
一种用于轮毂套色喷涂的方法.pdf

雨巷****珺琦

1/8
2/8

3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于轮毂套色喷涂的方法.pdf
本发明提供了一种用于轮毂套色喷涂的方法,其特征在于,所述的方法包括在轮毂表面喷涂黑漆之后,进行机加工车亮面,随后对轮毂进行喷涂彩色透明漆。本发明通过喷涂彩色透明漆,达到了喷涂套色效果,生产效率大大提高,可批量生产。

轮毂套色喷涂方法.pdf
本发明属于涂装技术领域,公开了一种轮毂套色喷涂方法,包括:A.根据客户要求,制定套色图案;B.根据套色图案制作套色模板;C.安装第一套色模板;D.喷涂第一种颜色;E.固化第一种颜色;F.拆除所述第一套色模板,并安装第二套色模板;G.喷涂第二种颜色;H.固化第二种颜色;依次类推直至所有颜色喷涂完成。本发明通过使用特殊的工装,使得轮毂套色工艺变得简单,可以避免多种颜色距离太近时的相互干扰,不同颜色分界清晰,颜色鲜明,形成良好的外观。
一种用于将铝合金轮毂套色描边的方法.pdf
本发明提供一种用于将铝合金轮毂套色描边的方法,其特征在于,所述的方法包括步骤:(I)第一预处理和烘干步骤,其包括水洗、脱脂、酸洗和钝化;(II)喷涂底粉色漆并且分别固化的步骤;(III)第二预处理和烘干步骤,其包括水洗、脱脂、酸洗和钝化;(IV)描边套色喷涂和固化步骤,其中使用注射式针头将套色油漆挤到需套色的表面上;(V)第三预处理和烘干步骤,其包括水洗、脱脂、酸洗和钝化;(VI)喷涂高光透明粉和固化步骤。本发明打破原有遮蔽防护套色工艺,设计沟槽可以是一整圈或局部的,同时沟槽尺寸也可以进行宽窄尺寸变化,最
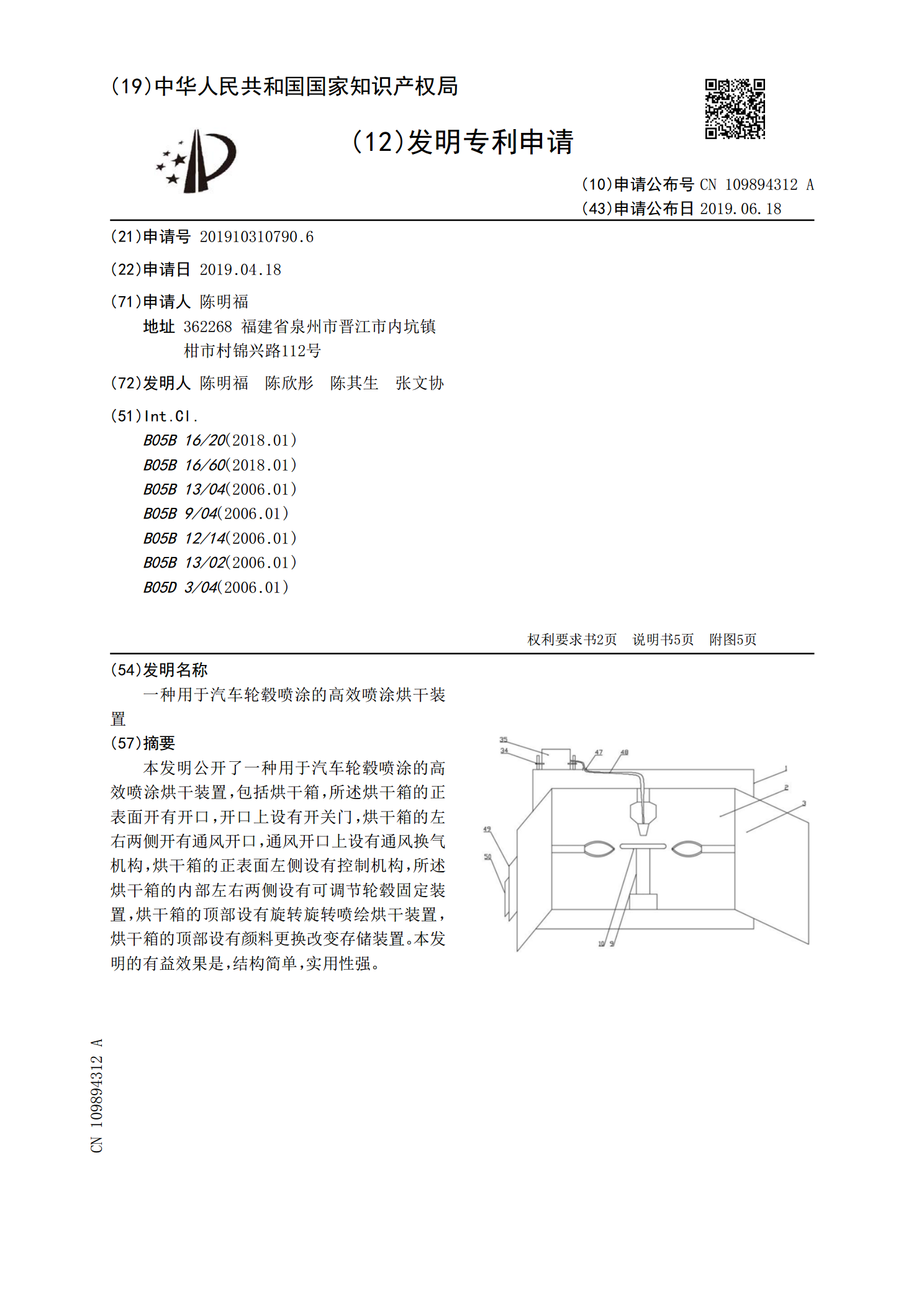
一种用于汽车轮毂喷涂的高效喷涂烘干装置.pdf
本发明公开了一种用于汽车轮毂喷涂的高效喷涂烘干装置,包括烘干箱,所述烘干箱的正表面开有开口,开口上设有开关门,烘干箱的左右两侧开有通风开口,通风开口上设有通风换气机构,烘干箱的正表面左侧设有控制机构,所述烘干箱的内部左右两侧设有可调节轮毂固定装置,烘干箱的顶部设有旋转旋转喷绘烘干装置,烘干箱的顶部设有颜料更换改变存储装置。本发明的有益效果是,结构简单,实用性强。
一种套色工艺批量应用于铝合金轮毂.pdf
本发明提供一种套色工艺批量应用于铝合金轮毂,涉及轮毂套色工艺技术领域。该一种套色工艺批量应用于铝合金轮毂,包括以下步骤:步骤一、将组合防护工装正确安装于待喷色轮毂,并同时将铝箔粘贴于轮毂套色窗口背腔进行随型防护;步骤二、进行一号色漆喷涂,喷涂工具采用隔膜泵喷枪与减压阀配合,喷涂后取下组合防护工装;步骤三、检查合格后,对一号色漆喷涂位置的窗口正面与背腔均粘贴铝箔进行随型防护,再使用二号色漆对轮毂进行喷涂,喷涂后检查喷涂表面缺陷并进行打磨,不合格产品返工。通过对套色喷涂工艺的改善,使用组合防护工装、铝箔的保护