
一种含有超硬磨料金属陶瓷结合剂的打磨列车专用砂轮及其制备方法.pdf

一吃****天材

1/9
2/9

3/9

4/9

5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种含有超硬磨料金属陶瓷结合剂的打磨列车专用砂轮及其制备方法.pdf
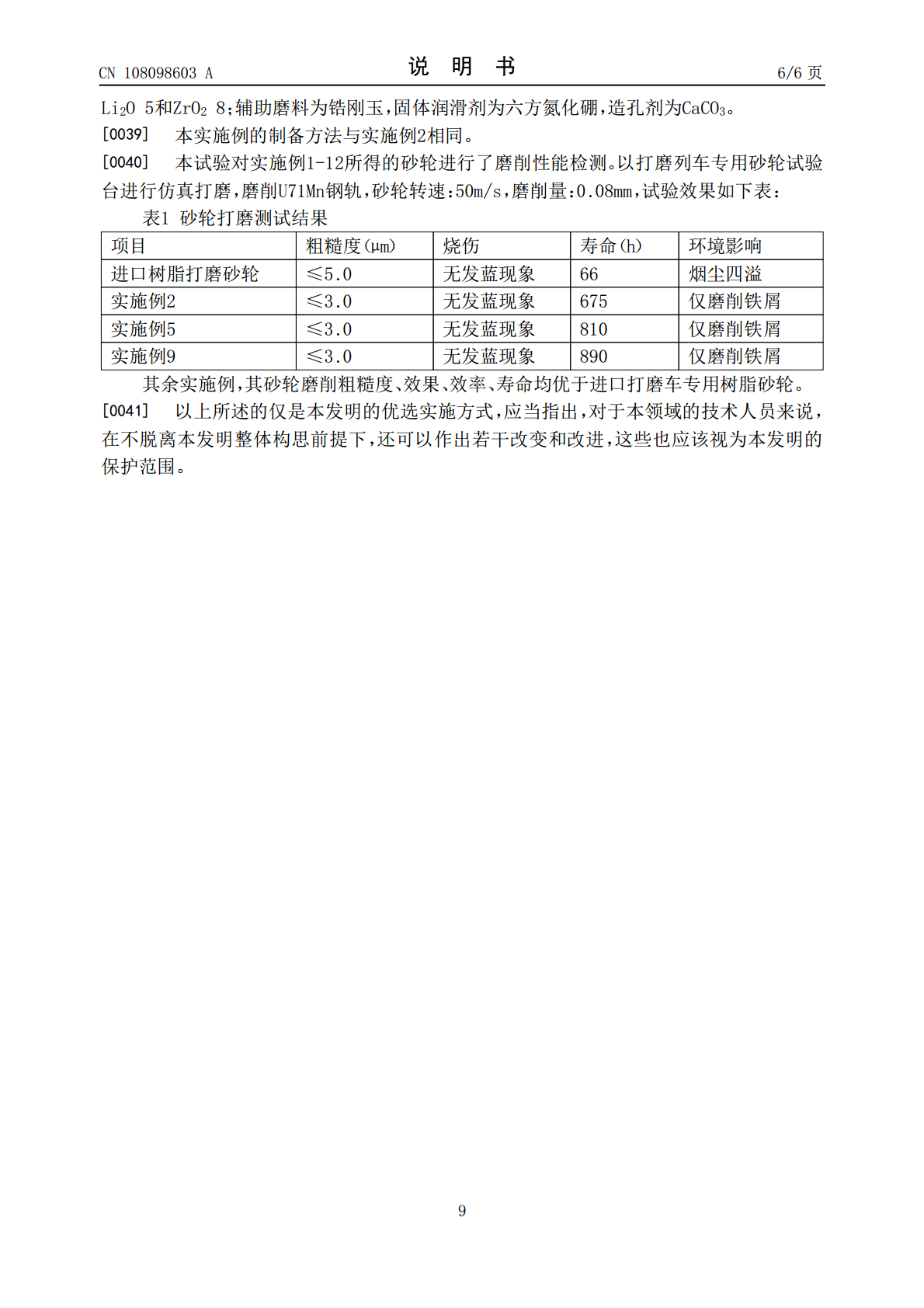
本发明涉及一种含有超硬磨料金属陶瓷结合剂的打磨列车专用砂轮及其制备方法,它是由如下原料制成:CBN磨料、金属结合剂、辅助磨料、陶瓷结合剂、固体润滑剂和造孔剂;它的制备方法包括以下步骤:(1)按照上述配比称取金刚石粉末、CBN磨料、金属结合剂、辅助磨料、陶瓷结合剂、固体润滑剂和造孔剂,再加入粘结剂,混合,过筛,获得成型料;(2)压制:将成型料均匀投入模具内并刮平,置入液压机定模热压,冷却出模后得砂轮坯体;然后干燥、烧结、加工检验、包装、入库,制得成品。该砂轮能够有效地提高其强度、自锐性能和磨削性能,从而相应
一种含有超硬磨料陶瓷结合剂的打磨列车专用砂轮及其制备方法.pdf
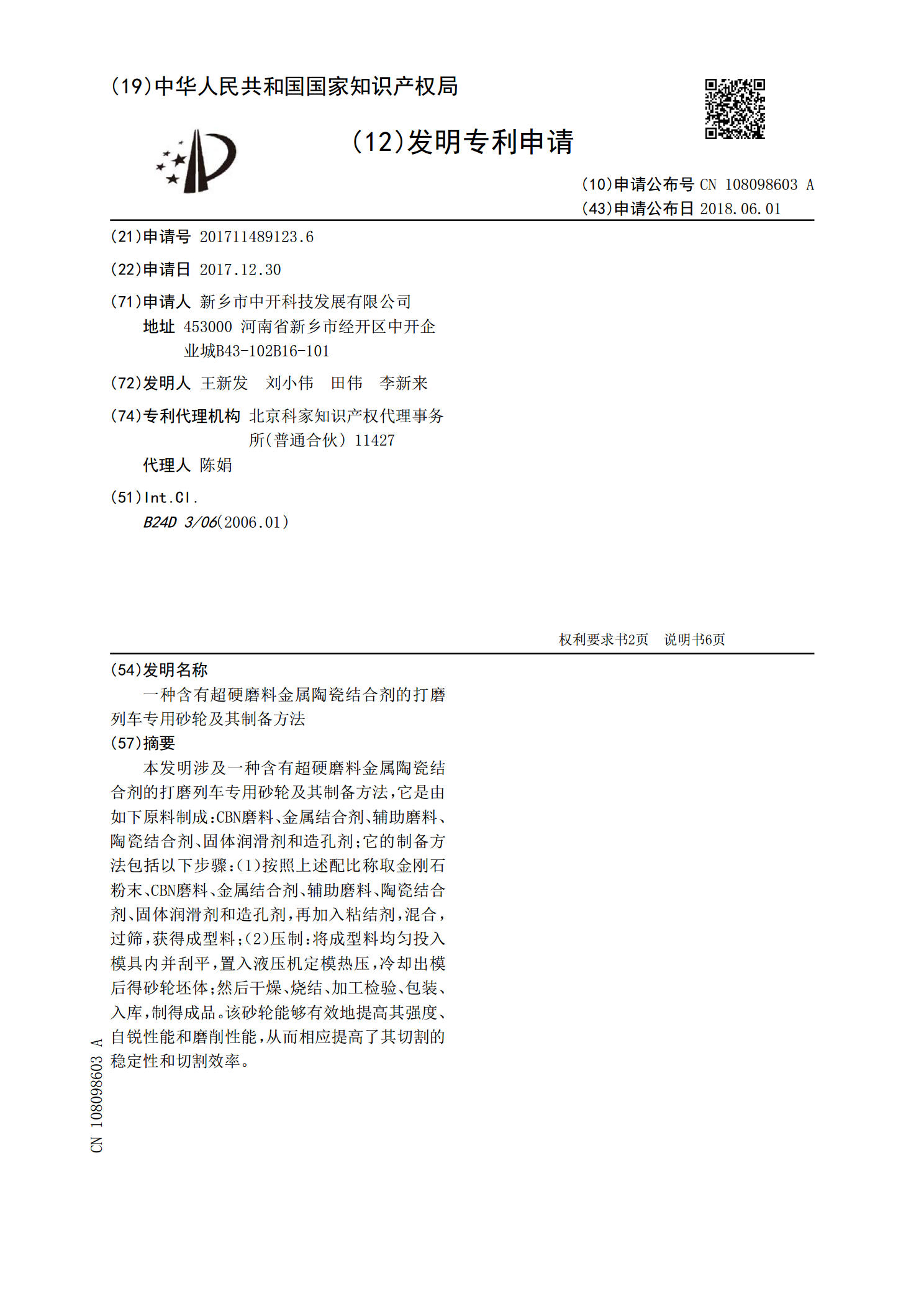
本发明涉及一种含有超硬磨料陶瓷结合剂的打磨列车专用砂轮及其制备方法,它是由如下重量份的原料制成:CBN磨料40~75、陶瓷结合剂30~50、辅助磨料5~30和造孔剂2~15;它的制备方法包括以下步骤:(1)按照上述配比称取CBN磨料、陶瓷结合剂、辅助磨料和造孔剂,再加入原料总重量的1~2%粘结剂,混合,过筛,获得成型料;(2)压制:将成型料均匀投入模具内并刮平,置入液压机定模热压,冷却出模后得砂轮坯体;然后干燥、烧结、加工检验、包装、入库,制得成品。该砂轮能够有效地提高其强度、自锐性能和磨削性能,从而相应
一种陶瓷超硬砂轮磨料及其制备方法.pdf
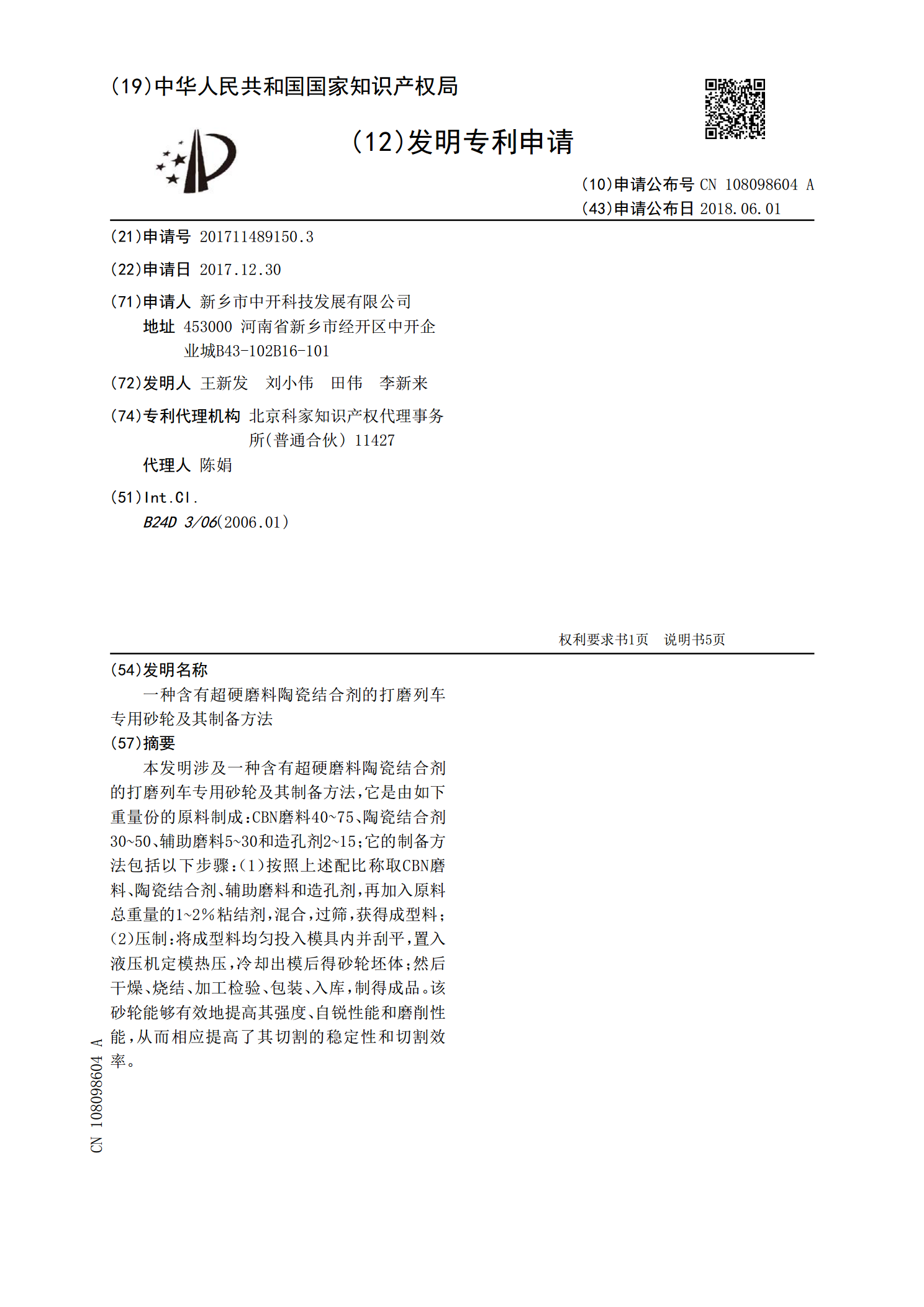
本发明公开了一种陶瓷超硬砂轮磨料,包括下述重量份的原料:白刚玉30‑40份,立方氮化硼10‑15份,二氧化硅10‑20份,二氧化钛10‑20份,金刚石15‑25份,冰晶石1‑5份,钾冰晶石3‑5份,环氧树脂5‑10份;本发明的陶瓷砂轮磨料选用硬度高的各种原料进行配比,得到的砂轮硬度高,边缘不容易破碎,砂轮磨片打磨效率高,生产成本低,打磨后工件表面具有良好的光洁度和平整度,具有较好的社会效益和经济效益。
一种短切碳纤维增强树脂结合剂超硬磨料砂轮及其制备方法.pdf
本发明公开了一种短切碳纤维增强树脂结合剂超硬磨料砂轮及其制备方法,基体采用短切碳纤维增强的铝粉基体压制而成,磨削层采用短切碳纤维增强的树脂结合剂与磨料压制而成;砂轮的树脂结合剂采用高温树脂和低温树脂混合的方式;超硬磨料采用镀覆金刚石和立方氮化硼混合的方式。本发明公布的超硬磨料砂轮,与常规砂轮相比,极限线速度较高,砂轮的转速得到提高,从而提高了生产效率;同时可以增强砂轮的形状保持性,使砂轮能够承受更高的应力,增加了树脂砂轮应用的范围;所述的砂轮工作温度更高,避免了砂轮的烧伤,延长了砂轮的使用寿命;所述的砂轮
用于超硬材料砂轮的微晶玻璃结合剂及其制备方法,超硬材料砂轮及其制备方法,复合砂轮.pdf
本发明公开了一种用于超硬材料砂轮的微晶玻璃结合剂及其制备方法,超硬材料砂轮及其制备方法,复合砂轮。该微晶玻璃结合剂由基础陶瓷结合剂和添加剂组成;所述基础陶瓷结合剂由以下质量百分比的原料制成:55~65%SiO