
一种轮毂铸造毛坯的定位装置.pdf

纪阳****公主


1/6

2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轮毂铸造毛坯的定位装置.pdf
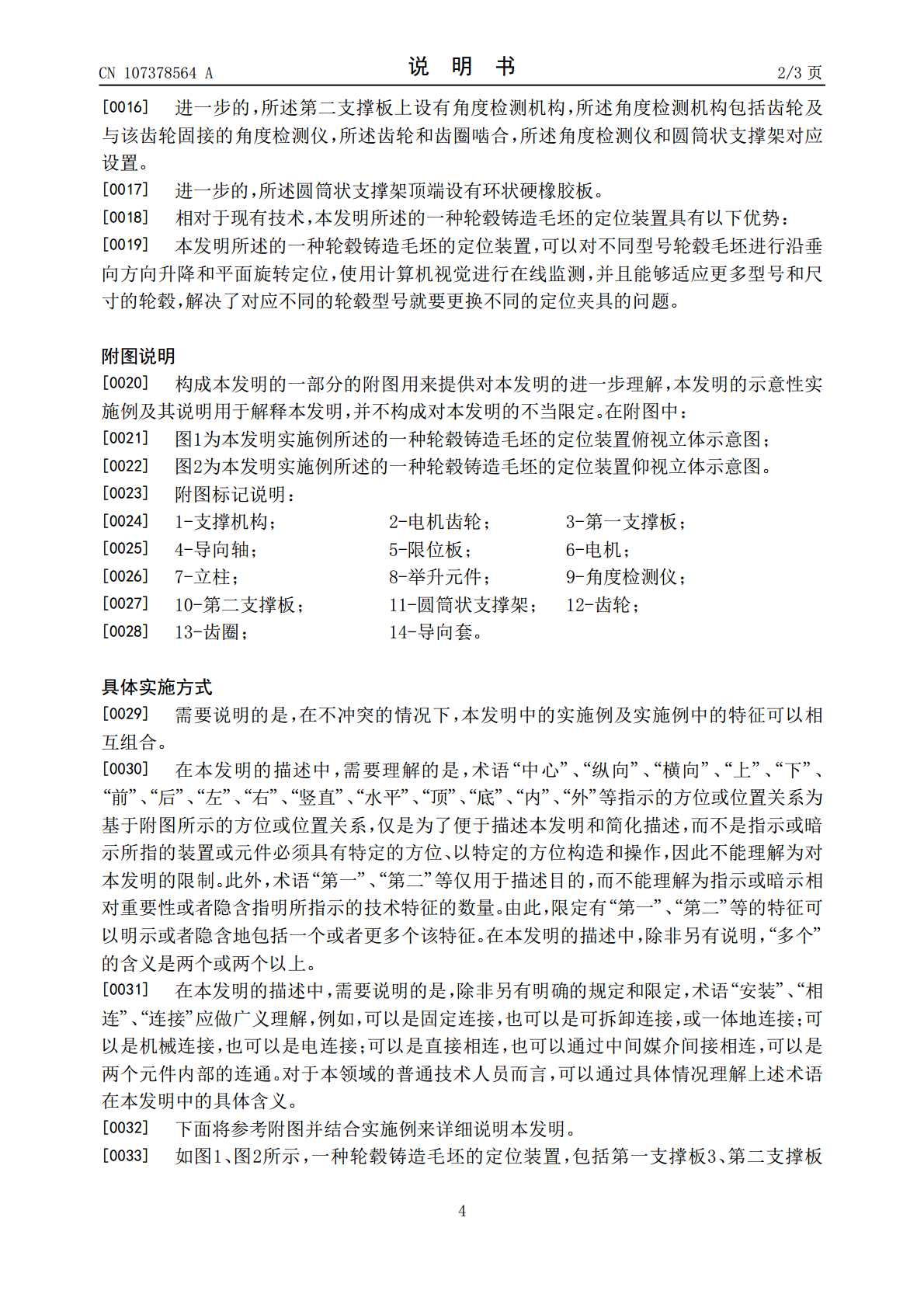
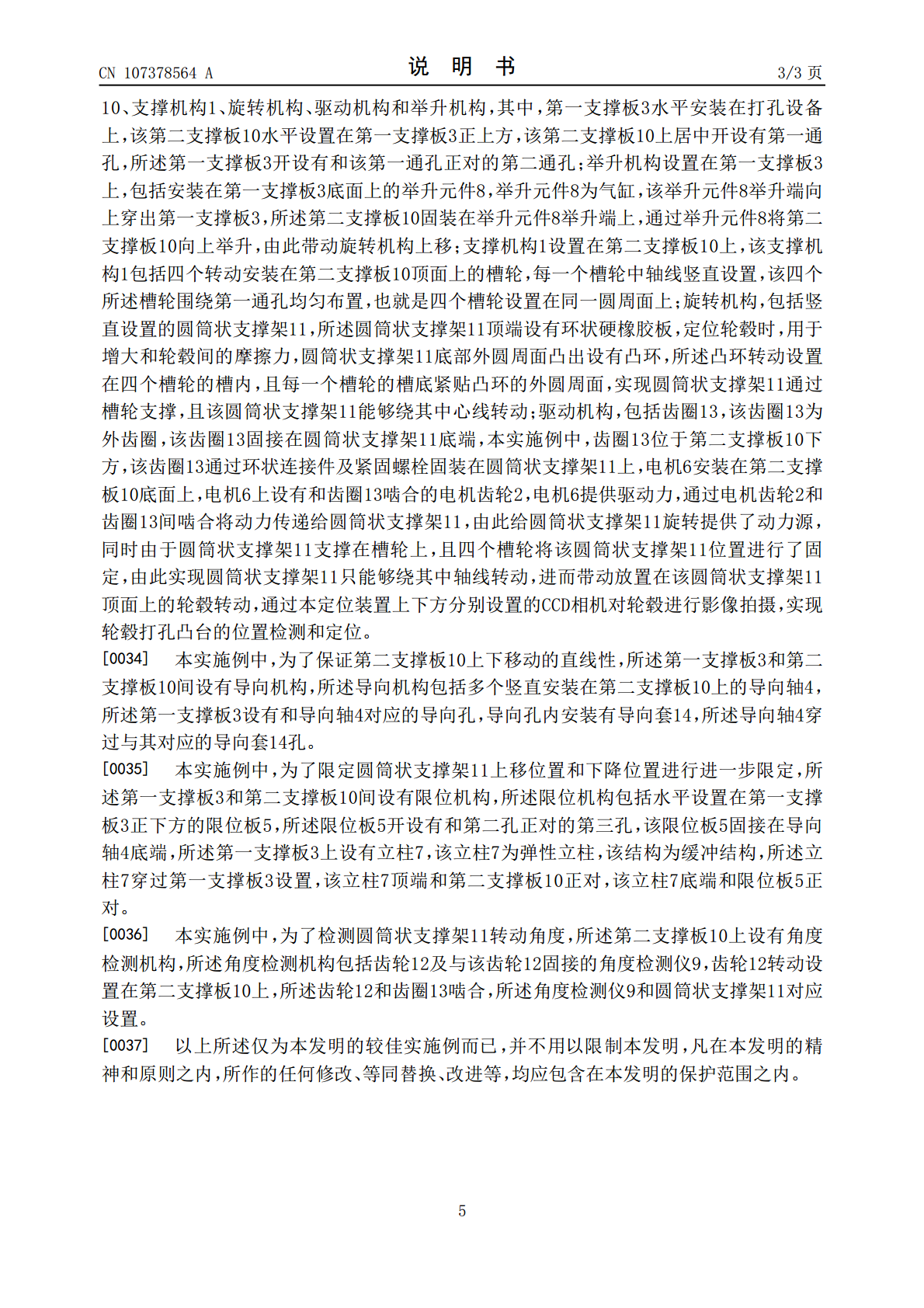
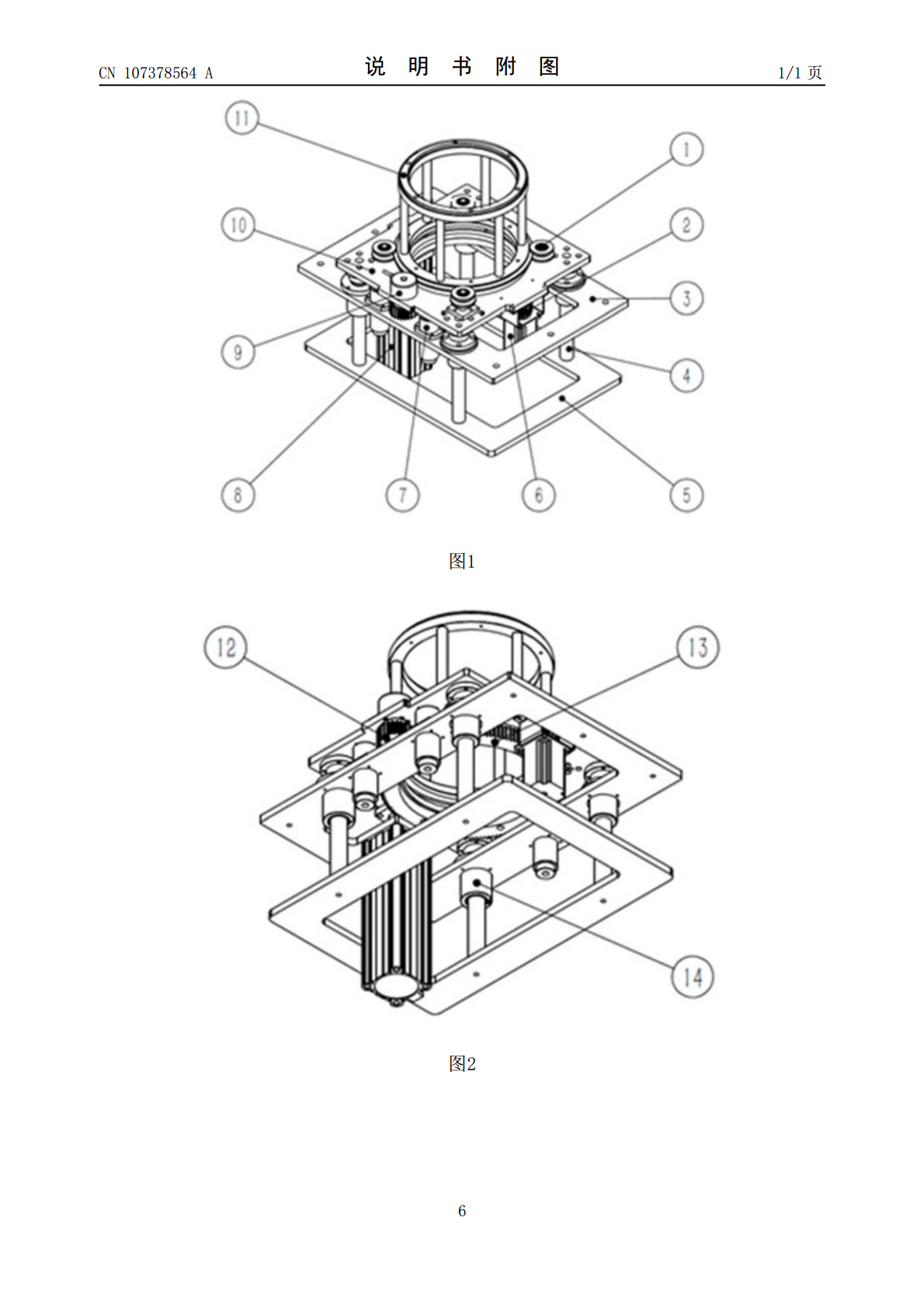
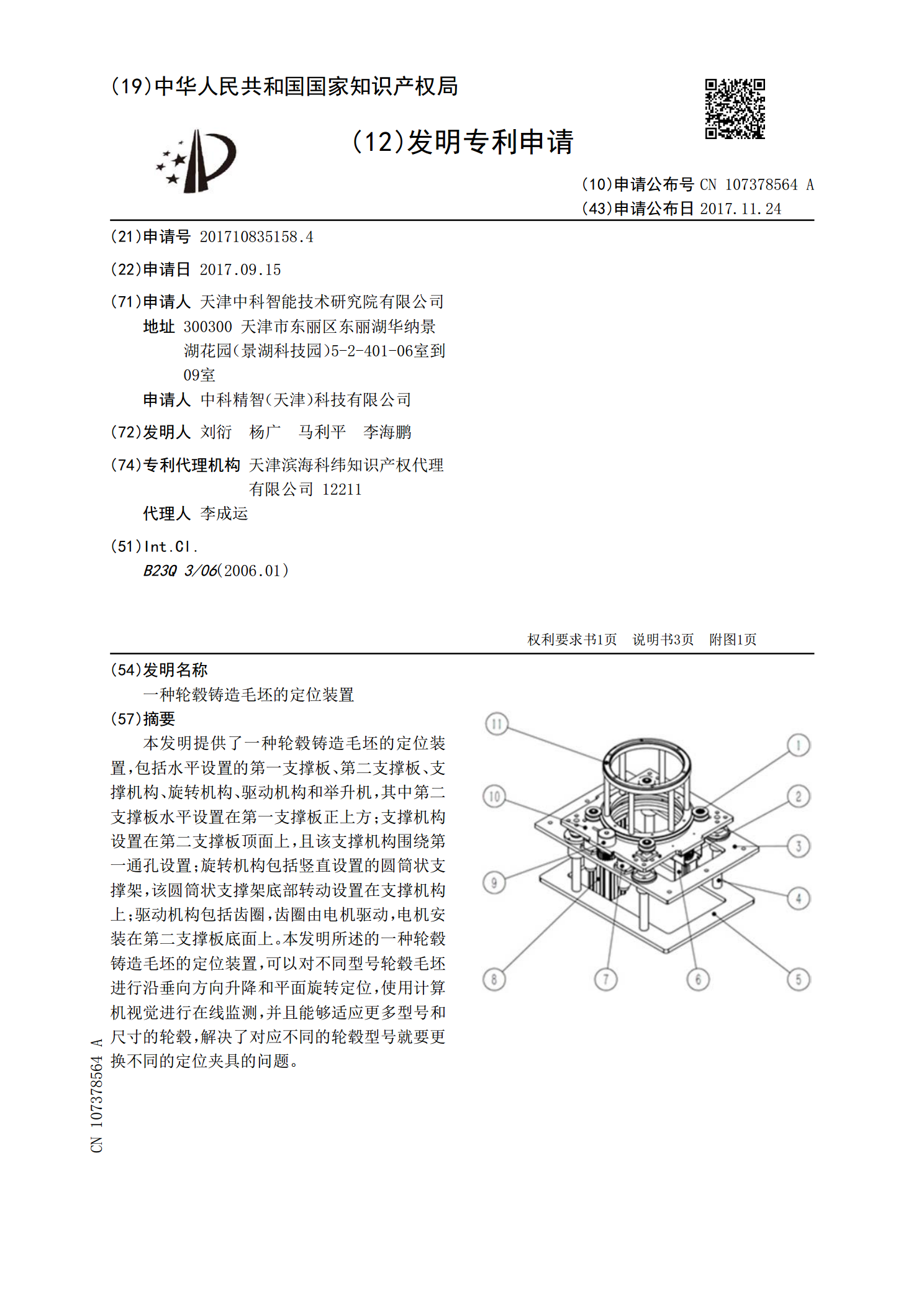
本发明提供了一种轮毂铸造毛坯的定位装置,包括水平设置的第一支撑板、第二支撑板、支撑机构、旋转机构、驱动机构和举升机,其中第二支撑板水平设置在第一支撑板正上方;支撑机构设置在第二支撑板顶面上,且该支撑机构围绕第一通孔设置;旋转机构包括竖直设置的圆筒状支撑架,该圆筒状支撑架底部转动设置在支撑机构上;驱动机构包括齿圈,齿圈由电机驱动,电机安装在第二支撑板底面上。本发明所述的一种轮毂铸造毛坯的定位装置,可以对不同型号轮毂毛坯进行沿垂向方向升降和平面旋转定位,使用计算机视觉进行在线监测,并且能够适应更多型号和尺寸的

一种轮毂铸造毛坯气门芯打孔的精定位装置.pdf
本发明提供了一种轮毂铸造毛坯气门芯打孔的精定位装置,包括支撑架、夹爪气缸、支撑元件、竖直设置的转轴及控制转轴转动的电机,所述转轴转动设置在支撑架上,支撑元件固装在转轴顶部,所述夹爪气缸固装在支撑元件上,该夹爪气缸的两个夹爪同水平面设置,每一个夹爪上固设有一内撑支架,每一个内撑支架设有两个滚轮,四个滚轮位于同一水平面,且该四个滚轮呈矩形分布,该矩形中心位于转轴轴心上。本发明所述的一种轮毂铸造毛坯气门芯打孔的精定位装置中,采用此精定位装置可以使设备能够适应更多型号和尺寸的轮毂且速度更快,更准确,省却人工定位打
轮毂毛坯的铸造方法和轮毂毛坯.pdf
本发明提供了一种轮毂毛坯的铸造方法和轮毂毛坯,包括:将铝锰合金添加到液态铝中,以得到待铸造的液态合金;将待铸造的液态合金在第一温度下保温第一时长;通过待铸造的液态合金铸造轮毂毛坯;其中,铝锰合金中的锰金属与待铸造的液态合金的质量比为0.02%‑0.11%。进而使得在待铸造的液态合金中锰金属的质量比为0.02%‑0.11%,使得通过待铸造的液态合金制造出的轮毂,可以有效地提升轮毂辐条性能。
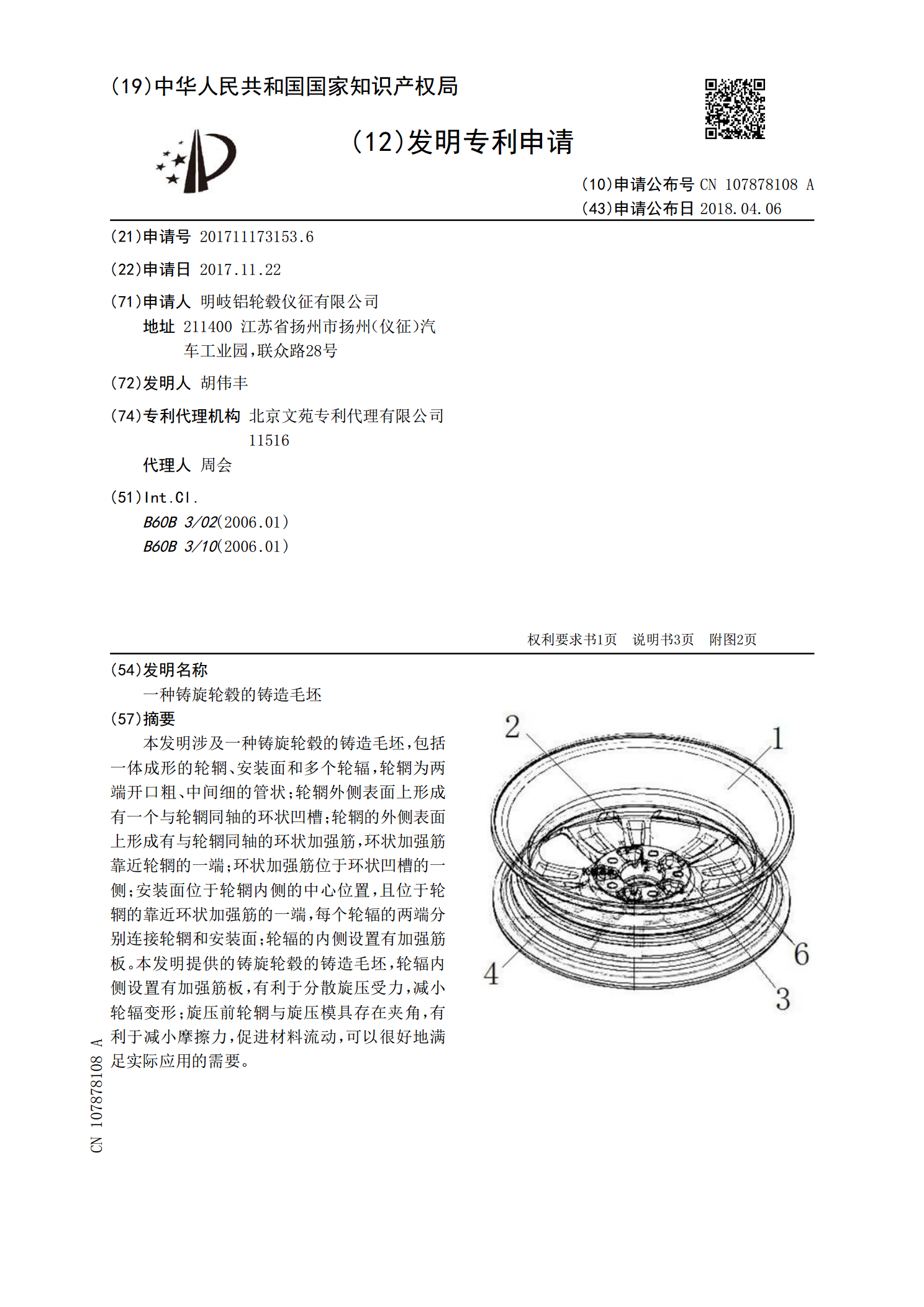
一种铸旋轮毂的铸造毛坯.pdf
本发明涉及一种铸旋轮毂的铸造毛坯,包括一体成形的轮辋、安装面和多个轮辐,轮辋为两端开口粗、中间细的管状;轮辋外侧表面上形成有一个与轮辋同轴的环状凹槽;轮辋的外侧表面上形成有与轮辋同轴的环状加强筋,环状加强筋靠近轮辋的一端;环状加强筋位于环状凹槽的一侧;安装面位于轮辋内侧的中心位置,且位于轮辋的靠近环状加强筋的一端,每个轮辐的两端分别连接轮辋和安装面;轮辐的内侧设置有加强筋板。本发明提供的铸旋轮毂的铸造毛坯,轮辐内侧设置有加强筋板,有利于分散旋压受力,减小轮辐变形;旋压前轮辋与旋压模具存在夹角,有利于减小摩
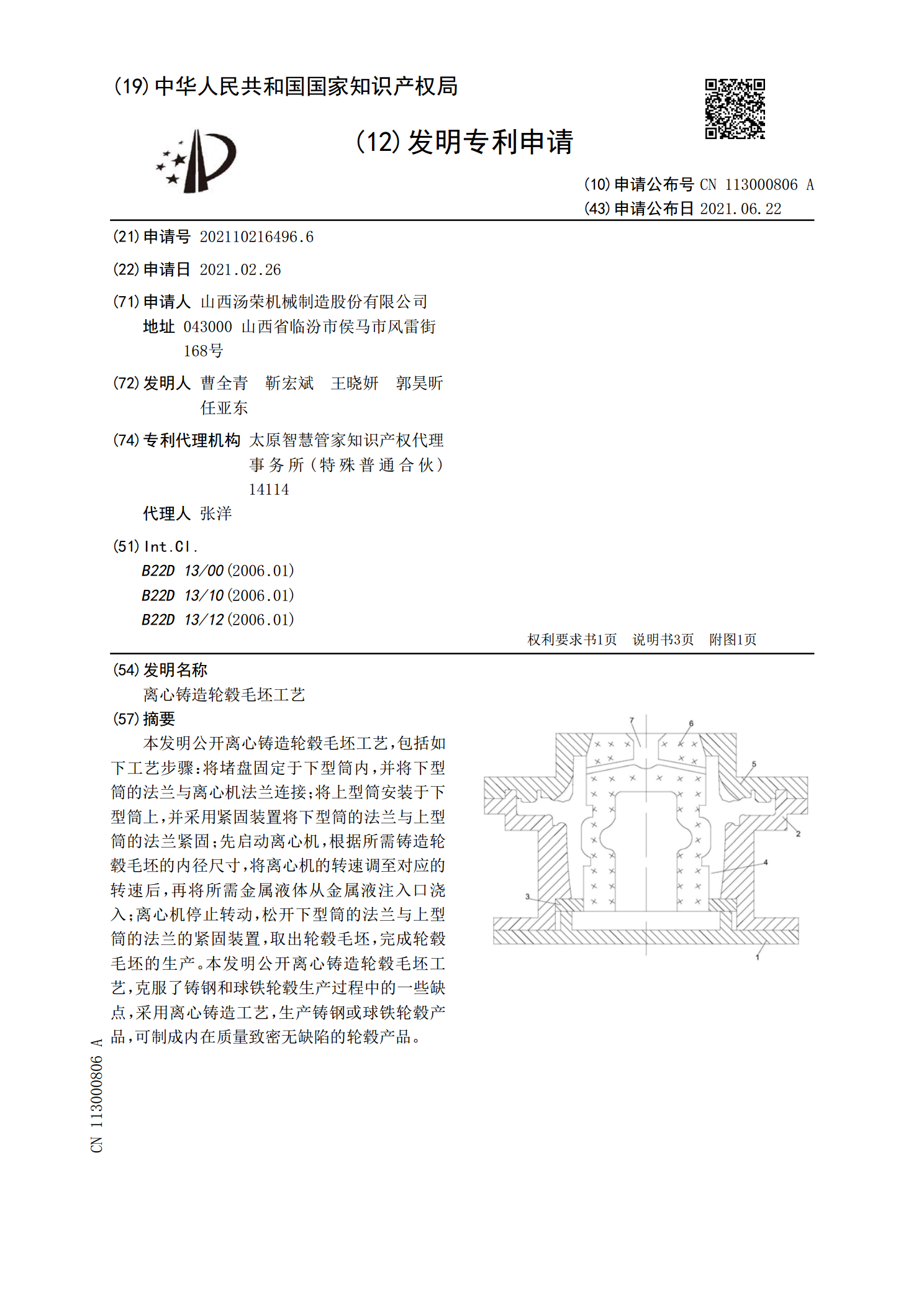
离心铸造轮毂毛坯工艺.pdf
本发明公开离心铸造轮毂毛坯工艺,包括如下工艺步骤:将堵盘固定于下型筒内,并将下型筒的法兰与离心机法兰连接;将上型筒安装于下型筒上,并采用紧固装置将下型筒的法兰与上型筒的法兰紧固;先启动离心机,根据所需铸造轮毂毛坯的内径尺寸,将离心机的转速调至对应的转速后,再将所需金属液体从金属液注入口浇入;离心机停止转动,松开下型筒的法兰与上型筒的法兰的紧固装置,取出轮毂毛坯,完成轮毂毛坯的生产。本发明公开离心铸造轮毂毛坯工艺,克服了铸钢和球铁轮毂生产过程中的一些缺点,采用离心铸造工艺,生产铸钢或球铁轮毂产品,可制成内在