
副轴总成热装对齿夹具.pdf

是你****平呀


1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
副轴总成热装对齿夹具.pdf
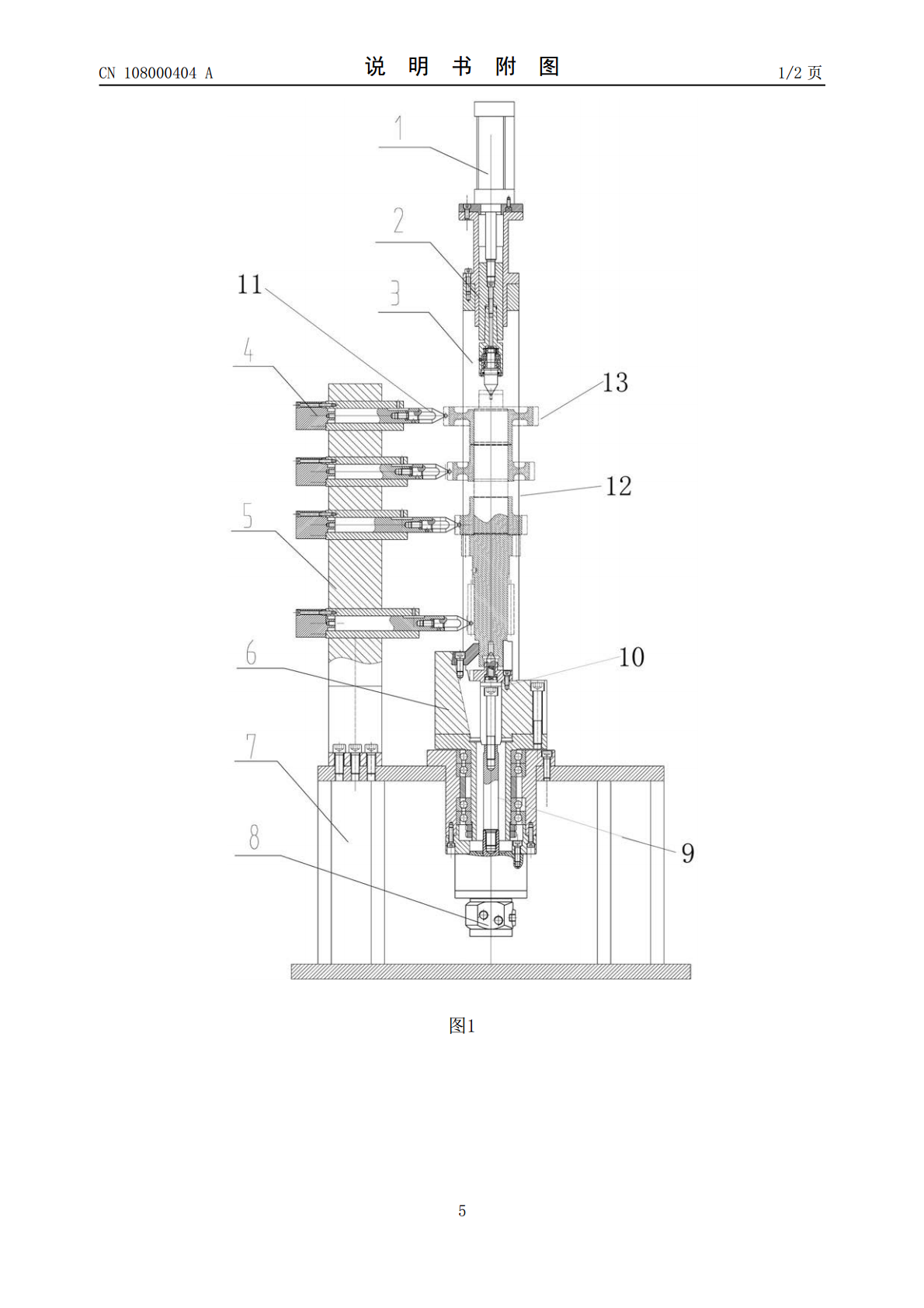
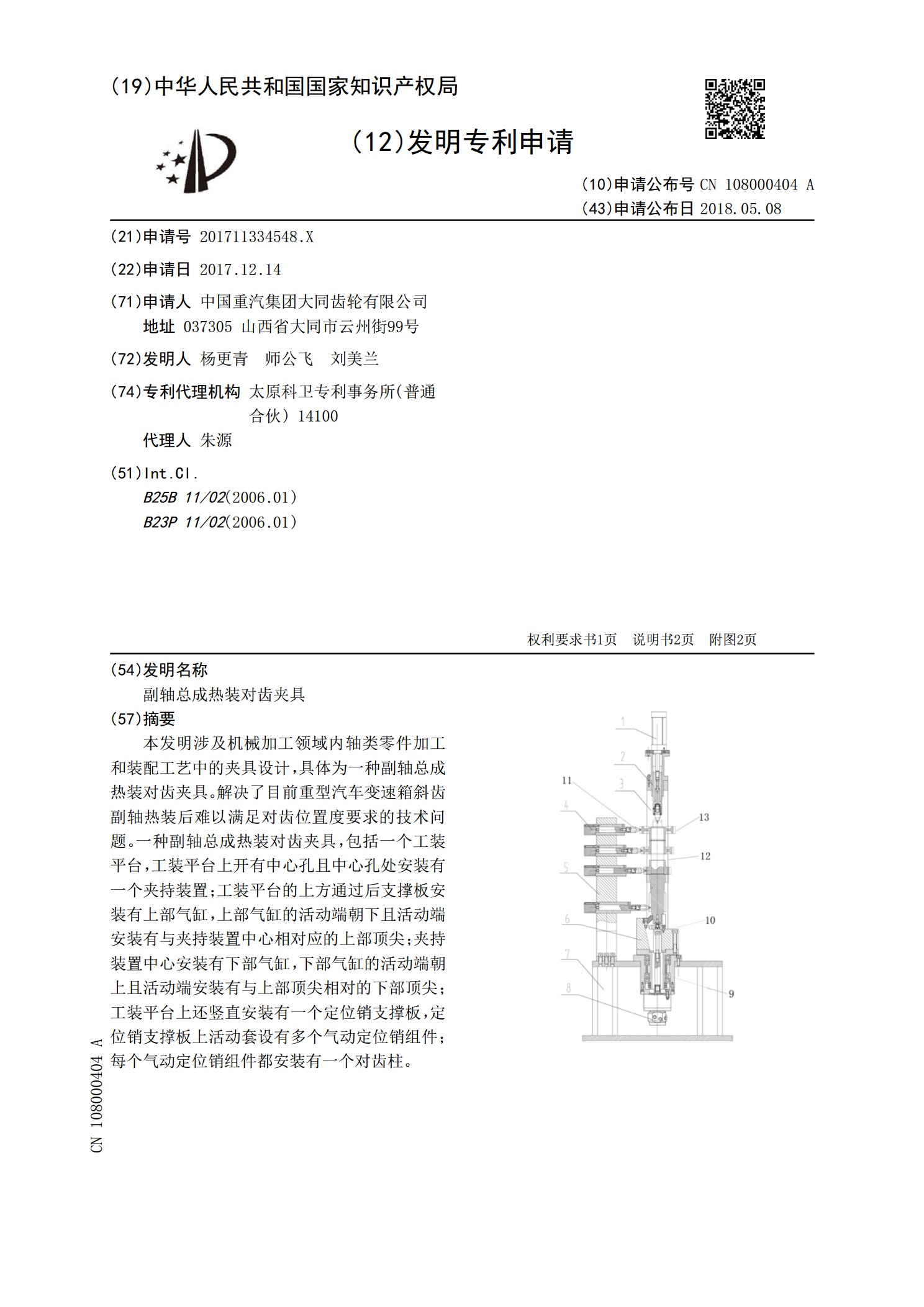
本发明涉及机械加工领域内轴类零件加工和装配工艺中的夹具设计,具体为一种副轴总成热装对齿夹具。解决了目前重型汽车变速箱斜齿副轴热装后难以满足对齿位置度要求的技术问题。一种副轴总成热装对齿夹具,包括一个工装平台,工装平台上开有中心孔且中心孔处安装有一个夹持装置;工装平台的上方通过后支撑板安装有上部气缸,上部气缸的活动端朝下且活动端安装有与夹持装置中心相对应的上部顶尖;夹持装置中心安装有下部气缸,下部气缸的活动端朝上且活动端安装有与上部顶尖相对的下部顶尖;工装平台上还竖直安装有一个定位销支撑板,定位销支撑板上活

斜齿双副轴变速箱副轴总成装配式对齿装置及对齿方法.pdf
本发明涉及一种斜齿双副轴变速箱副轴总成装配式对齿装置及对齿方法,对齿装置包括副轴夹紧定位单元、多个限位单元和一个副轴齿轮对齿台,其中副轴夹紧定位单元包括底板和安装在底板上固定块及移动块,移动块上安装有调位螺钉;每个限位单元均包括定位销和控制手柄;副轴齿轮对齿台包括定位座和多个水平腔。对齿方法包括以下步骤:1)通过控制手柄使定位销为缩回状态;2)将副轴放置于固定块与移动块上;3)旋转定位座最下方的控制手柄使定位销定位副轴上一齿或齿槽;4)副轴固定;5)依次将加热的副轴齿轮套入副轴上,用定位销圆周定位副轴齿轮

一种双联齿轮对齿热装夹具.pdf
本发明公开了一种双联齿轮对齿热装夹具,该对齿夹具采用上下对齿结构,用固定心轴方式对工件进行径向定位,两对齿块采用V型结构,其中下对齿块的驱动装置为螺纹丝杠结构,上对齿块的驱动装置为弹簧推动结构,各对齿块与其对应的驱动装置采用分体结构;其具有结构简单,操作方便,准确度高的特点。

斜齿双副轴变速箱副轴与副轴齿轮加工式对齿装置及对齿方法.pdf
本发明涉及一种斜齿双副轴变速箱副轴与副轴齿轮加工式对齿装置及对齿方法,对齿装置包括副轴齿轮对齿加工机构和副轴对齿加工机构,其中副轴齿轮对齿加工机构包括L形底座、定位板、定位芯轴、夹紧单元、和定位销,其中定位芯轴轴线与定位销轴线相互垂直;副轴对齿加工机构包括底板、V形定位块、副轴定位销、和副轴夹紧单元。对齿方法包括以下步骤:加工副轴齿轮定位销孔;分别加工各定位销孔;向副轴齿轮销孔及定位销孔压入定位销,通过销孔为中介实现各副轴总成的副轴齿轮一致的相对位置关系。本发明对齿装置结构简单,操作方便,制造成本低,容易
一种飞轮总成压装齿圈装置.pdf
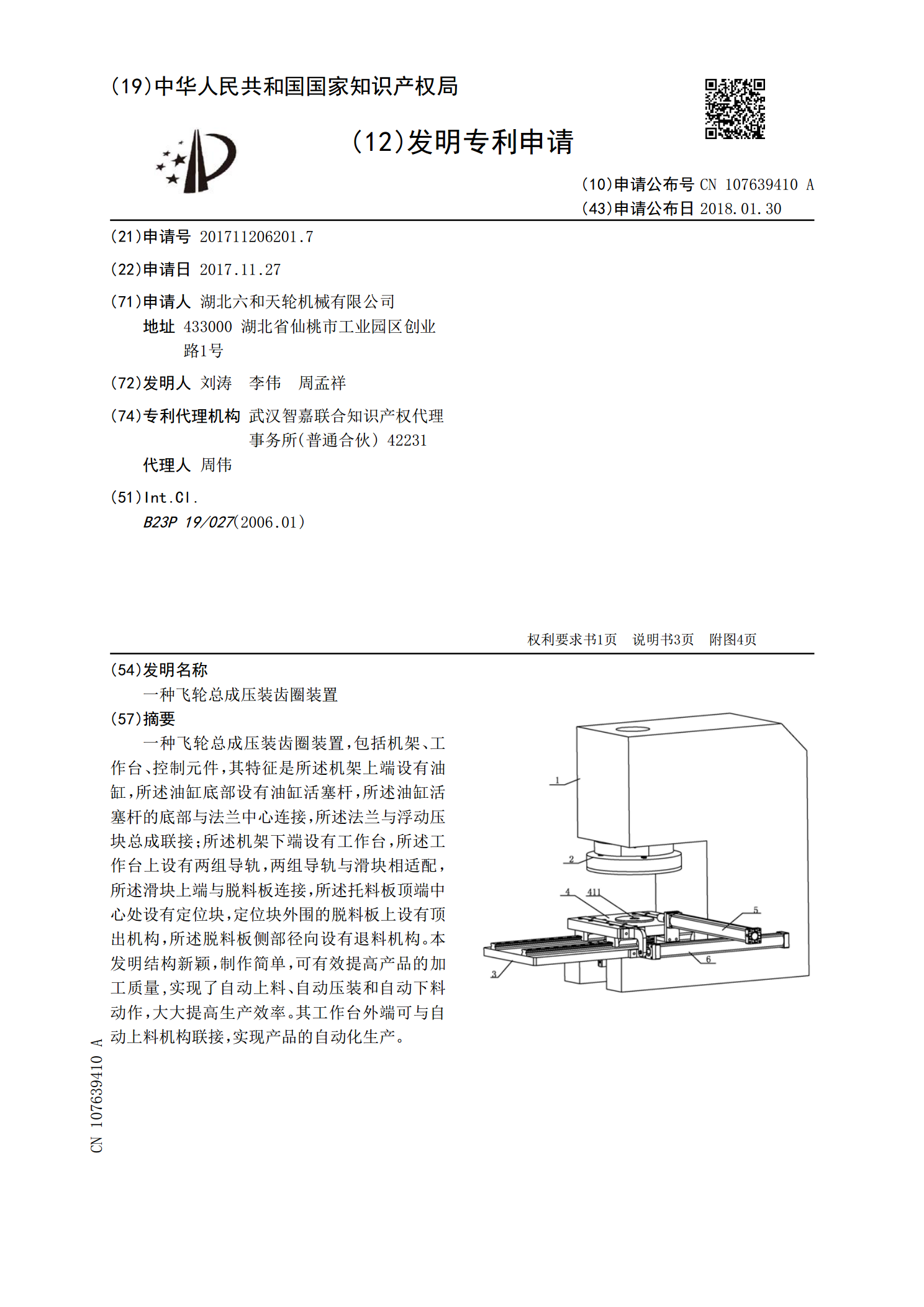
一种飞轮总成压装齿圈装置,包括机架、工作台、控制元件,其特征是所述机架上端设有油缸,所述油缸底部设有油缸活塞杆,所述油缸活塞杆的底部与法兰中心连接,所述法兰与浮动压块总成联接;所述机架下端设有工作台,所述工作台上设有两组导轨,两组导轨与滑块相适配,所述滑块上端与脱料板连接,所述托料板顶端中心处设有定位块,定位块外围的脱料板上设有顶出机构,所述脱料板侧部径向设有退料机构。本发明结构新颖,制作简单,可有效提高产品的加工质量,实现了自动上料、自动压装和自动下料动作,大大提高生产效率。其工作台外端可与自动上料机构