
一种自动线加工齿轮室的精加工工艺.pdf

一只****iu

1/10
2/10

3/10

4/10

5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种自动线加工齿轮室的精加工工艺.pdf
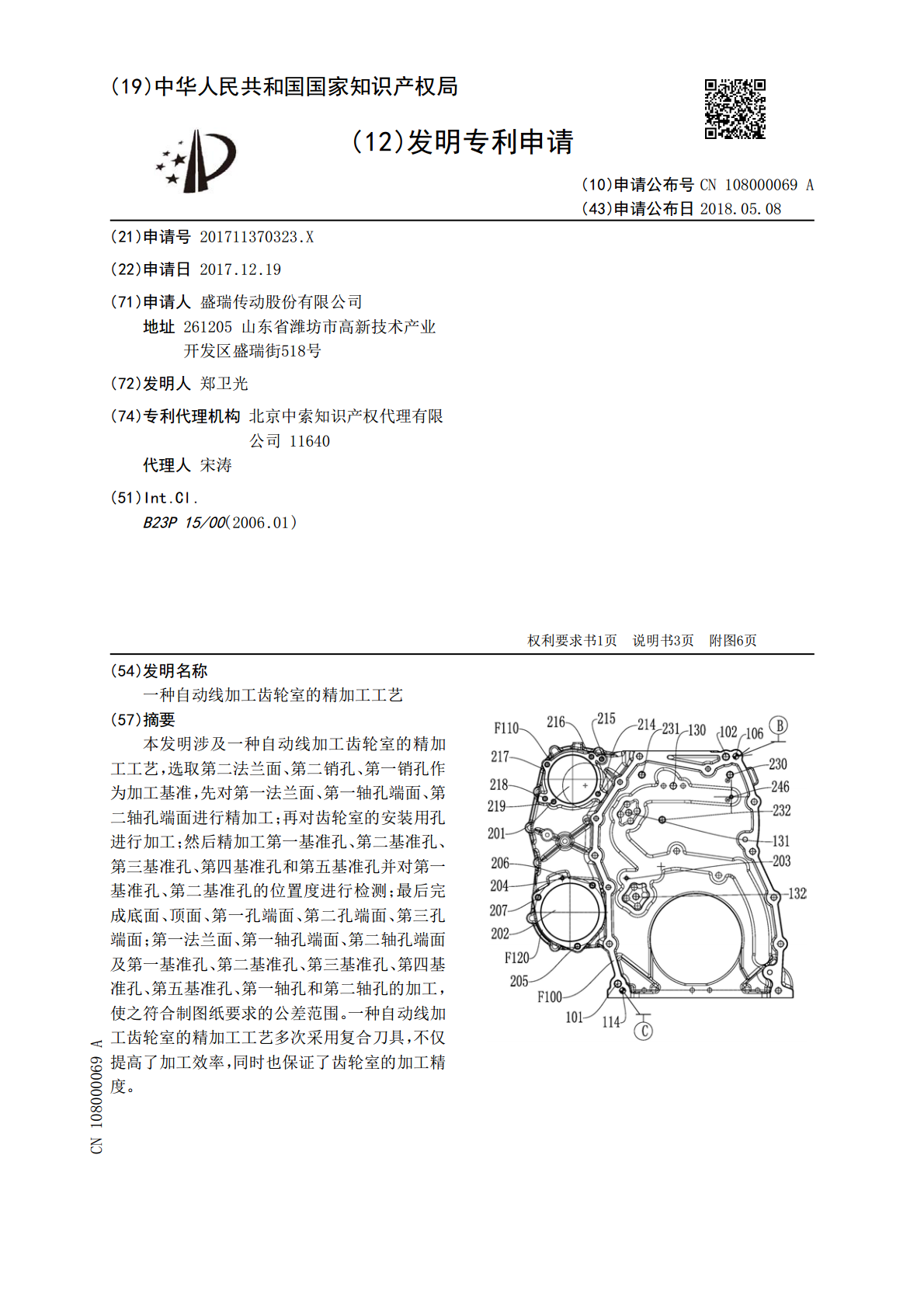
本发明涉及一种自动线加工齿轮室的精加工工艺,选取第二法兰面、第二销孔、第一销孔作为加工基准,先对第一法兰面、第一轴孔端面、第二轴孔端面进行精加工;再对齿轮室的安装用孔进行加工;然后精加工第一基准孔、第二基准孔、第三基准孔、第四基准孔和第五基准孔并对第一基准孔、第二基准孔的位置度进行检测;最后完成底面、顶面、第一孔端面、第二孔端面、第三孔端面;第一法兰面、第一轴孔端面、第二轴孔端面及第一基准孔、第二基准孔、第三基准孔、第四基准孔、第五基准孔、第一轴孔和第二轴孔的加工,使之符合制图纸要求的公差范围。一种自动线

自动线加工齿轮室的加工工艺.pdf
本发明涉及自动线加工齿轮室的加工工艺,包括以下工序:工序一:选取第一法兰面及第一基准孔、第一销孔作为粗加工基准,对第二法兰面、第一孔端面、第二孔端面和第三孔端面及齿轮室的安装孔进行加工;工序二:以第二法兰面、第一销孔、第二销孔为精加工基准,加工齿轮室的侧面;工序三:以第二法兰面、第一销孔、第二销孔作为加工基准,对第一法兰面、第一轴孔端面、第二轴孔端面及数个基准孔进行加工。自动线加工齿轮室的加工工艺,工序安排合理,多次应用复合刀具,有效的保证了齿轮室的加工精度,提高了加工效率。
一种自动线加工齿轮室的初加工工艺.pdf
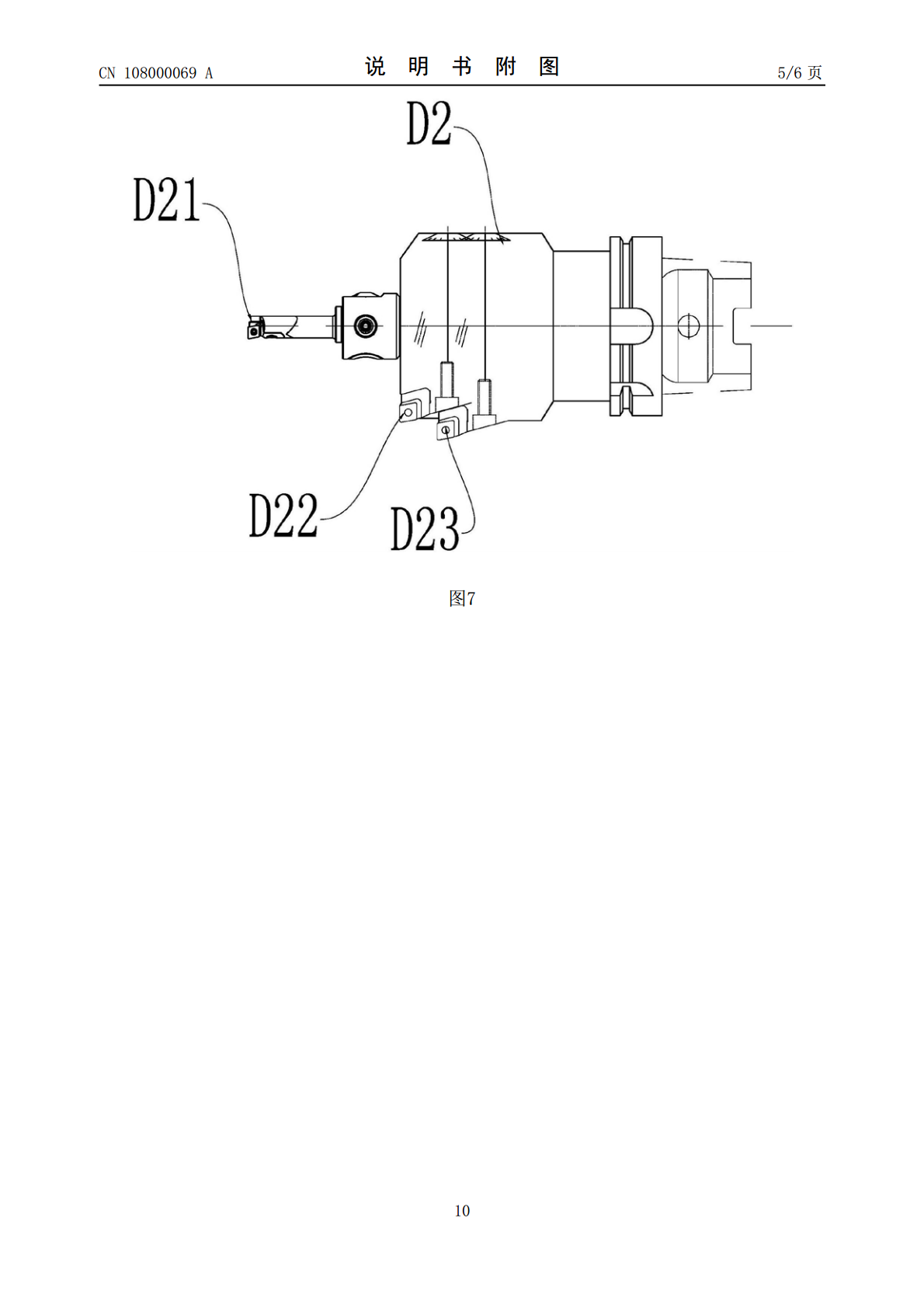
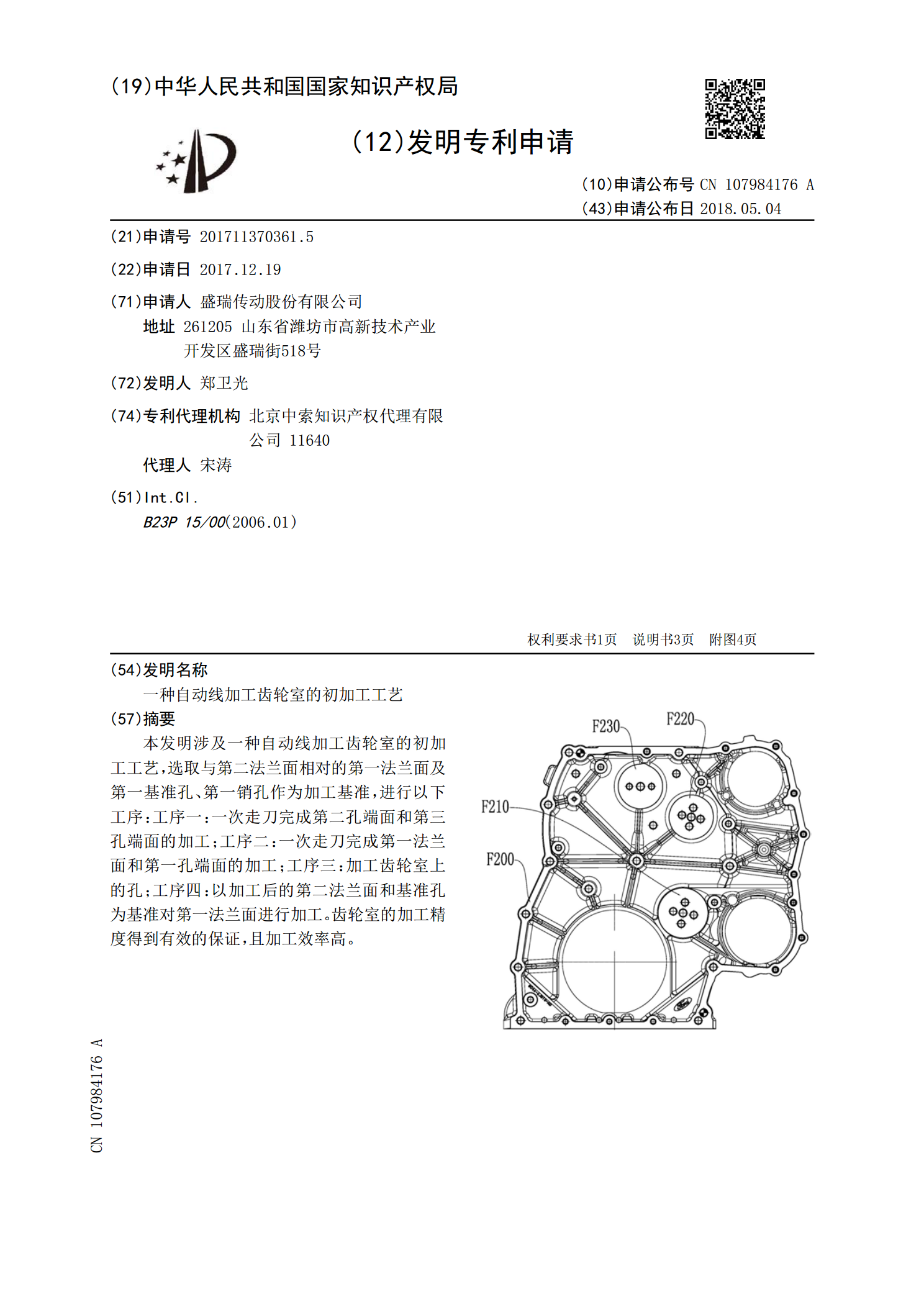
本发明涉及一种自动线加工齿轮室的初加工工艺,选取与第二法兰面相对的第一法兰面及第一基准孔、第一销孔作为加工基准,进行以下工序:工序一:一次走刀完成第二孔端面和第三孔端面的加工;工序二:一次走刀完成第一法兰面和第一孔端面的加工;工序三:加工齿轮室上的孔;工序四:以加工后的第二法兰面和基准孔为基准对第一法兰面进行加工。齿轮室的加工精度得到有效的保证,且加工效率高。

一种自动线加工齿轮室侧面的加工工艺.pdf
本发明涉及一种自动线加工齿轮室侧面的加工工艺,以第二法兰面、第二销孔和第一销孔为基准进行以下步骤的加工:步骤一:加工顶面和上孔端面;步骤二:对顶面上的长条形孔进行加工;步骤三:对上孔端面上的上螺纹孔进行加工;步骤四:加工顶面上的两连接螺纹孔;步骤五:加工左侧面上的侧孔端面;步骤六:加工侧孔端面上的侧光孔;步骤七:加工侧孔端面上的侧螺纹孔;步骤八:加工底面;步骤九:加工底面上的螺纹孔。以第二法兰面、第一销孔、第二销孔为基准对顶面、底面及侧面进行加工,能够很好的保证齿轮室的加工精度,满足装配要求。

弧齿锥齿轮精加工工艺方法综述.docx
弧齿锥齿轮精加工工艺方法综述弧齿锥齿轮是一种重要的传动装置,在机械制造领域中应用广泛。其精密加工工艺方法对于提高齿轮传动的精度和效率至关重要。本文将综述弧齿锥齿轮精加工的工艺方法,包括数控磨削、滚削、调整等方法,并对其优缺点进行讨论。一、数控磨削法数控磨削是一种常用的弧齿锥齿轮精加工方法。其主要特点是能够实现高精度的齿轮加工,提高传动效率,减小齿轮噪音。数控磨削操作简单,适用于复杂形状的齿轮加工。数控磨削工艺方法包括以下几个步骤:1、选择合适的磨削工具和磨削参数;2、将工件夹持在磨床上,并调整磨削刀具与工