
一种超细纤维的制备装置.pdf

茂学****23

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种超细纤维的制备装置.pdf
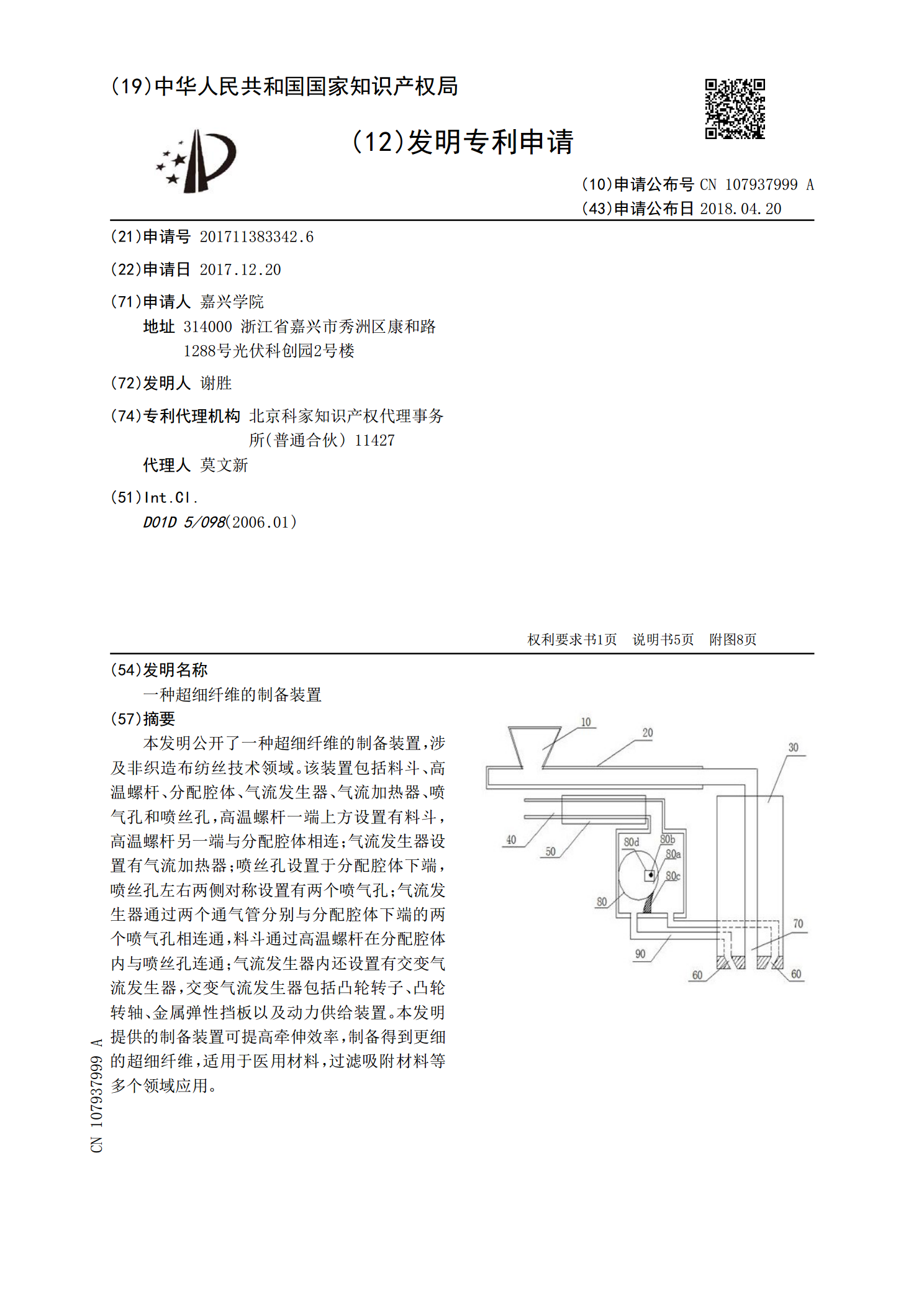
本发明公开了一种超细纤维的制备装置,涉及非织造布纺丝技术领域。该装置包括料斗、高温螺杆、分配腔体、气流发生器、气流加热器、喷气孔和喷丝孔,高温螺杆一端上方设置有料斗,高温螺杆另一端与分配腔体相连;气流发生器设置有气流加热器;喷丝孔设置于分配腔体下端,喷丝孔左右两侧对称设置有两个喷气孔;气流发生器通过两个通气管分别与分配腔体下端的两个喷气孔相连通,料斗通过高温螺杆在分配腔体内与喷丝孔连通;气流发生器内还设置有交变气流发生器,交变气流发生器包括凸轮转子、凸轮转轴、金属弹性挡板以及动力供给装置。本发明提供的制备

一种超细玻璃纤维的制备方法.docx
一种超细玻璃纤维的制备方法超细玻璃纤维具有独特的物理、化学及力学特性,在现代科技、生产制造及航空航天等领域应用广泛。然而,传统的制备方法容易造成环境污染及资源浪费。因此,研究一种环保、高效的超细玻璃纤维制备方法具有重要意义。本文结合现有研究,探讨了一种新型超细玻璃纤维制备方法及其优势。该新型超细玻璃纤维制备方法主要采用极高温度下的拉伸成型技术。首先,选择高纯度的玻璃原料,并通过化学方法提纯。然后,将已经过处理的玻璃原料熔解后,在高温管道中进行拉伸成型,使其尺寸不断减小,直至达到设计要求的超细直径。最后,通

一种浓染超细纤维及其制备方法.pdf
本发明公开了一种浓染超细纤维及其制备方法,该浓染超细纤维是在海岛型复合结构纤维中采用100~130℃的碱溶液去除方式经去除海组份留下岛组份而得到,其中,海组分材料是碱溶性聚酯;岛组份材料是添加碱溶性聚酯的纤维级聚酯。该浓染超细纤维的制备方法是以碱溶性聚酯切片作为海组分材料,添加碱溶性聚酯切片的纤维级聚酯切片作为岛组份材料,通过海岛型复合纺丝制备浓染海岛纤维,经假捻加工成DTY后再经100~130℃的碱溶液去除海组份得到浓染超细纤维。本发明具有容易染色、染色浓度高、生产安全及不危害人体健康的特点。
一种超细玄武岩纤维超厚纤维毡的湿法成型装置.pdf
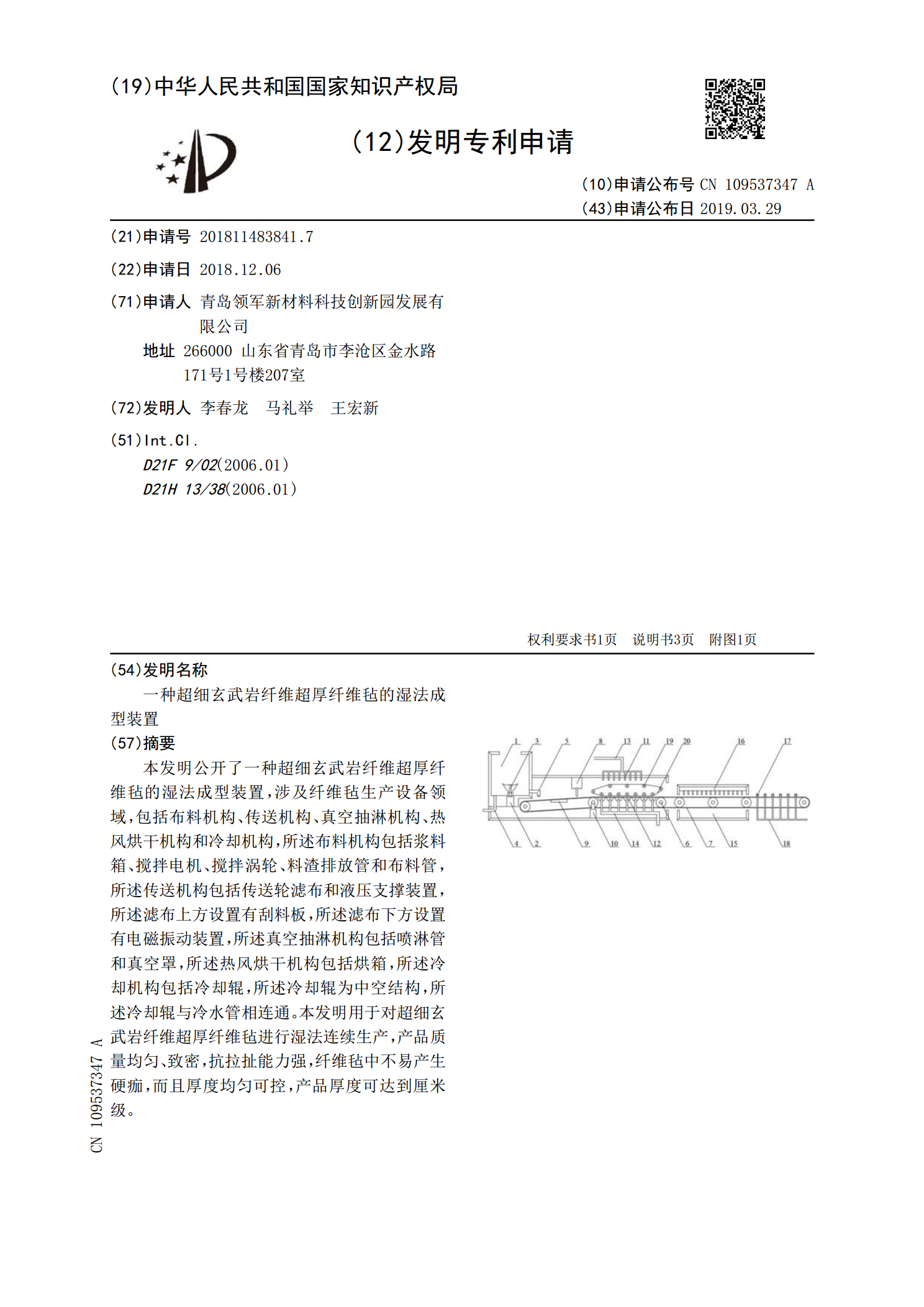
本发明公开了一种超细玄武岩纤维超厚纤维毡的湿法成型装置,涉及纤维毡生产设备领域,包括布料机构、传送机构、真空抽淋机构、热风烘干机构和冷却机构,所述布料机构包括浆料箱、搅拌电机、搅拌涡轮、料渣排放管和布料管,所述传送机构包括传送轮滤布和液压支撑装置,所述滤布上方设置有刮料板,所述滤布下方设置有电磁振动装置,所述真空抽淋机构包括喷淋管和真空罩,所述热风烘干机构包括烘箱,所述冷却机构包括冷却辊,所述冷却辊为中空结构,所述冷却辊与冷水管相连通。本发明用于对超细玄武岩纤维超厚纤维毡进行湿法连续生产,产品质量均匀、致
一种超细焊锡粉制备装置.pdf
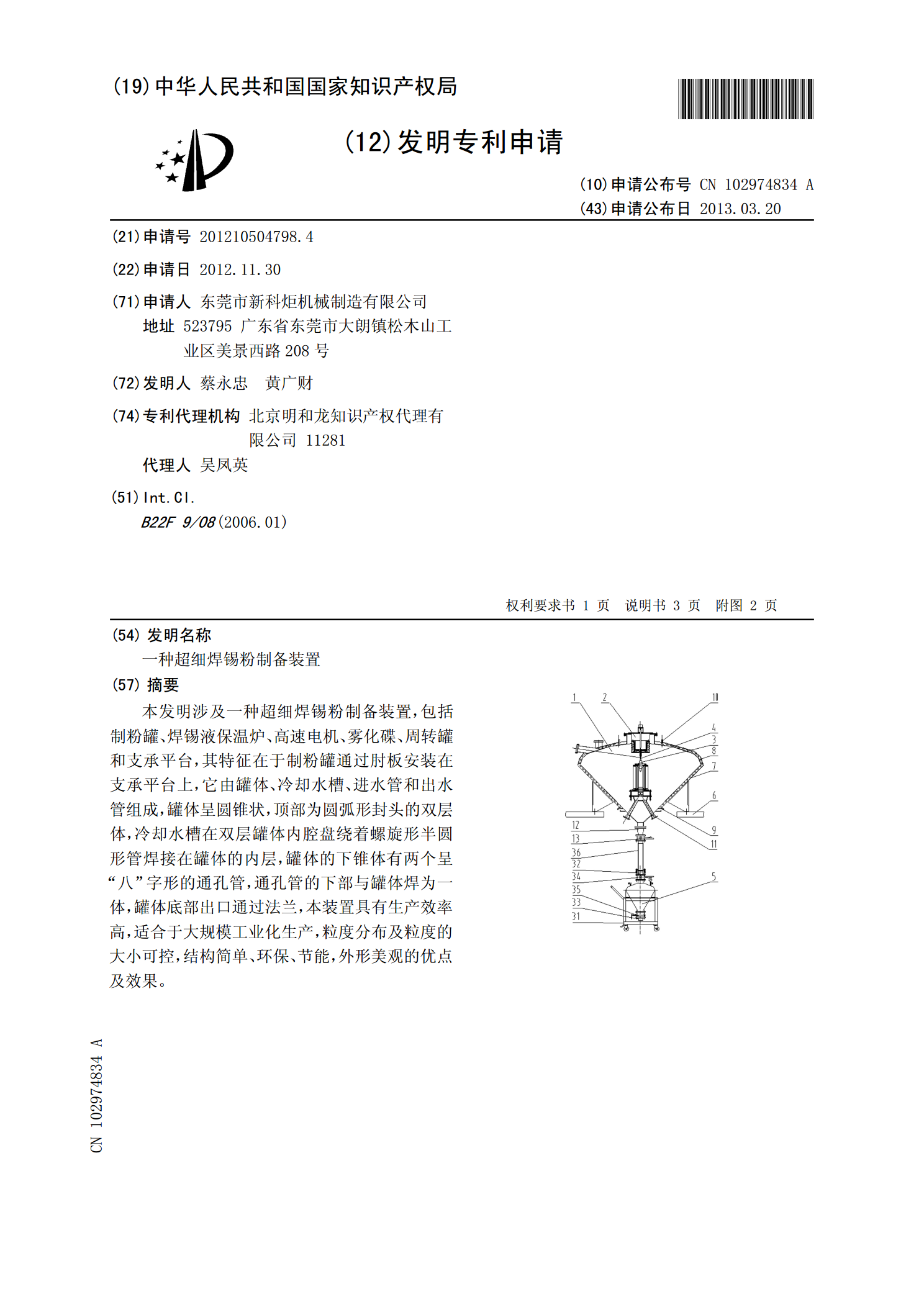
本发明涉及一种超细焊锡粉制备装置,包括制粉罐、焊锡液保温炉、高速电机、雾化碟、周转罐和支承平台,其特征在于制粉罐通过肘板安装在支承平台上,它由罐体、冷却水槽、进水管和出水管组成,罐体呈圆锥状,顶部为圆弧形封头的双层体,冷却水槽在双层罐体内腔盘绕着螺旋形半圆形管焊接在罐体的内层,罐体的下锥体有两个呈“八”字形的通孔管,通孔管的下部与罐体焊为一体,罐体底部出口通过法兰,本装置具有生产效率高,适合于大规模工业化生产,粒度分布及粒度的大小可控,结构简单、环保、节能,外形美观的优点及效果。