
一种伺服阀阀芯工作边微小毛刺在线同步去除方法.pdf

是翠****ng


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种伺服阀阀芯工作边微小毛刺在线同步去除方法.pdf
本发明属于精密回转类微小毛刺控制技术领域,具体涉及一种伺服阀阀芯工作边微小毛刺在线同步去除方法。本发明包括以下步骤:步骤一、确定工艺流程;步骤二、确定阀芯工作边磨削参数;步骤三、确定砂轮的材料及粒度;步骤四、确定磨削工艺参数;步骤五、毛刺去除。本发明能够解决伺服阀阀芯工作边磨削产生的毛刺采用手工离线去除的方式存在工作边质量缺陷,批次质量不一致的问题。

一种气动伺服阀阀芯工作边微小毛刺在线去除设备.pdf
本实用新型涉及机械加工技术领域,尤其涉及一种气动伺服阀阀芯工作边微小毛刺在线去除设备,解决现有技术中存在刮刀固定的缺点,包括底座,所述底座的前侧固定安装有支撑架,所述支撑架的内部轴承连接有转筒,所述转筒的下侧固定安装有刀柄,所述刀柄的下方固定安装有刮刀,所述底座的前侧固定安装有固定板,所述固定板的下方固定安装有保护架,所述保护架的内部固定安装有气缸,所述气缸的内部滑动连接有气杆,所述气杆的前侧固定安装有连接块,所述连接块的两侧轴承连接有滚轮,所述刀柄的下方设置有曲形滑槽,所述滚轮与曲形滑槽滑动连接,本实用
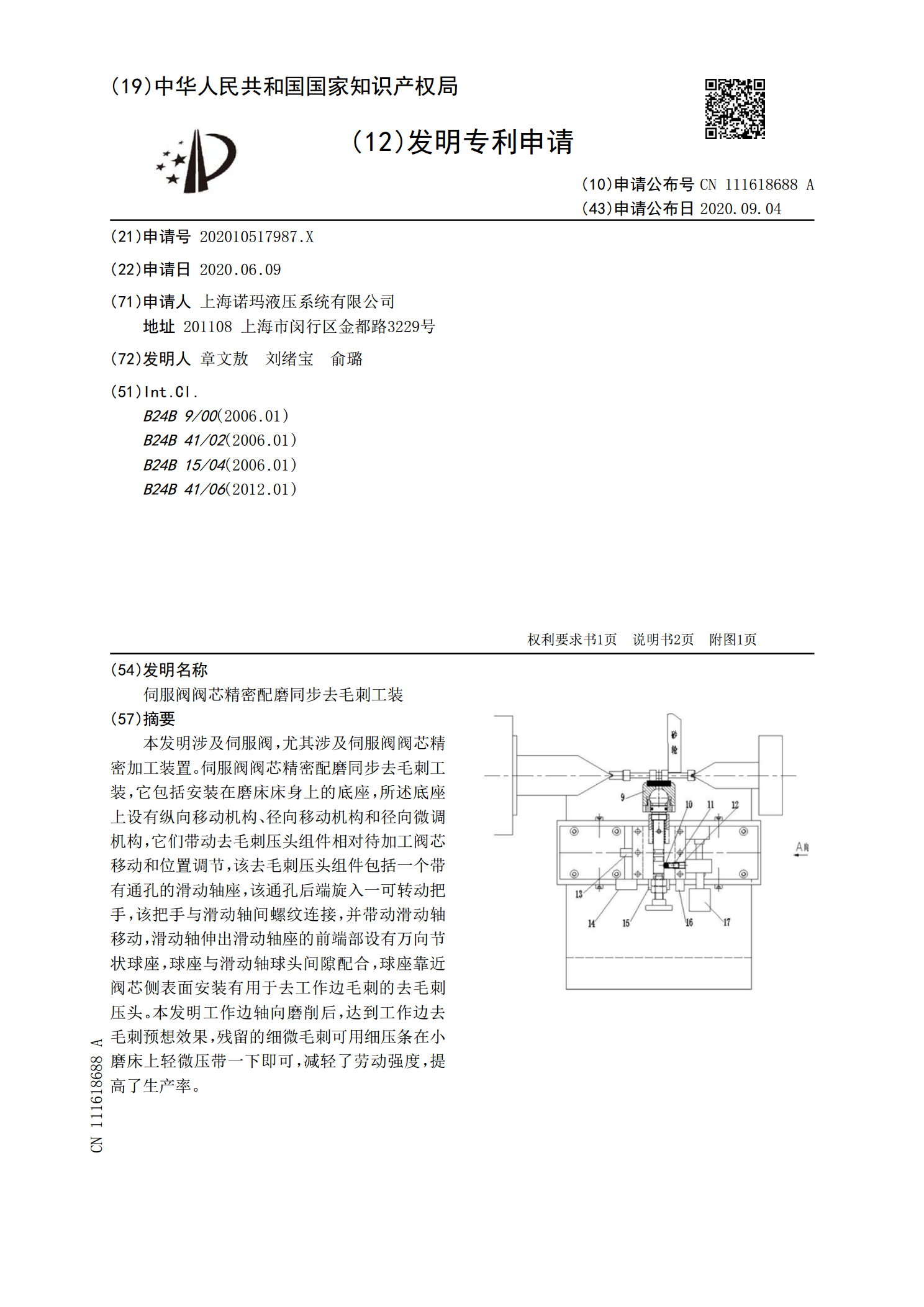
伺服阀阀芯精密配磨同步去毛刺工装.pdf
本发明涉及伺服阀,尤其涉及伺服阀阀芯精密加工装置。伺服阀阀芯精密配磨同步去毛刺工装,它包括安装在磨床床身上的底座,所述底座上设有纵向移动机构、径向移动机构和径向微调机构,它们带动去毛刺压头组件相对待加工阀芯移动和位置调节,该去毛刺压头组件包括一个带有通孔的滑动轴座,该通孔后端旋入一可转动把手,该把手与滑动轴间螺纹连接,并带动滑动轴移动,滑动轴伸出滑动轴座的前端部设有万向节状球座,球座与滑动轴球头间隙配合,球座靠近阀芯侧表面安装有用于去工作边毛刺的去毛刺压头。本发明工作边轴向磨削后,达到工作边去毛刺预想效果
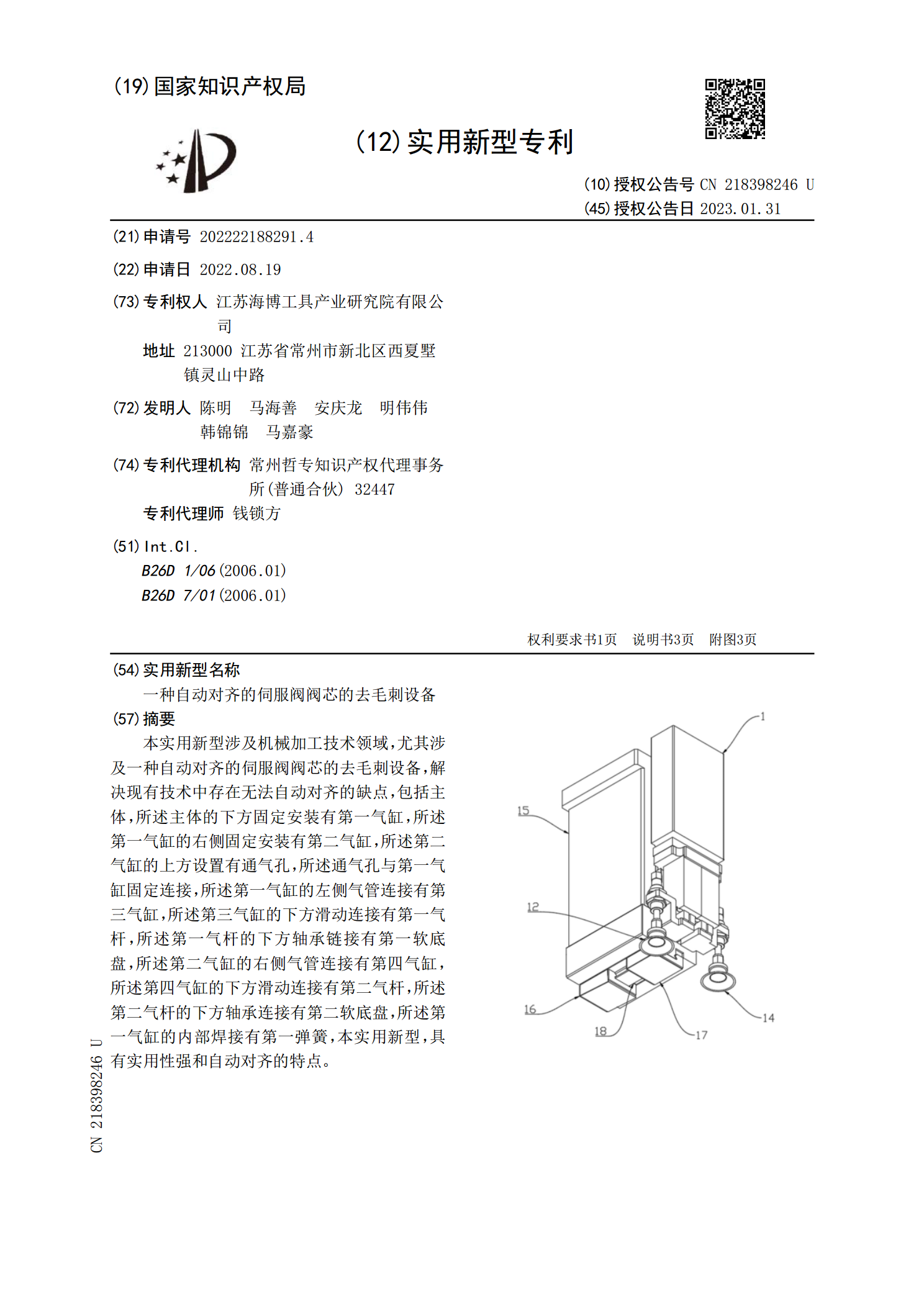
一种自动对齐的伺服阀阀芯的去毛刺设备.pdf
本实用新型涉及机械加工技术领域,尤其涉及一种自动对齐的伺服阀阀芯的去毛刺设备,解决现有技术中存在无法自动对齐的缺点,包括主体,所述主体的下方固定安装有第一气缸,所述第一气缸的右侧固定安装有第二气缸,所述第二气缸的上方设置有通气孔,所述通气孔与第一气缸固定连接,所述第一气缸的左侧气管连接有第三气缸,所述第三气缸的下方滑动连接有第一气杆,所述第一气杆的下方轴承链接有第一软底盘,所述第二气缸的右侧气管连接有第四气缸,所述第四气缸的下方滑动连接有第二气杆,所述第二气杆的下方轴承连接有第二软底盘,所述第一气缸的内部
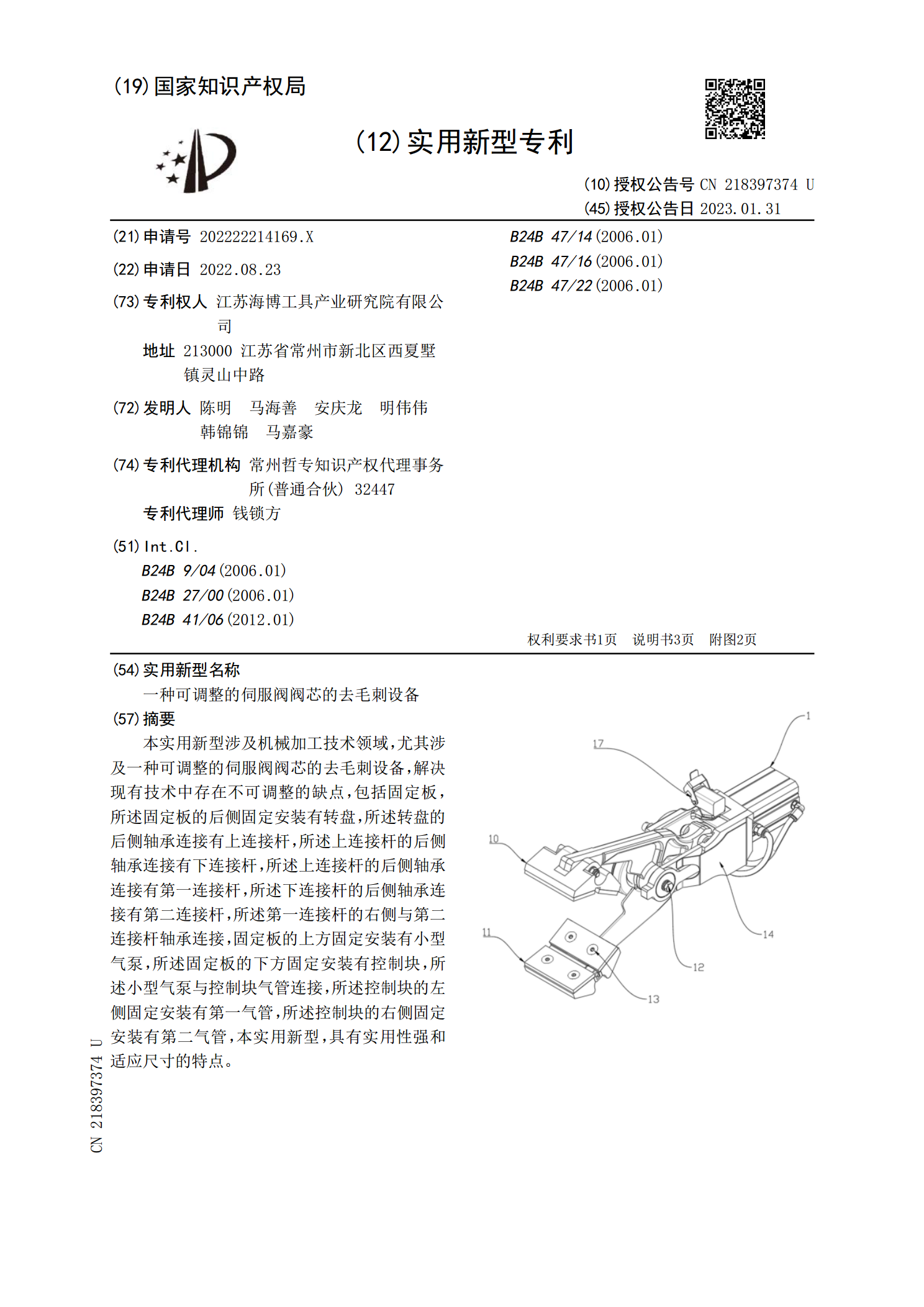
一种可调整的伺服阀阀芯的去毛刺设备.pdf
本实用新型涉及机械加工技术领域,尤其涉及一种可调整的伺服阀阀芯的去毛刺设备,解决现有技术中存在不可调整的缺点,包括固定板,所述固定板的后侧固定安装有转盘,所述转盘的后侧轴承连接有上连接杆,所述上连接杆的后侧轴承连接有下连接杆,所述上连接杆的后侧轴承连接有第一连接杆,所述下连接杆的后侧轴承连接有第二连接杆,所述第一连接杆的右侧与第二连接杆轴承连接,固定板的上方固定安装有小型气泵,所述固定板的下方固定安装有控制块,所述小型气泵与控制块气管连接,所述控制块的左侧固定安装有第一气管,所述控制块的右侧固定安装有第二