
用于制造板状金属坯料的方法和设备.pdf

飞舟****文章

1/10

2/10
3/10

4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于制造板状金属坯料的方法和设备.pdf
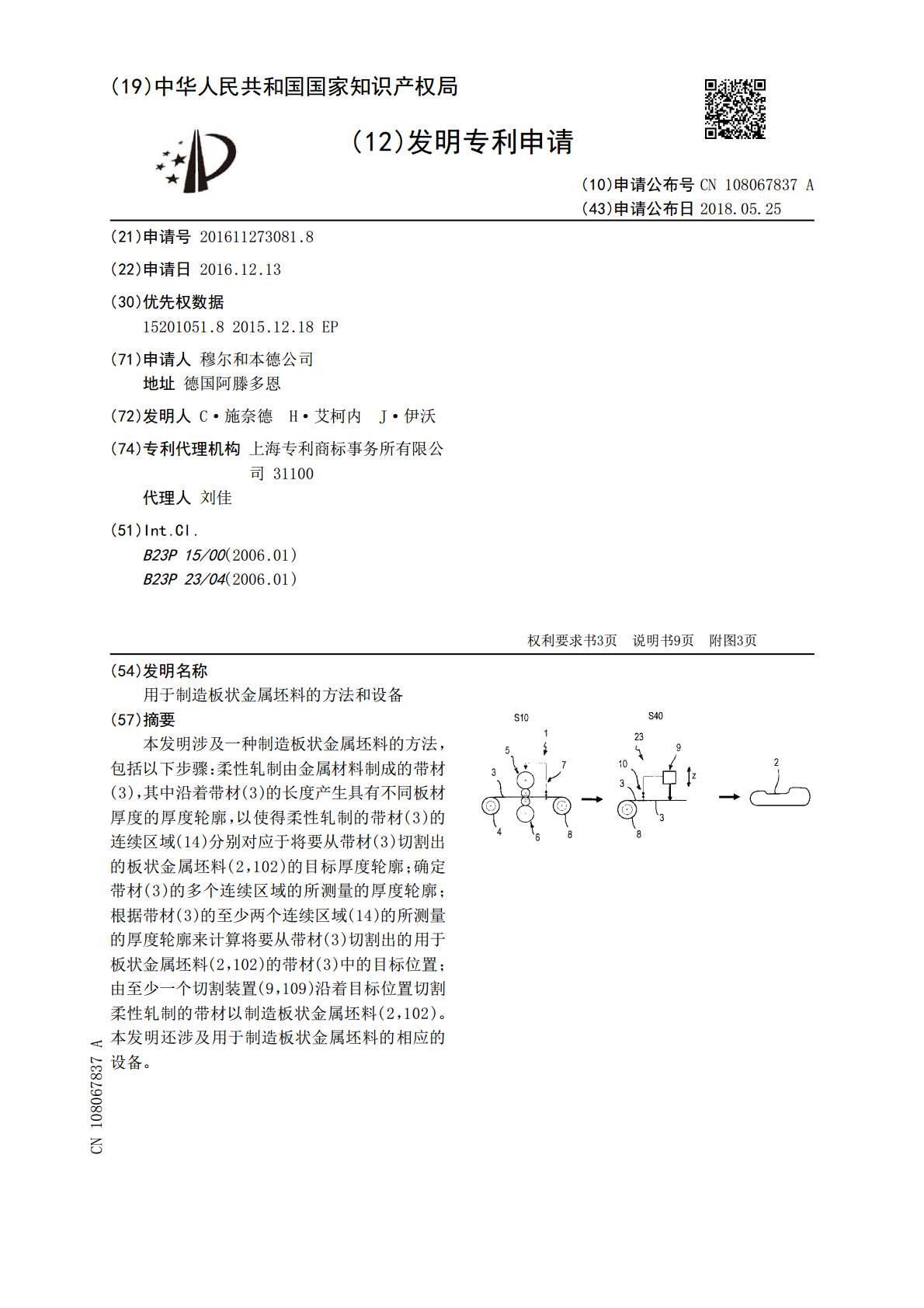
本发明涉及一种制造板状金属坯料的方法,包括以下步骤:柔性轧制由金属材料制成的带材(3),其中沿着带材(3)的长度产生具有不同板材厚度的厚度轮廓,以使得柔性轧制的带材(3)的连续区域(14)分别对应于将要从带材(3)切割出的板状金属坯料(2,102)的目标厚度轮廓;确定带材(3)的多个连续区域的所测量的厚度轮廓;根据带材(3)的至少两个连续区域(14)的所测量的厚度轮廓来计算将要从带材(3)切割出的用于板状金属坯料(2,102)的带材(3)中的目标位置;由至少一个切割装置(9,109)沿着目标位置切割柔性轧

用于制造板状玻璃中的边缘切口的方法和设备.pdf
为了在玻璃板(2)中制造朝向边缘开放的切口(3)、特别是弓形的切口(3),借助于具有切割轮(13)的切割工具产生圆弧形的刻划线(16),其端部在玻璃板(2)的边缘上。通过在刻划线(16)的一侧对由刻划线(16)定界的区域施加压力以及通过在与刻划线(16)对置的一侧在刻划线(16)的区域内的反压力,玻璃板(2)的由边缘和刻划线(16)界定的部分被从玻璃板(2)分离。设置用于实施本方法的设备包含在支架(12)上的切割轮(13)和一个用于折断弓形部分(边缘切口(3))的、可选择地移入工作位置中的头部(19)以及

用于从纸板片制造坯料的工具和方法.pdf
本发明涉及一种用于从纸板片制造坯料的工具,具有:具有至少一个切割线轮廓(28)的第一工具部分(10),通过所述第一工具部分至少一个废料部分与所述坯料可分离;和具有第二工具部分(12),与所述第一工具部分(10)配合以将所述坯料与所述至少一个废料部分分离。为了能够以特别快速和简便的方式从冲压过程中除去相对较小的废料部分,抽吸装置的至少一个抽吸管道(44)设置在第一工具部分(10)中,至少一个废料部分能够通过所述抽吸管道(44)的抽吸而提取。本发明还涉及一种从纸板片制造坯料的方法。

用于制造材料板的方法和设备.pdf
一种用于利用连续工作式压机制造材料板的方法,其中,由木屑、纤维或碎料形成的且能在运输装置上朝压机的方向运动的压制材料垫在进入到压机中之前设有进入棱边,并且处于进入棱边和压机之间的压制材料垫部分借助至少一个清除装置在时间上在进入到连续式压机中之前被清除,并且所述压制材料垫在压机中借助至少一个环绕的带在应用压力和热量的情况下被压制和硬化。为保护压机的环绕的带规定:进入棱边在使用相应成形的切割工具的情况下设有至少一个舌形的、正弦形的或类抛物线形的预轮廓曲线,其顶点首先仅在非常狭窄的区域中接触至少一个带。
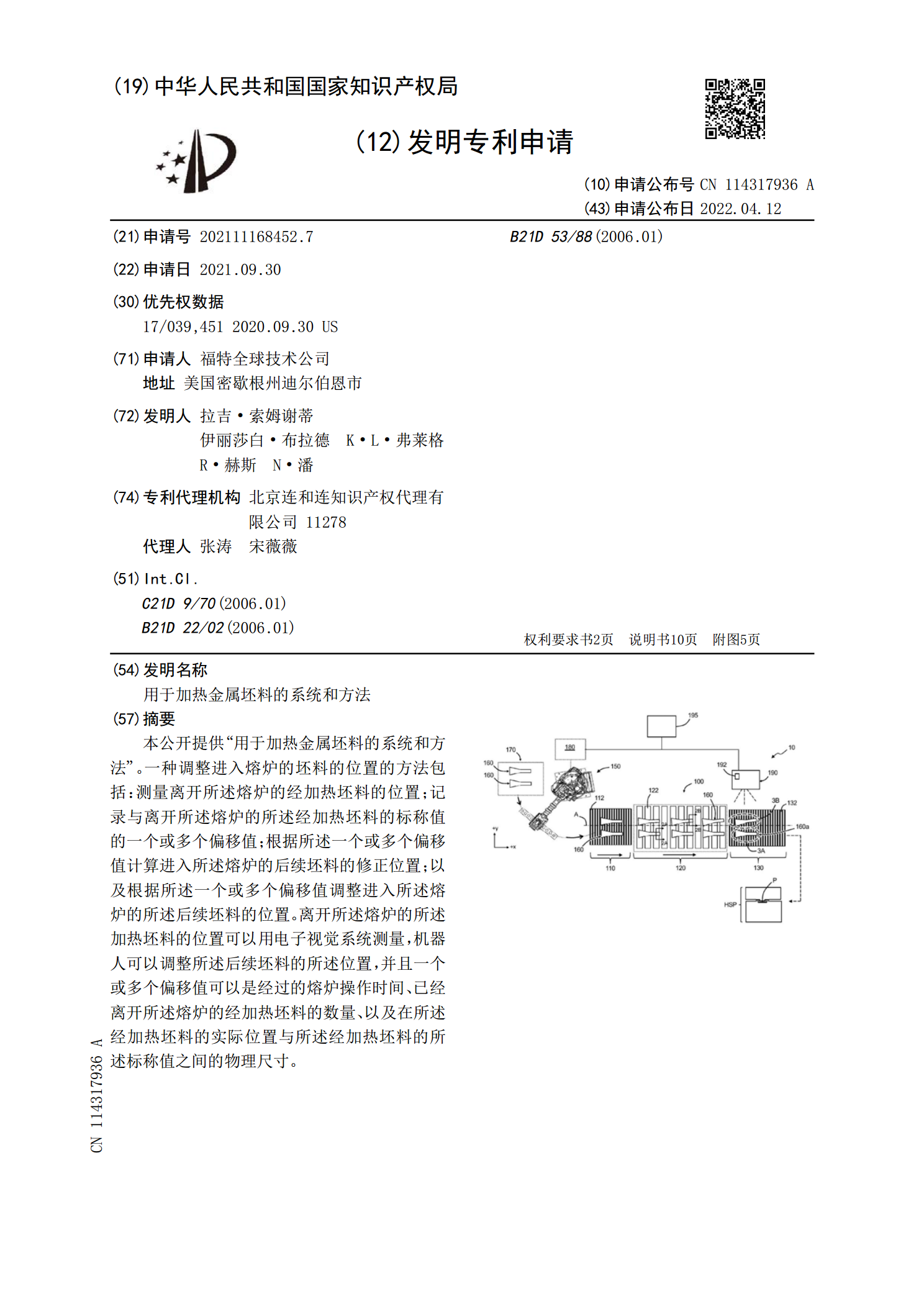
用于加热金属坯料的系统和方法.pdf
本公开提供“用于加热金属坯料的系统和方法”。一种调整进入熔炉的坯料的位置的方法包括:测量离开所述熔炉的经加热坯料的位置;记录与离开所述熔炉的所述经加热坯料的标称值的一个或多个偏移值;根据所述一个或多个偏移值计算进入所述熔炉的后续坯料的修正位置;以及根据所述一个或多个偏移值调整进入所述熔炉的所述后续坯料的位置。离开所述熔炉的所述加热坯料的位置可以用电子视觉系统测量,机器人可以调整所述后续坯料的所述位置,并且一个或多个偏移值可以是经过的熔炉操作时间、已经离开所述熔炉的经加热坯料的数量、以及在所述经加热坯料的实