
铸件淬火装置的工作方法.pdf

一吃****春艳


1/7
2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铸件淬火装置的工作方法.pdf
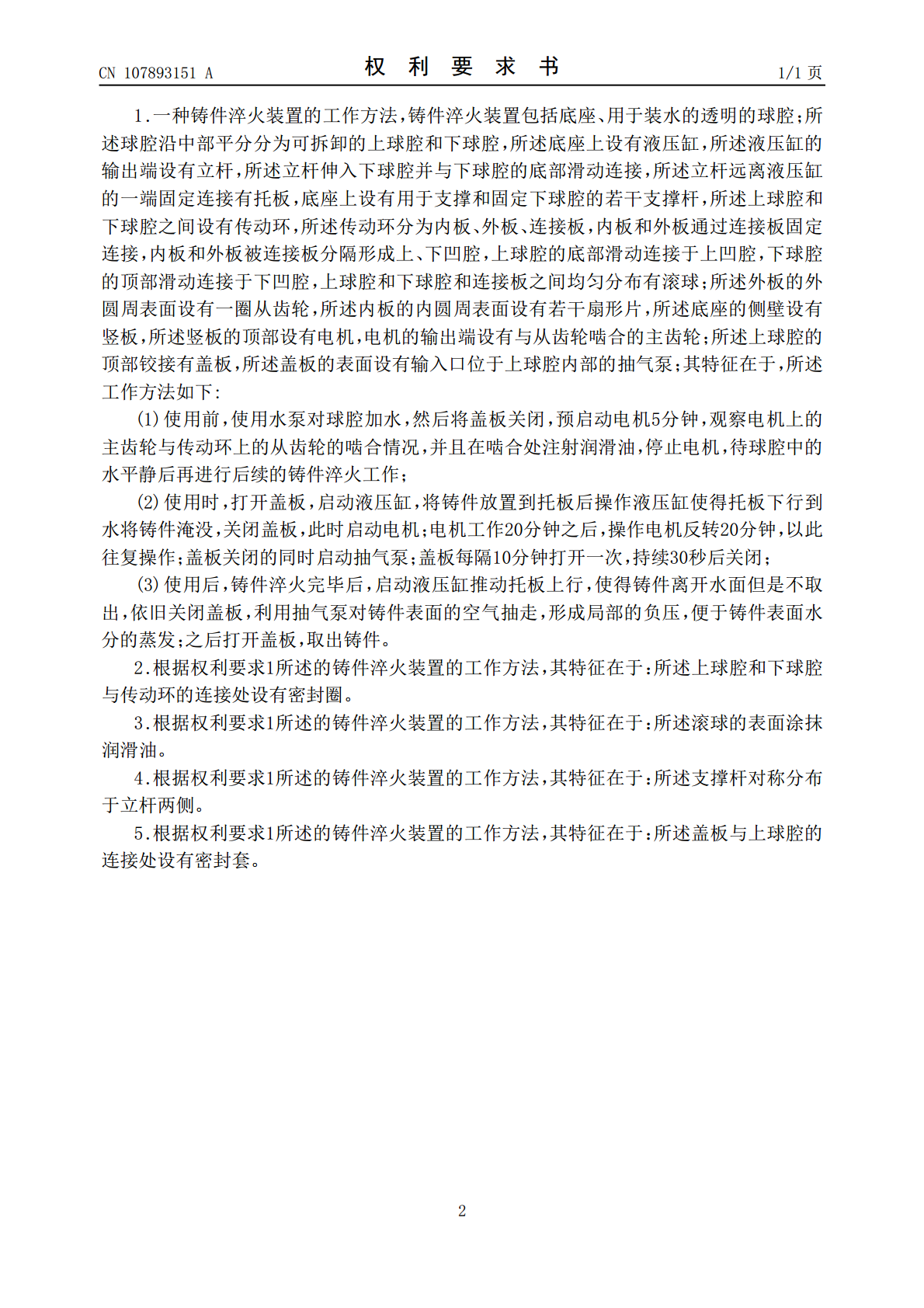
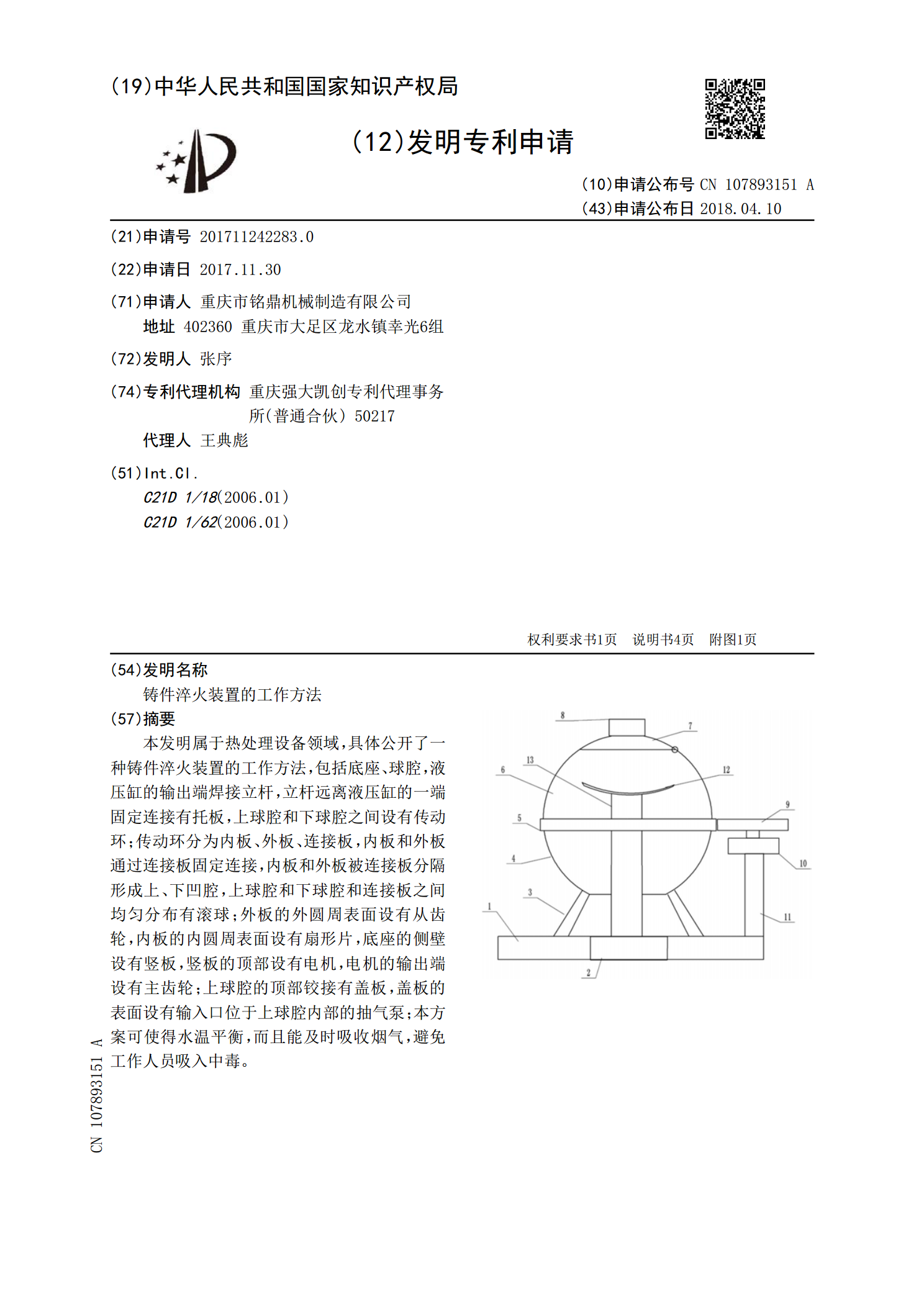
本发明属于热处理设备领域,具体公开了一种铸件淬火装置的工作方法,包括底座、球腔,液压缸的输出端焊接立杆,立杆远离液压缸的一端固定连接有托板,上球腔和下球腔之间设有传动环;传动环分为内板、外板、连接板,内板和外板通过连接板固定连接,内板和外板被连接板分隔形成上、下凹腔,上球腔和下球腔和连接板之间均匀分布有滚球;外板的外圆周表面设有从齿轮,内板的内圆周表面设有扇形片,底座的侧壁设有竖板,竖板的顶部设有电机,电机的输出端设有主齿轮;上球腔的顶部铰接有盖板,盖板的表面设有输入口位于上球腔内部的抽气泵;本方案可使得
铸件淬火装置.pdf
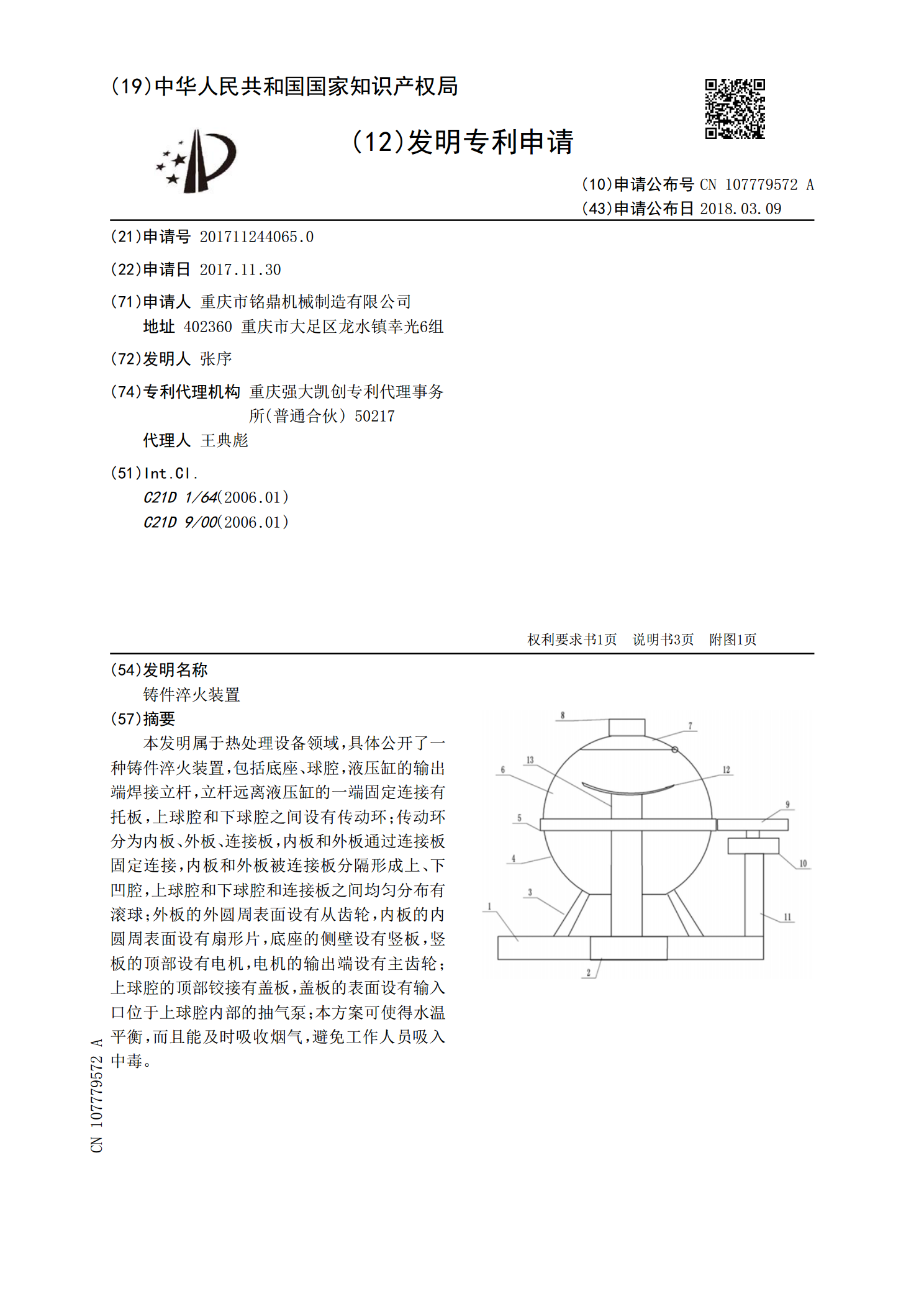
本发明属于热处理设备领域,具体公开了一种铸件淬火装置,包括底座、球腔,液压缸的输出端焊接立杆,立杆远离液压缸的一端固定连接有托板,上球腔和下球腔之间设有传动环;传动环分为内板、外板、连接板,内板和外板通过连接板固定连接,内板和外板被连接板分隔形成上、下凹腔,上球腔和下球腔和连接板之间均匀分布有滚球;外板的外圆周表面设有从齿轮,内板的内圆周表面设有扇形片,底座的侧壁设有竖板,竖板的顶部设有电机,电机的输出端设有主齿轮;上球腔的顶部铰接有盖板,盖板的表面设有输入口位于上球腔内部的抽气泵;本方案可使得水温平衡,
一种铸件加工用淬火装置.pdf
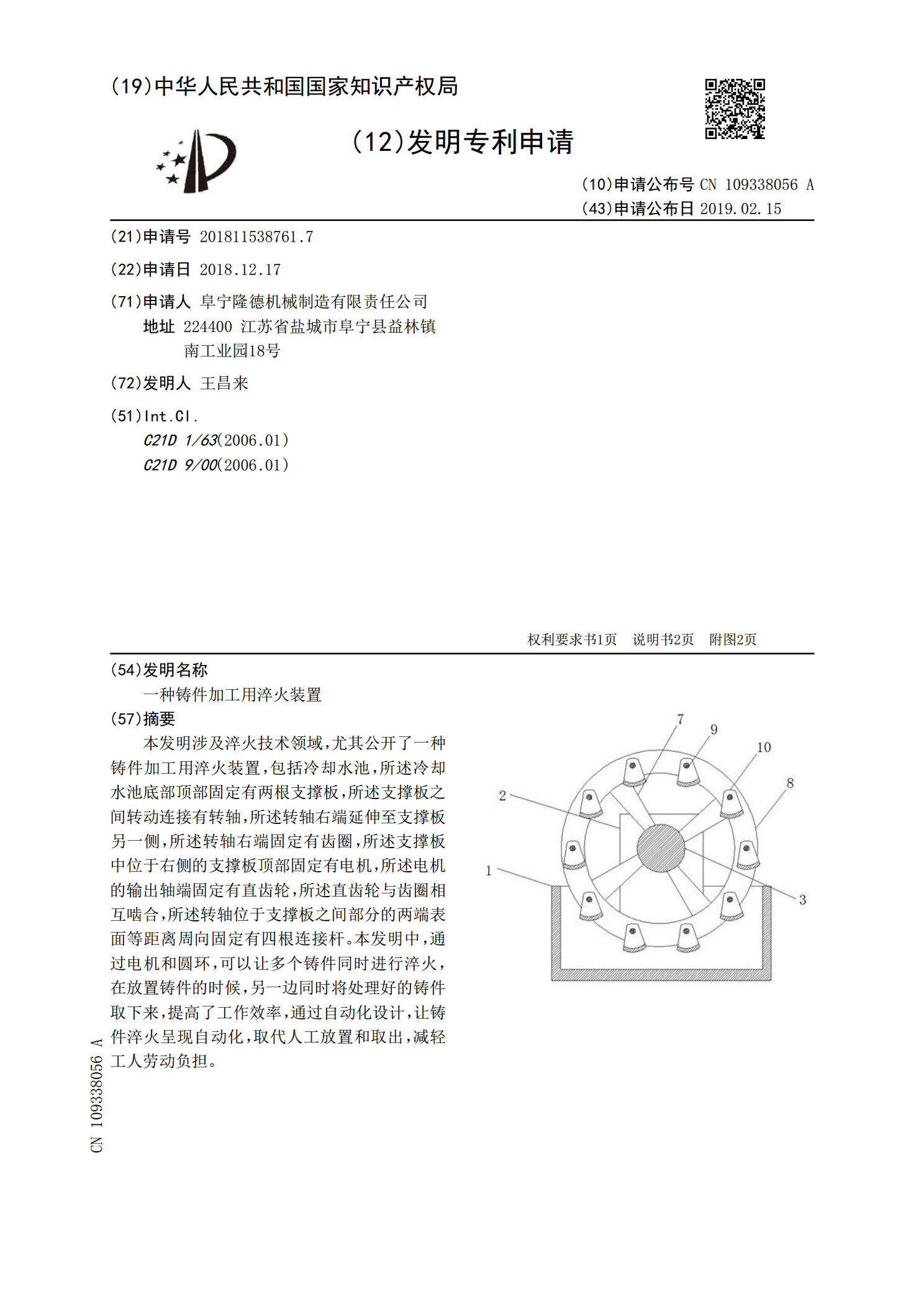
本发明涉及淬火技术领域,尤其公开了一种铸件加工用淬火装置,包括冷却水池,所述冷却水池底部顶部固定有两根支撑板,所述支撑板之间转动连接有转轴,所述转轴右端延伸至支撑板另一侧,所述转轴右端固定有齿圈,所述支撑板中位于右侧的支撑板顶部固定有电机,所述电机的输出轴端固定有直齿轮,所述直齿轮与齿圈相互啮合,所述转轴位于支撑板之间部分的两端表面等距离周向固定有四根连接杆。本发明中,通过电机和圆环,可以让多个铸件同时进行淬火,在放置铸件的时候,另一边同时将处理好的铸件取下来,提高了工作效率,通过自动化设计,让铸件淬火呈
一种机械铸件加工用淬火装置.pdf
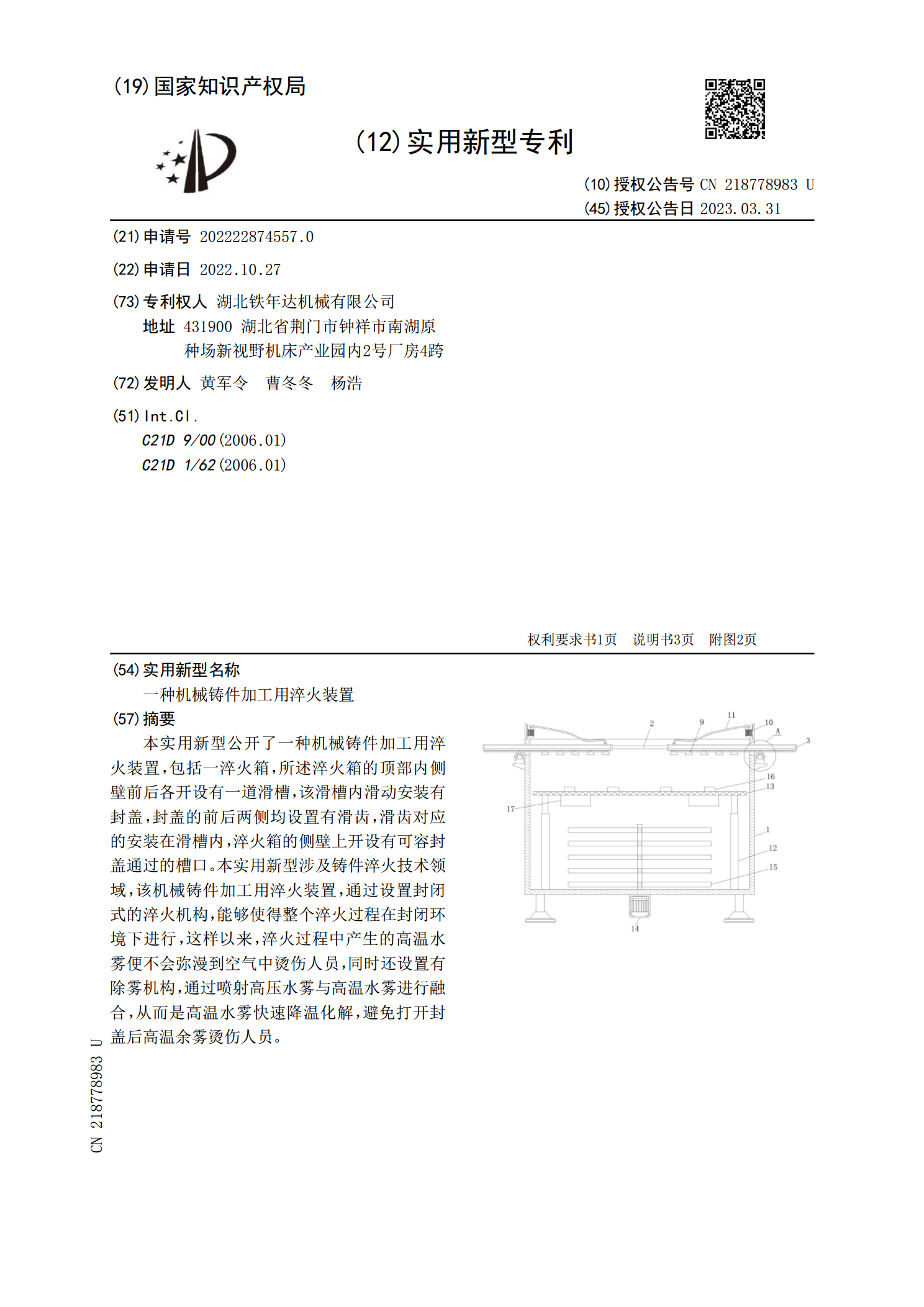
本实用新型公开了一种机械铸件加工用淬火装置,包括一淬火箱,所述淬火箱的顶部内侧壁前后各开设有一道滑槽,该滑槽内滑动安装有封盖,封盖的前后两侧均设置有滑齿,滑齿对应的安装在滑槽内,淬火箱的侧壁上开设有可容封盖通过的槽口。本实用新型涉及铸件淬火技术领域,该机械铸件加工用淬火装置,通过设置封闭式的淬火机构,能够使得整个淬火过程在封闭环境下进行,这样以来,淬火过程中产生的高温水雾便不会弥漫到空气中烫伤人员,同时还设置有除雾机构,通过喷射高压水雾与高温水雾进行融合,从而是高温水雾快速降温化解,避免打开封盖后高温余雾
一种铝铸件在线风冷淬火装置.pdf
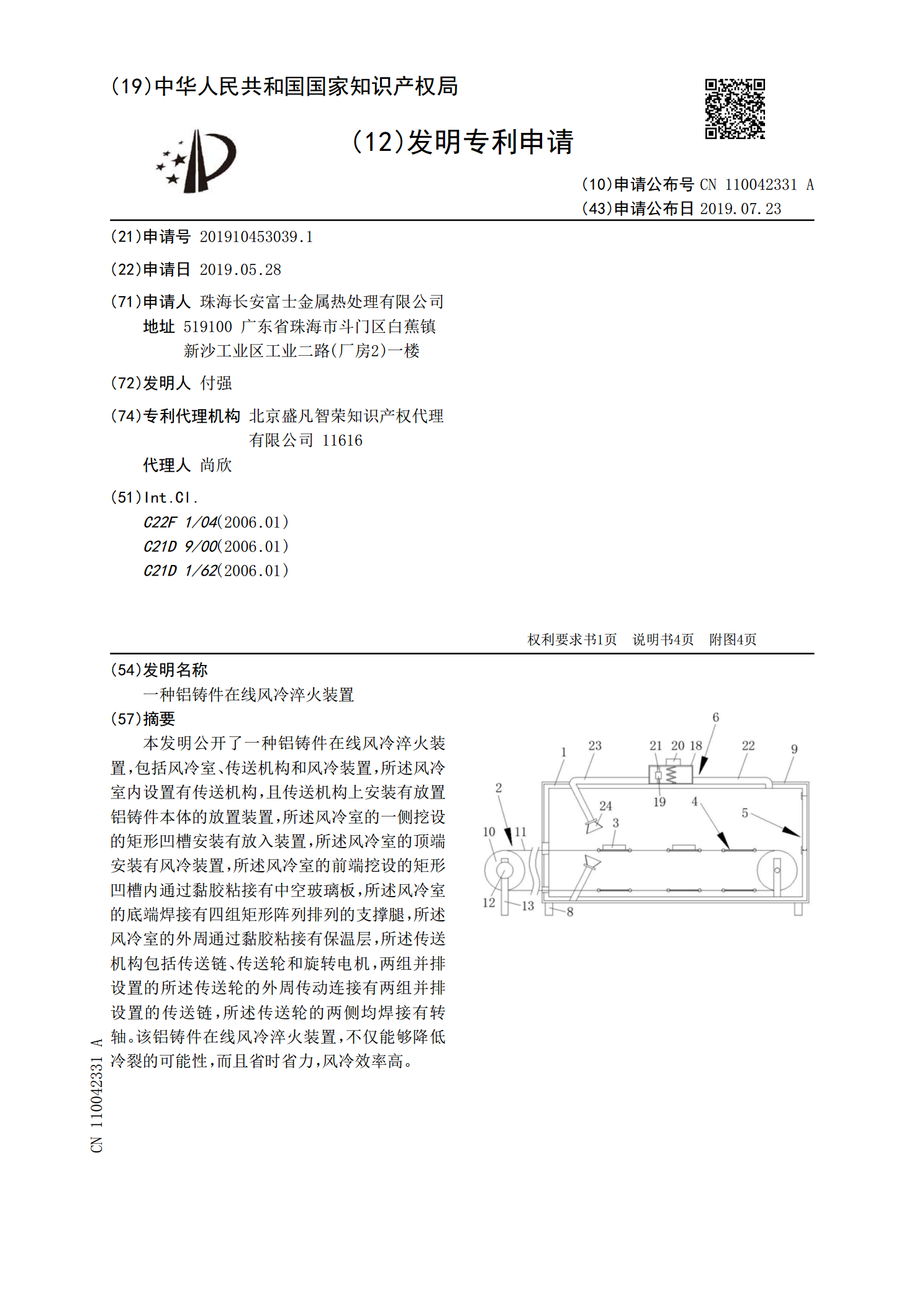
本发明公开了一种铝铸件在线风冷淬火装置,包括风冷室、传送机构和风冷装置,所述风冷室内设置有传送机构,且传送机构上安装有放置铝铸件本体的放置装置,所述风冷室的一侧挖设的矩形凹槽安装有放入装置,所述风冷室的顶端安装有风冷装置,所述风冷室的前端挖设的矩形凹槽内通过黏胶粘接有中空玻璃板,所述风冷室的底端焊接有四组矩形阵列排列的支撑腿,所述风冷室的外周通过黏胶粘接有保温层,所述传送机构包括传送链、传送轮和旋转电机,两组并排设置的所述传送轮的外周传动连接有两组并排设置的传送链,所述传送轮的两侧均焊接有转轴。该铝铸件在