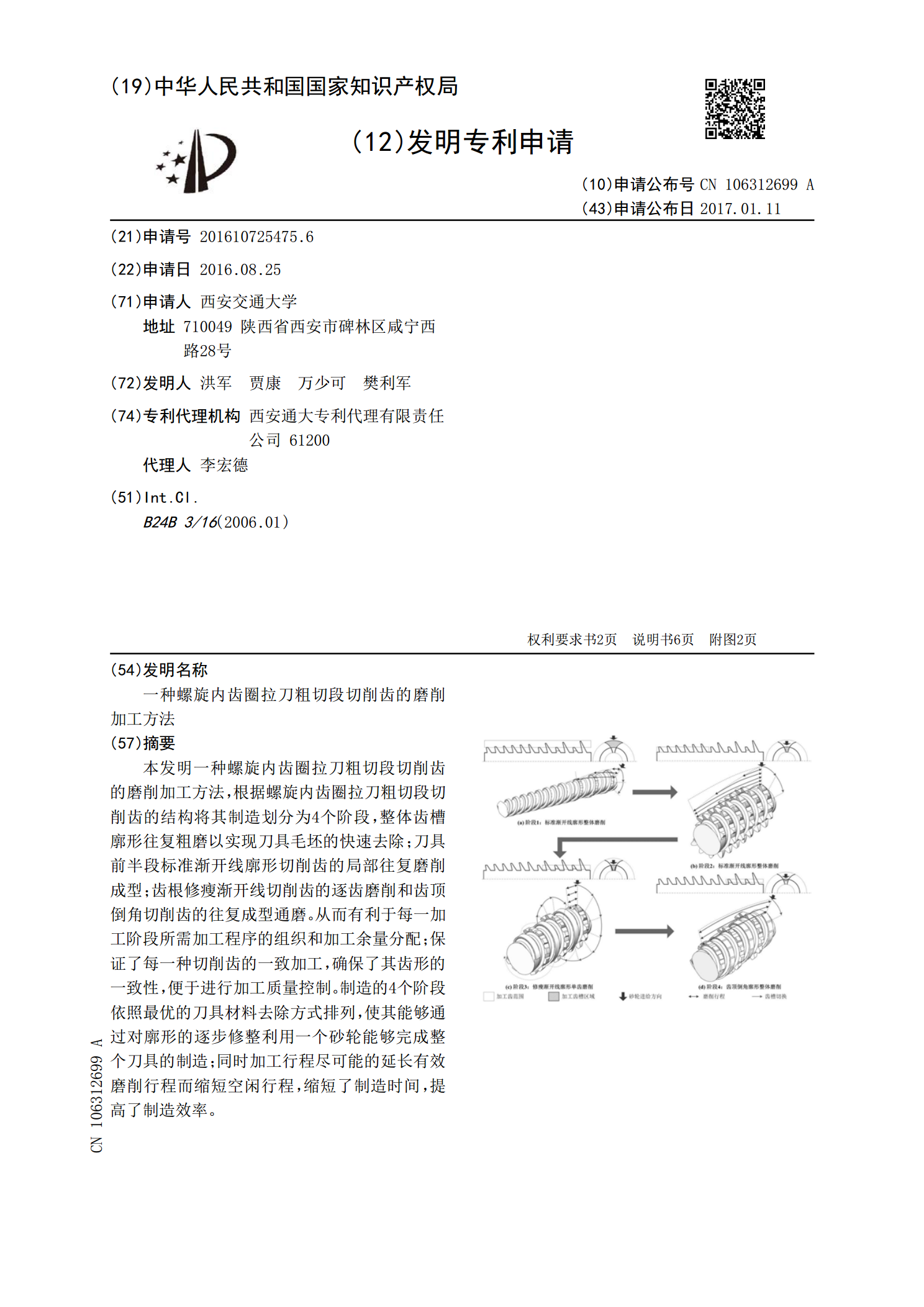
本发明一种螺旋内齿圈拉刀粗切段切削齿的磨削加工方法,根据螺旋内齿圈拉刀粗切段切削齿的结构将其制造划分为4个阶段,整体齿槽廓形往复粗磨以实现刀具毛坯的快速去除;刀具前半段标准渐开线廓形切削齿的局部往复磨削成型;齿根修瘦渐开线切削齿的逐齿磨削和齿顶倒角切削齿的往复成型通磨。从而有利于每一加工阶段所需加工程序的组织和加工余量分配;保证了每一种切削齿的一致加工,确保了其齿形的一致性,便于进行加工质量控制。制造的4个阶段依照最优的刀具材料去除方式排列,使其能够通过对廓形的逐步修整利用一个砂轮能够完成整个刀具的制造;