
用于加热金属坯料的系统和方法.pdf

映雁****魔王


1/10
2/10

3/10

4/10

5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于加热金属坯料的系统和方法.pdf
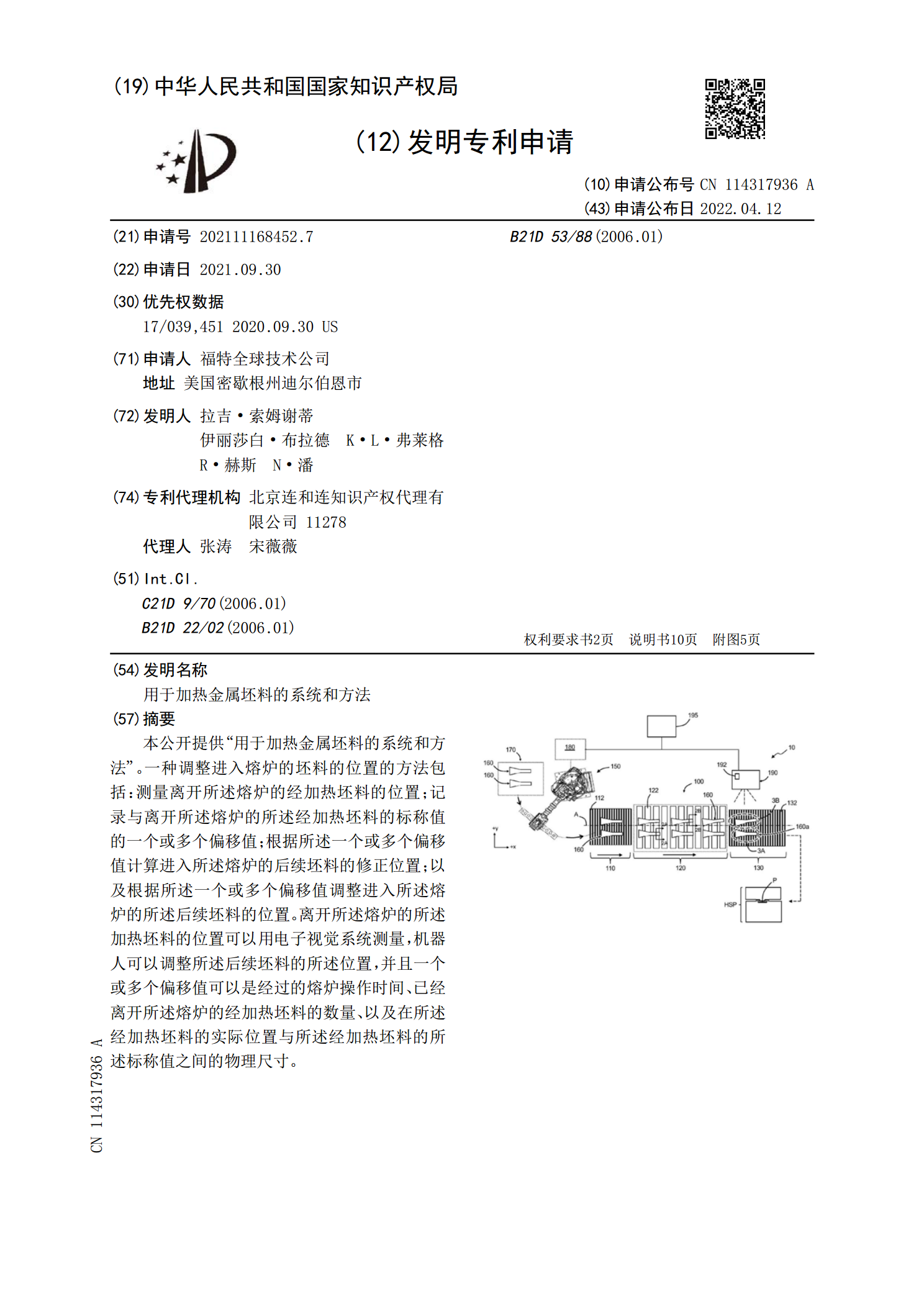
本公开提供“用于加热金属坯料的系统和方法”。一种调整进入熔炉的坯料的位置的方法包括:测量离开所述熔炉的经加热坯料的位置;记录与离开所述熔炉的所述经加热坯料的标称值的一个或多个偏移值;根据所述一个或多个偏移值计算进入所述熔炉的后续坯料的修正位置;以及根据所述一个或多个偏移值调整进入所述熔炉的所述后续坯料的位置。离开所述熔炉的所述加热坯料的位置可以用电子视觉系统测量,机器人可以调整所述后续坯料的所述位置,并且一个或多个偏移值可以是经过的熔炉操作时间、已经离开所述熔炉的经加热坯料的数量、以及在所述经加热坯料的实

用于加热坯料的方法以及加热系统.pdf
提供一种用于由坯料制造钢部件的方法。首先,将坯料放置在传送机系统中。然后,在将该坯料保留在预定预加热位置的同时至少预加热该坯料的一个预选区。最后,将该坯料传送通过炉。还提供了一种用于加热生产线中的坯料的预加热系统。

用于制造板状金属坯料的方法和设备.pdf
本发明涉及一种制造板状金属坯料的方法,包括以下步骤:柔性轧制由金属材料制成的带材(3),其中沿着带材(3)的长度产生具有不同板材厚度的厚度轮廓,以使得柔性轧制的带材(3)的连续区域(14)分别对应于将要从带材(3)切割出的板状金属坯料(2,102)的目标厚度轮廓;确定带材(3)的多个连续区域的所测量的厚度轮廓;根据带材(3)的至少两个连续区域(14)的所测量的厚度轮廓来计算将要从带材(3)切割出的用于板状金属坯料(2,102)的带材(3)中的目标位置;由至少一个切割装置(9,109)沿着目标位置切割柔性轧

用于沥青加热的系统和方法.pdf
本发明涉及用于沥青加热的系统和方法,并提供了一种铺路机。铺路机包括发动机、用于接收一定体积沥青的料斗和用于将沥青铺展到沥青垫层中的刮板元件。该机器还包括感应加热元件,该感应加热元件定位在料斗内,用于在铺路机的操作期间维持沥青的预定温度。

用于控制混合加热系统的系统和方法.pdf
在至少某些实施例中,混合加热系统包括热泵和辅助热炉。该系统还包括联接到热泵和辅助热炉的控制器。控制器响应于接收加热请求基于经济平衡点算法选择热泵或辅助热炉。