
一种自动线加工齿轮室的初加工工艺.pdf

努力****亚捷

1/9

2/9

3/9
4/9

5/9

6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种自动线加工齿轮室的初加工工艺.pdf
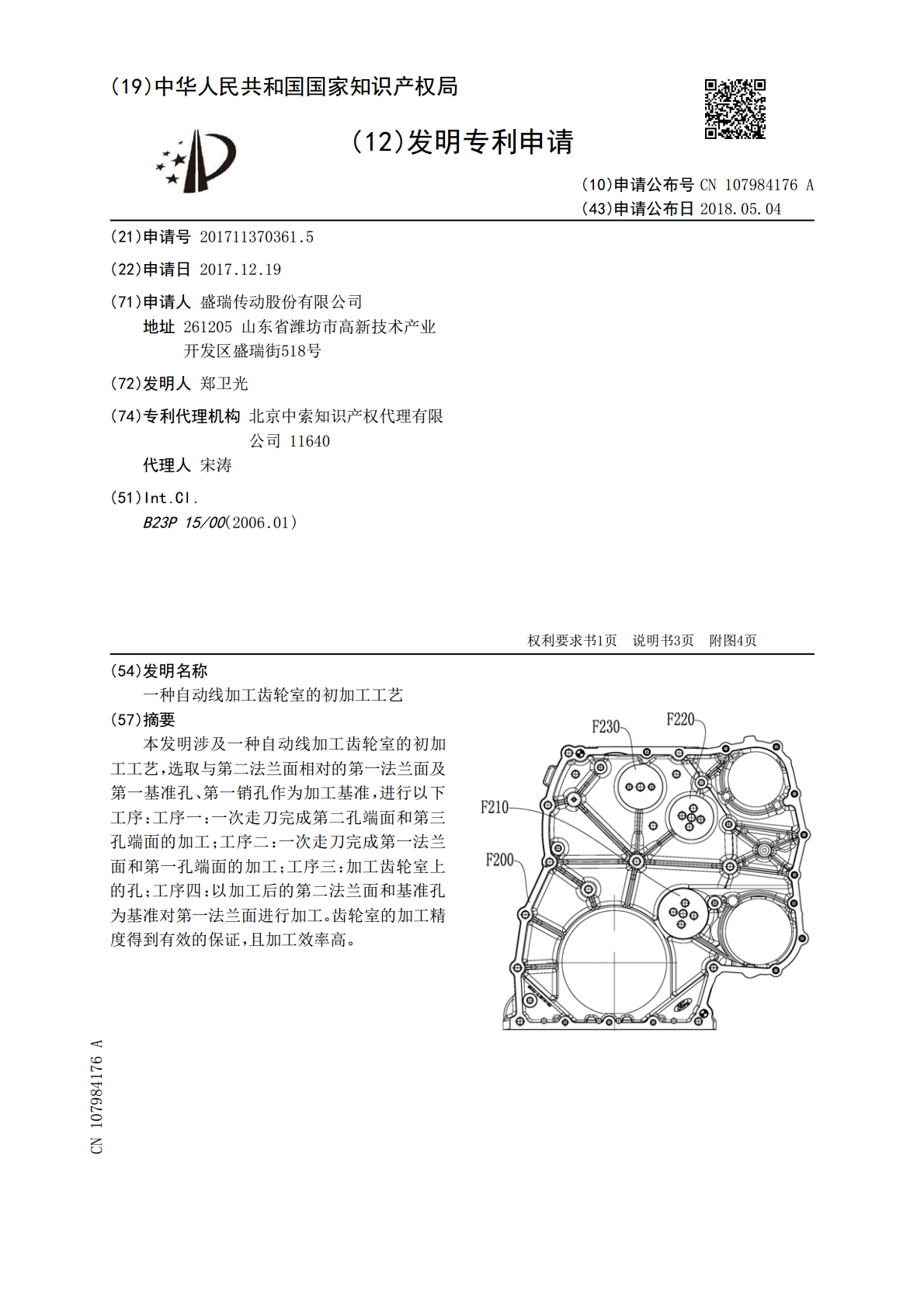
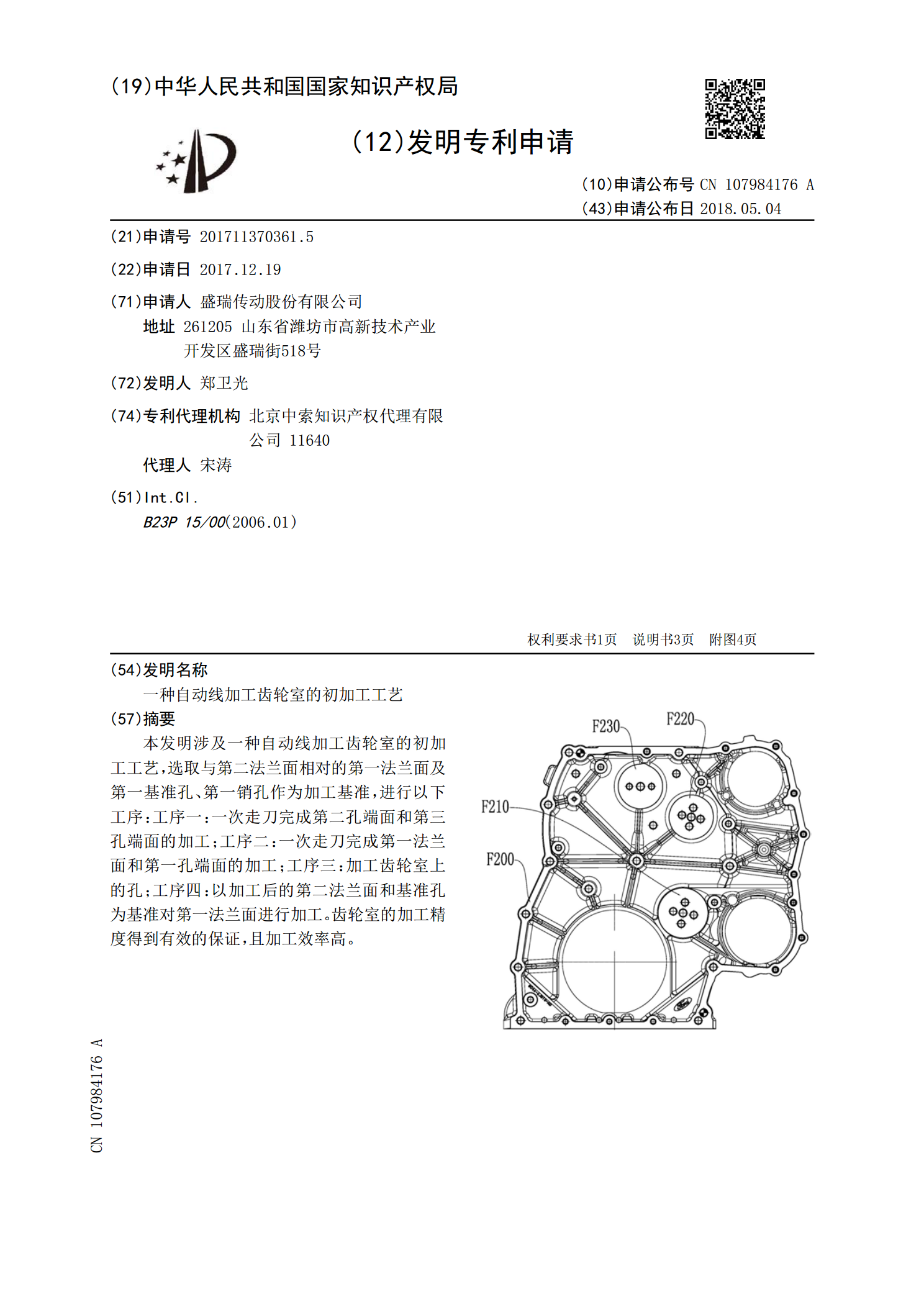
本发明涉及一种自动线加工齿轮室的初加工工艺,选取与第二法兰面相对的第一法兰面及第一基准孔、第一销孔作为加工基准,进行以下工序:工序一:一次走刀完成第二孔端面和第三孔端面的加工;工序二:一次走刀完成第一法兰面和第一孔端面的加工;工序三:加工齿轮室上的孔;工序四:以加工后的第二法兰面和基准孔为基准对第一法兰面进行加工。齿轮室的加工精度得到有效的保证,且加工效率高。

自动线加工齿轮室的加工工艺.pdf
本发明涉及自动线加工齿轮室的加工工艺,包括以下工序:工序一:选取第一法兰面及第一基准孔、第一销孔作为粗加工基准,对第二法兰面、第一孔端面、第二孔端面和第三孔端面及齿轮室的安装孔进行加工;工序二:以第二法兰面、第一销孔、第二销孔为精加工基准,加工齿轮室的侧面;工序三:以第二法兰面、第一销孔、第二销孔作为加工基准,对第一法兰面、第一轴孔端面、第二轴孔端面及数个基准孔进行加工。自动线加工齿轮室的加工工艺,工序安排合理,多次应用复合刀具,有效的保证了齿轮室的加工精度,提高了加工效率。

一种自动线加工齿轮室的精加工工艺.pdf
本发明涉及一种自动线加工齿轮室的精加工工艺,选取第二法兰面、第二销孔、第一销孔作为加工基准,先对第一法兰面、第一轴孔端面、第二轴孔端面进行精加工;再对齿轮室的安装用孔进行加工;然后精加工第一基准孔、第二基准孔、第三基准孔、第四基准孔和第五基准孔并对第一基准孔、第二基准孔的位置度进行检测;最后完成底面、顶面、第一孔端面、第二孔端面、第三孔端面;第一法兰面、第一轴孔端面、第二轴孔端面及第一基准孔、第二基准孔、第三基准孔、第四基准孔、第五基准孔、第一轴孔和第二轴孔的加工,使之符合制图纸要求的公差范围。一种自动线

一种自动线加工齿轮室侧面的加工工艺.pdf
本发明涉及一种自动线加工齿轮室侧面的加工工艺,以第二法兰面、第二销孔和第一销孔为基准进行以下步骤的加工:步骤一:加工顶面和上孔端面;步骤二:对顶面上的长条形孔进行加工;步骤三:对上孔端面上的上螺纹孔进行加工;步骤四:加工顶面上的两连接螺纹孔;步骤五:加工左侧面上的侧孔端面;步骤六:加工侧孔端面上的侧光孔;步骤七:加工侧孔端面上的侧螺纹孔;步骤八:加工底面;步骤九:加工底面上的螺纹孔。以第二法兰面、第一销孔、第二销孔为基准对顶面、底面及侧面进行加工,能够很好的保证齿轮室的加工精度,满足装配要求。
一种废钢初加工的加工工艺.pdf
本发明涉及废钢初加工技术领域,且公开了一种废钢初加工的加工工艺,包括以下步骤:收集:钢材加工厂剩余的钢材及社会废旧钢铁边角料收集起来,堆积在厂房的空闲空间,分选:将收集好的废钢进行初步的分选,将不易入炉运送和体积较大的废钢分选在一起采用切割的方法进行初加工。该废钢初加工的加工工艺,通过采用分选的方式对废钢进行初步的分选,将不同种类的废钢进行分选之后再进行处理,采用不同的方式对废钢进行破碎,以便于充分的对废钢进行破碎,采用天然气代替氧气进行切割,天然气属于纯净能源,在使用的过程中不会产生难以处理的废弃,其稳