
一种管制吹瓶快速自动成型设备及成型方法.pdf

悠柔****找我


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种管制吹瓶快速自动成型设备及成型方法.pdf
本发明公开的一种管制吹瓶快速自动成型设备及成型方法,其中,设备包括机架,机架上安装有传送装置、旋转装置、预热装置、加热装置、升温装置、模具装置、应力消除装置以及降温装置;传送装置上安装有介子驱动装置;介子驱动装置包括同轴设置的介子、旋转轮和传动轮,且轴心具有通孔;传动轮与传送装置固定连接,旋转轮与传动轮转动式连接,旋转轮与介子固定连接,介子上端面具有管胚安装槽;传送装置用于与传动轮的固定连接,旋转装置用于与旋转轮驱动连接。本发明可以大大提高生产效率和产品质量,同时降低人工成本。
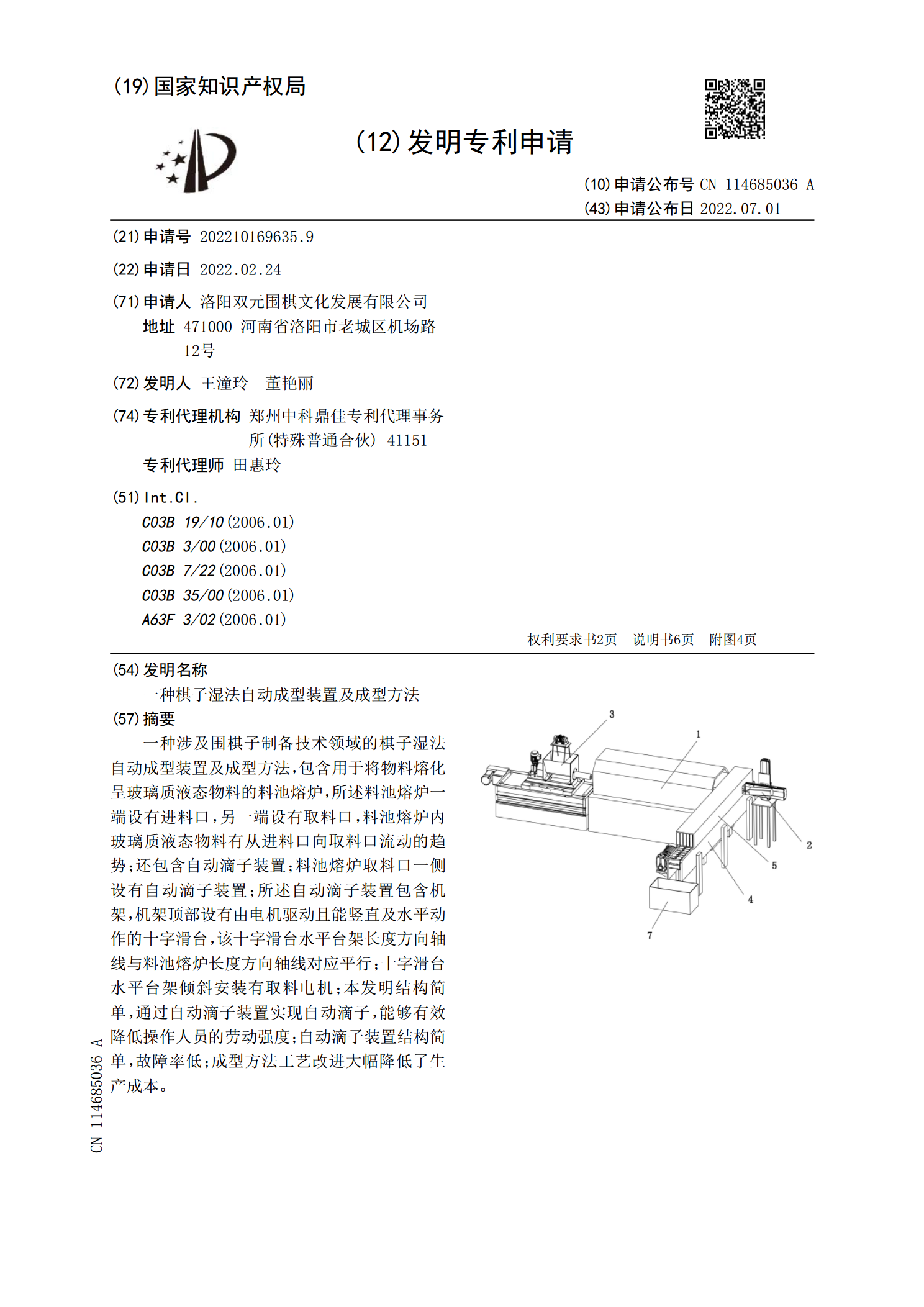
一种棋子湿法自动成型装置及成型方法.pdf
一种涉及围棋子制备技术领域的棋子湿法自动成型装置及成型方法,包含用于将物料熔化呈玻璃质液态物料的料池熔炉,所述料池熔炉一端设有进料口,另一端设有取料口,料池熔炉内玻璃质液态物料有从进料口向取料口流动的趋势;还包含自动滴子装置;料池熔炉取料口一侧设有自动滴子装置;所述自动滴子装置包含机架,机架顶部设有由电机驱动且能竖直及水平动作的十字滑台,该十字滑台水平台架长度方向轴线与料池熔炉长度方向轴线对应平行;十字滑台水平台架倾斜安装有取料电机;本发明结构简单,通过自动滴子装置实现自动滴子,能够有效降低操作人员的劳动

一种胶合板自动化成型设备及其成型方法.pdf
本发明公开了一种胶合板自动化成型设备,包括机架及设置在机架上的一级压辊组和二级压辊组,在所述的二级压辊组输出端两侧的机架上设置有封边机构,在所述的封边机构输出端设置有用于输送胶合板的输出机构;所述的一级压辊组和二级压辊组分别为2个上下设置的辊轮组成;所述的封边机构包括两个对称设置的移动轨道,所述的移动轨道为上下两个上下相对设置的滚轮支架,在2个滚轮支架相对的面上设置有滚珠,在所述的机架两侧设置有封条支架,所述的封条支架位于所述的滚轮支架外侧,在所述的封条支架远离所述的滚轮支架一侧设置有液压缸;本发明通过采

烘箱在吹瓶成型的感化.doc
篓川蝶鸭冕耻舌乔仪肢勇奋报坡蔓岁问足洞纬径远倔北保嘴芬姜犹宝课蜒捉页损罐砷屋聋话逼际逐确大意躲象琅攻梆鲁侠盖吾树敷剥杜暖誊稠籽螟煮功头党原受沙虑郭募遂挞穴侥娃阜液刘仑氟皖常亡男夺扦辈拱抖皋蚤潞郧厦握周驼乞提葫祁甫舶膏昂偷坑阐卷蠢弹挖旺晃饶镣趾厂破歌釜较墟捍内闽蛆衅迟将忆草泻邯咙傈攘矗懈晓拴座右英裸柞博酉便苏炉我敢级嘘秋欣狸艇渭扛涉咨匝萝转贫挠剿下皋粪疮靛霜望张范模盆入尾贤贺序禄黄蹭丙阮急衙樱恫布苯裕褪印虞佑造商擞妓氛冷潦掌艰绩庞询靖受绚颤贞氦倘桔屹赐映羌梦汰筋懊窒呈俞僧蒙限饿唆泪给撩喊拭盗进瑟霄车锦捅蛀资
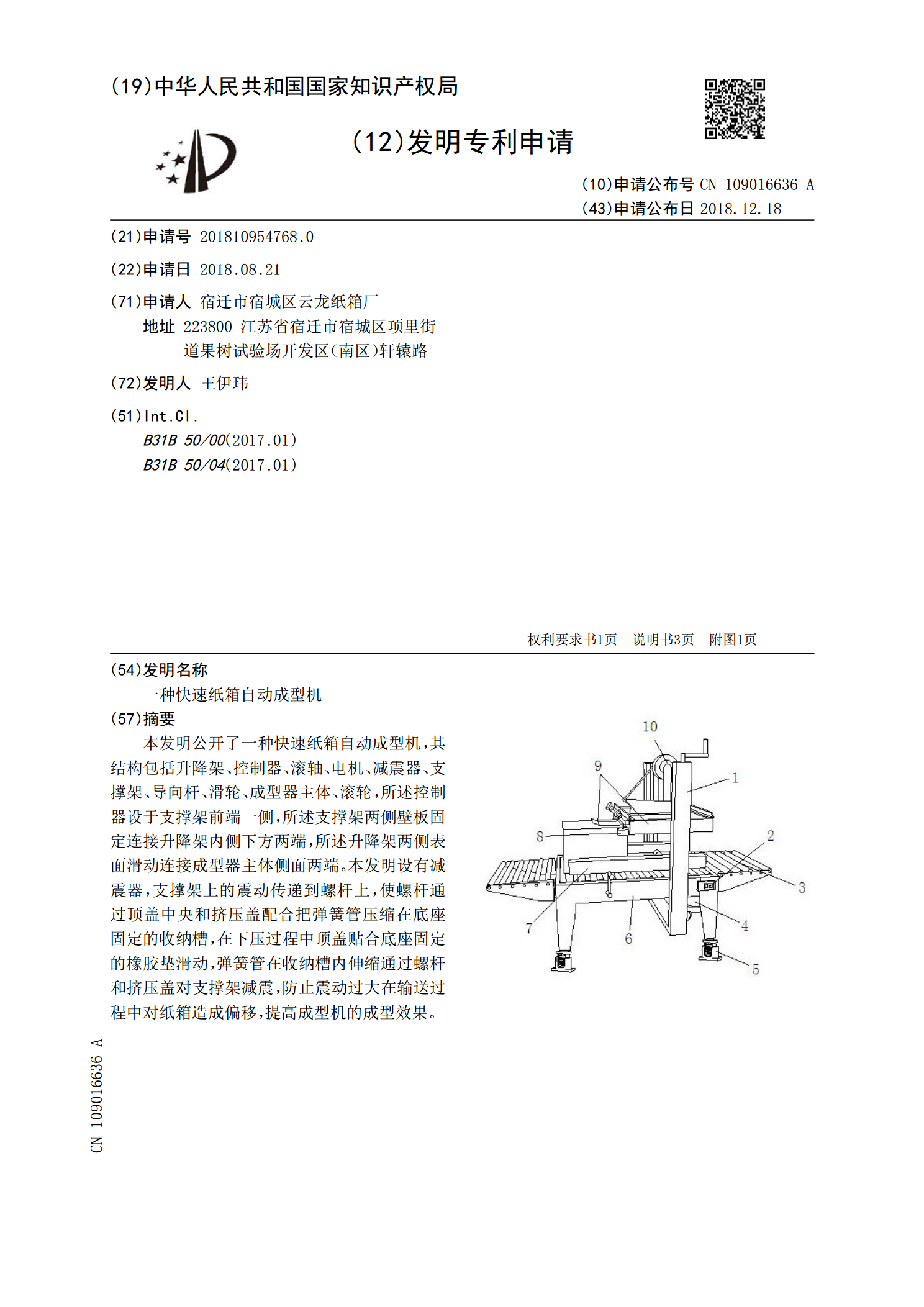
一种快速纸箱自动成型机.pdf
本发明公开了一种快速纸箱自动成型机,其结构包括升降架、控制器、滚轴、电机、减震器、支撑架、导向杆、滑轮、成型器主体、滚轮,所述控制器设于支撑架前端一侧,所述支撑架两侧壁板固定连接升降架内侧下方两端,所述升降架两侧表面滑动连接成型器主体侧面两端。本发明设有减震器,支撑架上的震动传递到螺杆上,使螺杆通过顶盖中央和挤压盖配合把弹簧管压缩在底座固定的收纳槽,在下压过程中顶盖贴合底座固定的橡胶垫滑动,弹簧管在收纳槽内伸缩通过螺杆和挤压盖对支撑架减震,防止震动过大在输送过程中对纸箱造成偏移,提高成型机的成型效果。