
一种用于将铝合金轮毂套色描边的方法.pdf

景福****90

1/8
2/8
3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于将铝合金轮毂套色描边的方法.pdf
本发明提供一种用于将铝合金轮毂套色描边的方法,其特征在于,所述的方法包括步骤:(I)第一预处理和烘干步骤,其包括水洗、脱脂、酸洗和钝化;(II)喷涂底粉色漆并且分别固化的步骤;(III)第二预处理和烘干步骤,其包括水洗、脱脂、酸洗和钝化;(IV)描边套色喷涂和固化步骤,其中使用注射式针头将套色油漆挤到需套色的表面上;(V)第三预处理和烘干步骤,其包括水洗、脱脂、酸洗和钝化;(VI)喷涂高光透明粉和固化步骤。本发明打破原有遮蔽防护套色工艺,设计沟槽可以是一整圈或局部的,同时沟槽尺寸也可以进行宽窄尺寸变化,最
一种用于轮毂套色喷涂的方法.pdf
本发明提供了一种用于轮毂套色喷涂的方法,其特征在于,所述的方法包括在轮毂表面喷涂黑漆之后,进行机加工车亮面,随后对轮毂进行喷涂彩色透明漆。本发明通过喷涂彩色透明漆,达到了喷涂套色效果,生产效率大大提高,可批量生产。
一种铝合金轮毂套色涂镀方法.pdf
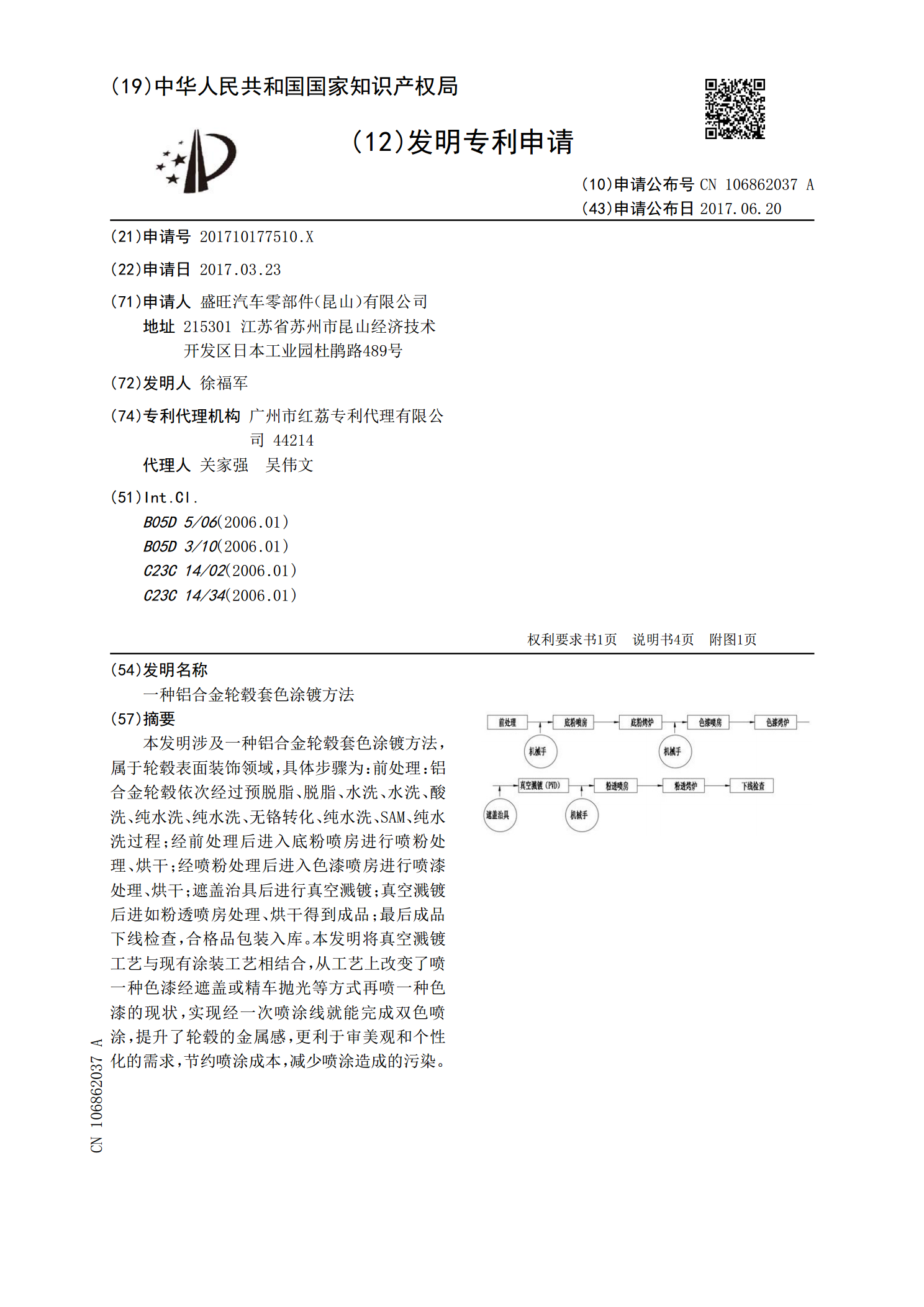
本发明涉及一种铝合金轮毂套色涂镀方法,属于轮毂表面装饰领域,具体步骤为:前处理:铝合金轮毂依次经过预脱脂、脱脂、水洗、水洗、酸洗、纯水洗、纯水洗、无铬转化、纯水洗、SAM、纯水洗过程;经前处理后进入底粉喷房进行喷粉处理、烘干;经喷粉处理后进入色漆喷房进行喷漆处理、烘干;遮盖治具后进行真空溅镀;真空溅镀后进如粉透喷房处理、烘干得到成品;最后成品下线检查,合格品包装入库。本发明将真空溅镀工艺与现有涂装工艺相结合,从工艺上改变了喷一种色漆经遮盖或精车抛光等方式再喷一种色漆的现状,实现经一次喷涂线就能完成双色喷涂
一种套色工艺批量应用于铝合金轮毂.pdf
本发明提供一种套色工艺批量应用于铝合金轮毂,涉及轮毂套色工艺技术领域。该一种套色工艺批量应用于铝合金轮毂,包括以下步骤:步骤一、将组合防护工装正确安装于待喷色轮毂,并同时将铝箔粘贴于轮毂套色窗口背腔进行随型防护;步骤二、进行一号色漆喷涂,喷涂工具采用隔膜泵喷枪与减压阀配合,喷涂后取下组合防护工装;步骤三、检查合格后,对一号色漆喷涂位置的窗口正面与背腔均粘贴铝箔进行随型防护,再使用二号色漆对轮毂进行喷涂,喷涂后检查喷涂表面缺陷并进行打磨,不合格产品返工。通过对套色喷涂工艺的改善,使用组合防护工装、铝箔的保护

汽车轮毂铝合金轮圈描边机.pdf
本发明涉及一种汽车轮毂铝合金轮圈描边机,它包括机架(1)、连接板(3)、圆筒(5)、工作台(6)、定位圆筒(7)、轴(8)、通气管(10)、油漆瓶(11)、输液管(12)、流量调节阀(13)、钢制针管(14)和支架(15),其特征在于:底板(3)通过螺钉(2)固定在机架(1)上,底板(3)与圆筒(5)通过焊接连接在一起,圆筒(5)两端的内孔中各装有一个轴承(4),工作台(6)的下端面与装于圆筒(5)上端内孔中的轴承内圈相接触。该汽车轮毂铝合金轮圈描边机操作简单,调整方便,描边均匀,产品合格率高,维修量少,