
通过修整辊对磨削蜗杆进行修整的方法以及修整辊.pdf

觅松****哥哥

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
通过修整辊对磨削蜗杆进行修整的方法以及修整辊.pdf
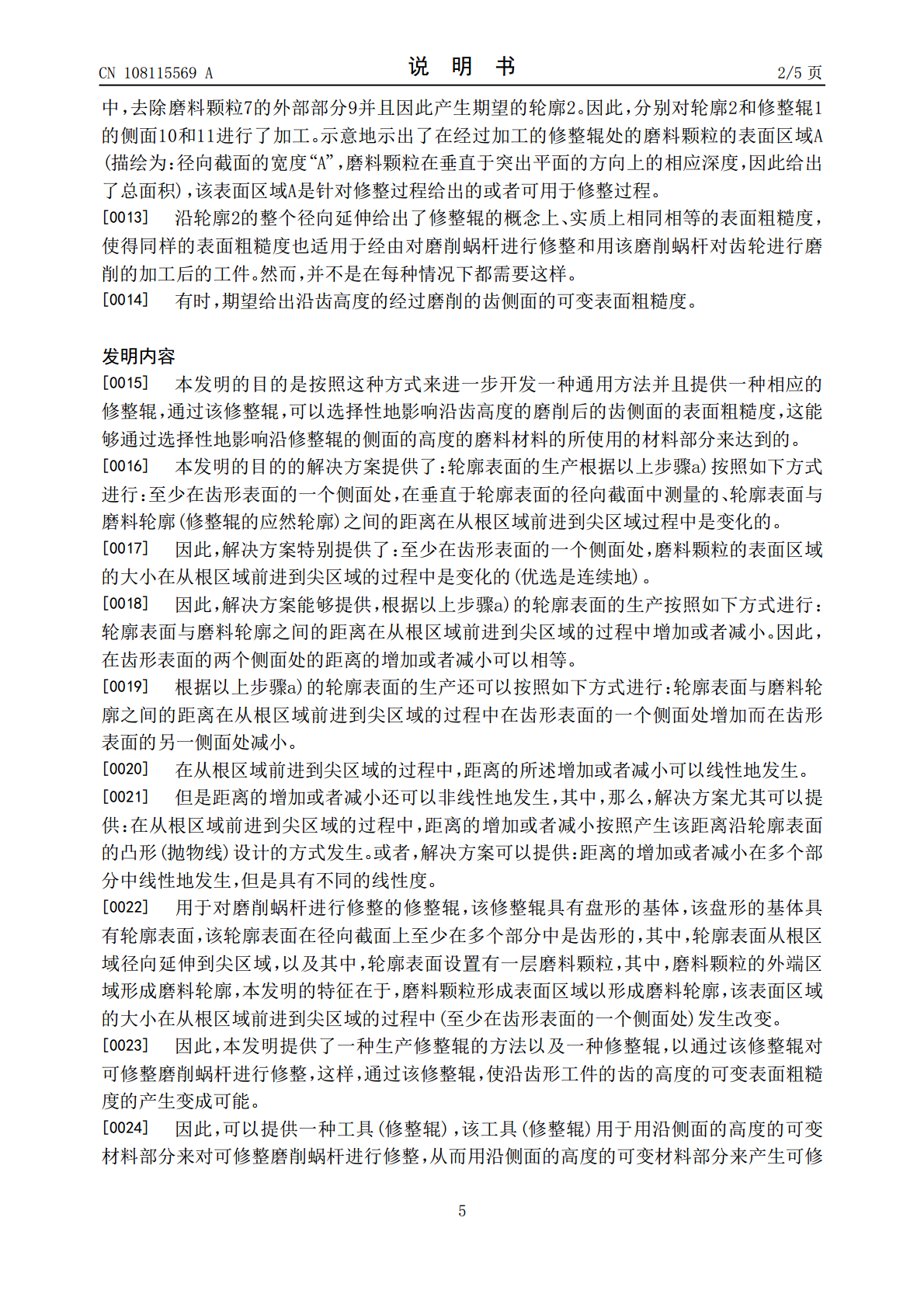
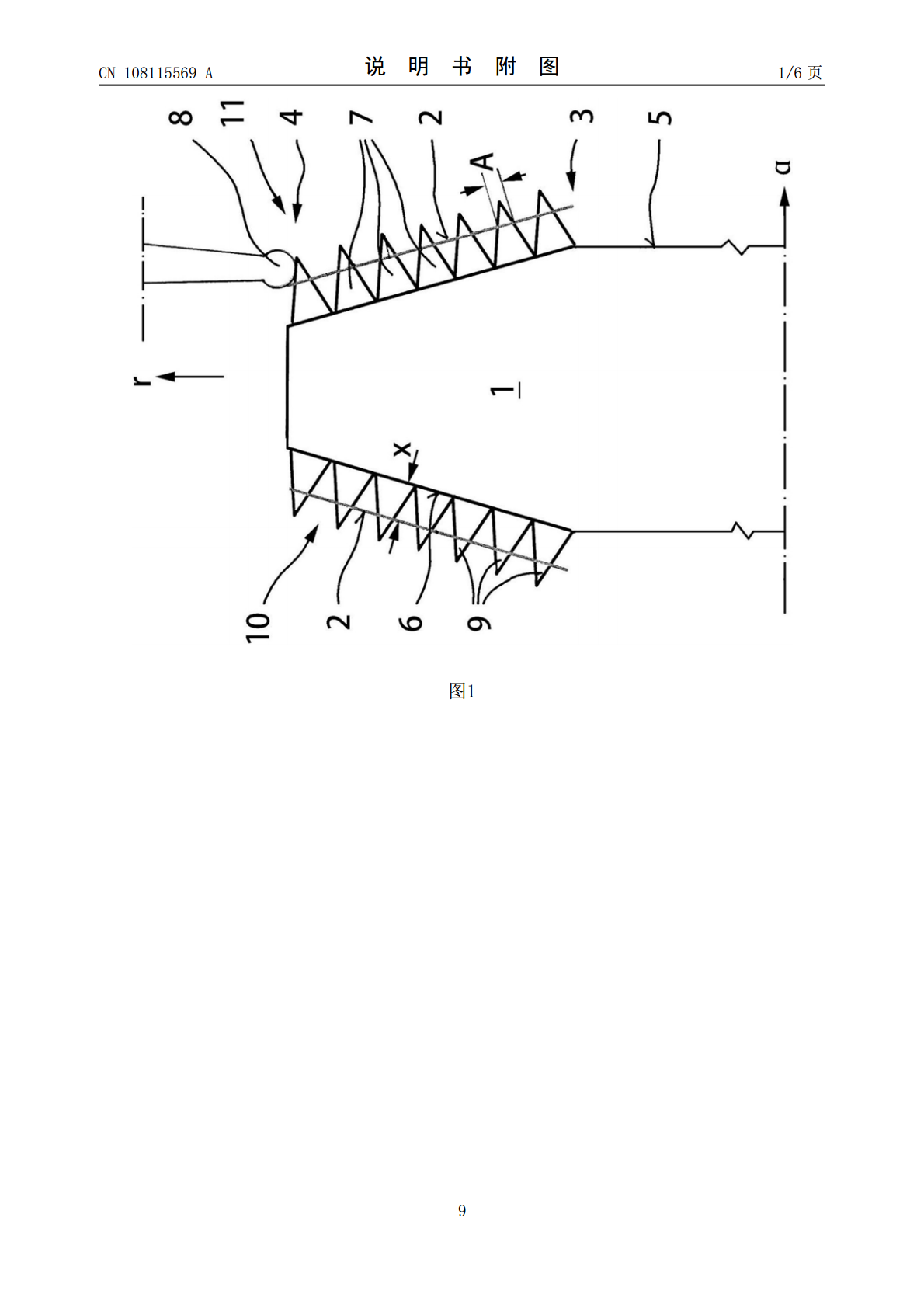
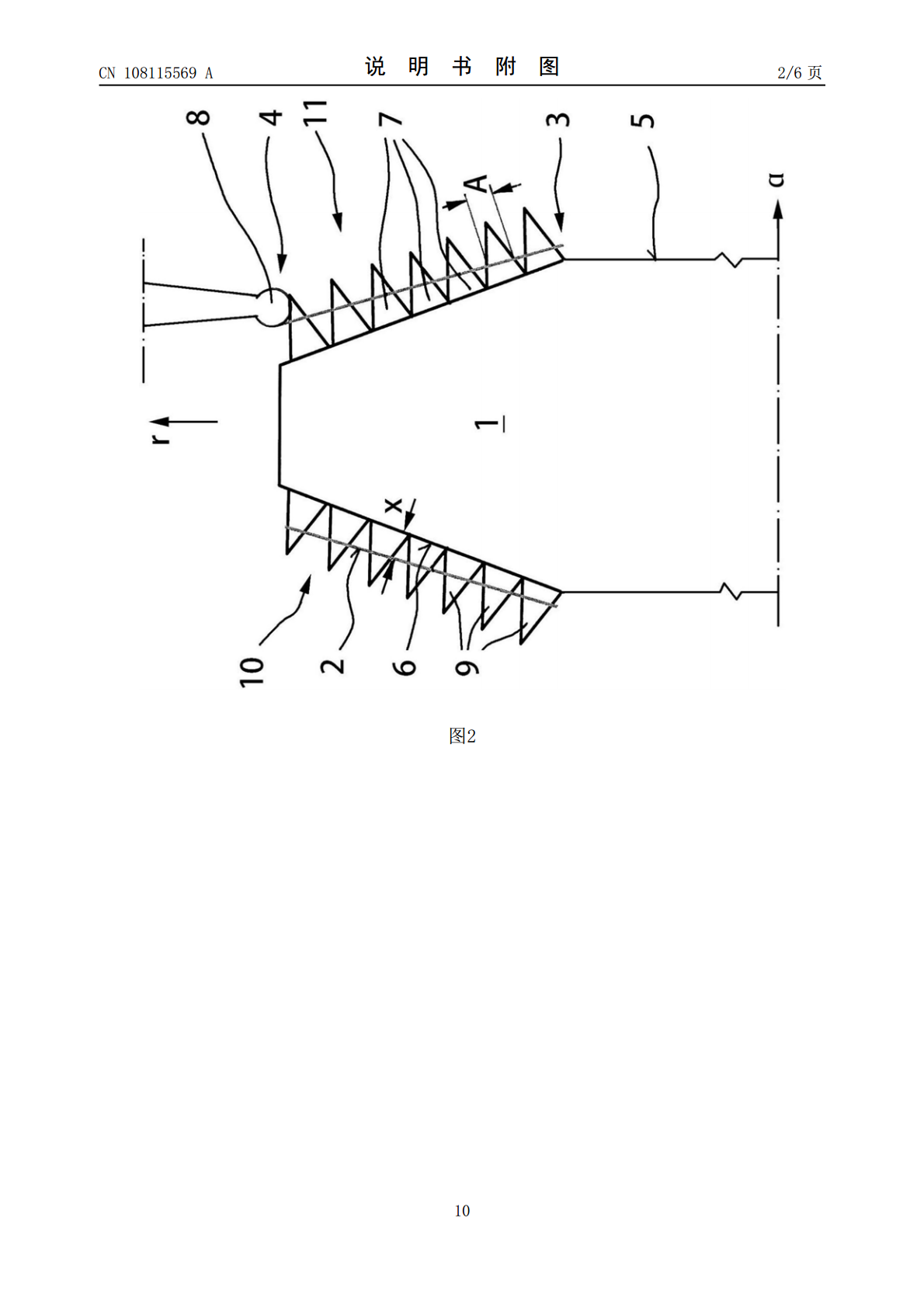
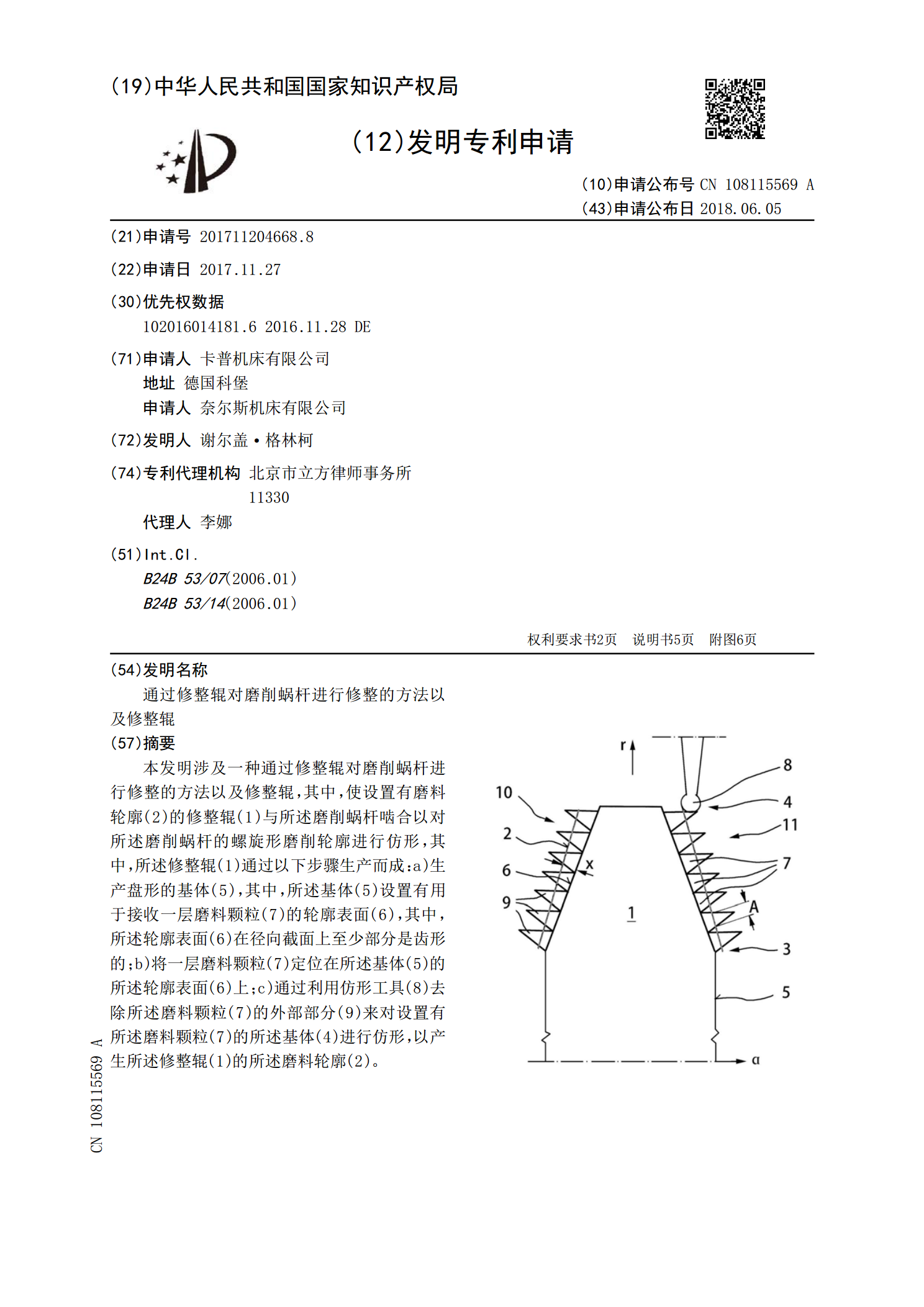
本发明涉及一种通过修整辊对磨削蜗杆进行修整的方法以及修整辊,其中,使设置有磨料轮廓(2)的修整辊(1)与所述磨削蜗杆啮合以对所述磨削蜗杆的螺旋形磨削轮廓进行仿形,其中,所述修整辊(1)通过以下步骤生产而成:a)生产盘形的基体(5),其中,所述基体(5)设置有用于接收一层磨料颗粒(7)的轮廓表面(6),其中,所述轮廓表面(6)在径向截面上至少部分是齿形的;b)将一层磨料颗粒(7)定位在所述基体(5)的所述轮廓表面(6)上;c)通过利用仿形工具(8)去除所述磨料颗粒(7)的外部部分(9)来对设置有所述磨料颗粒
修整辊以及通过修整辊修整磨削蜗杆的方法.pdf
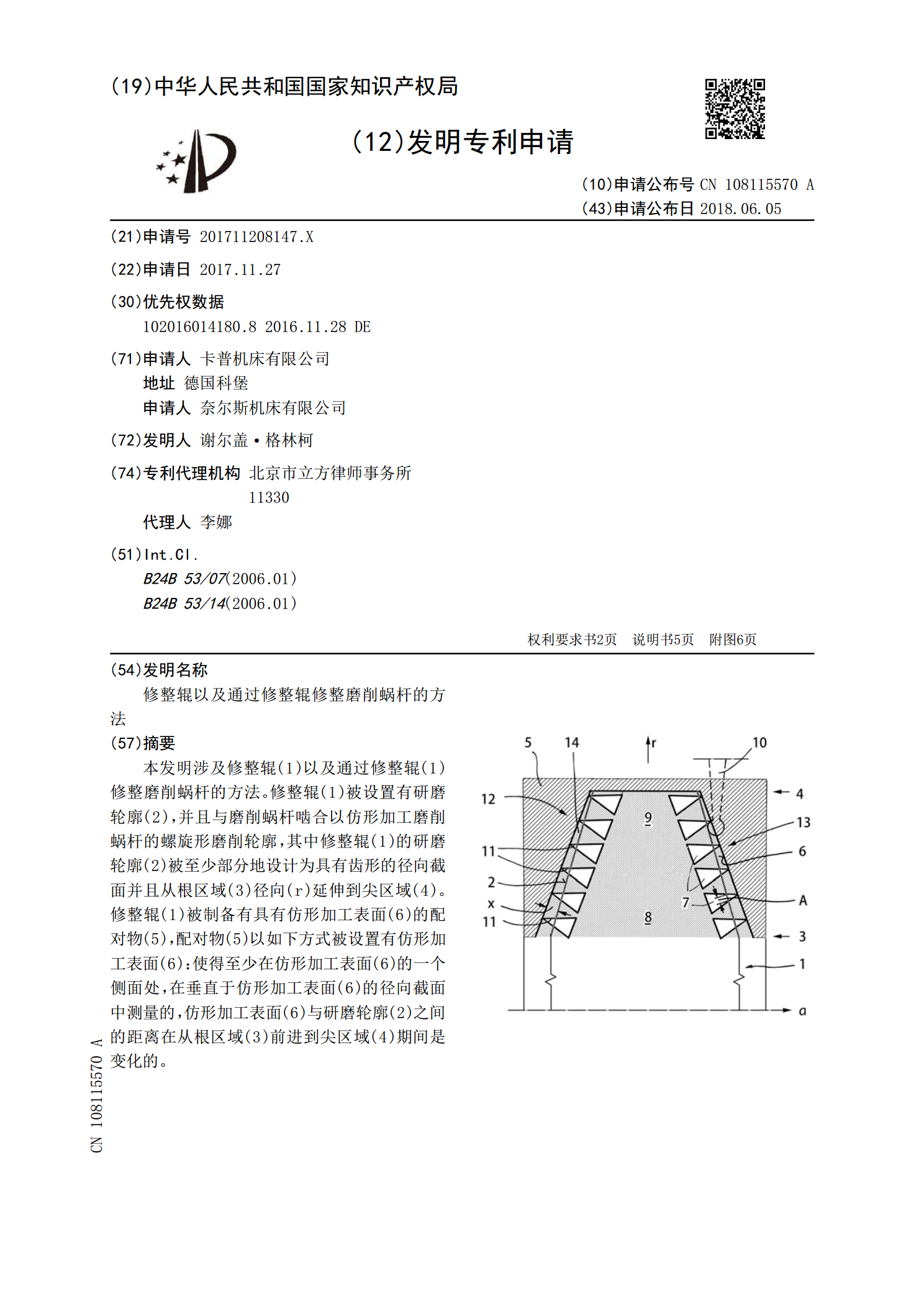
本发明涉及修整辊(1)以及通过修整辊(1)修整磨削蜗杆的方法。修整辊(1)被设置有研磨轮廓(2),并且与磨削蜗杆啮合以仿形加工磨削蜗杆的螺旋形磨削轮廓,其中修整辊(1)的研磨轮廓(2)被至少部分地设计为具有齿形的径向截面并且从根区域(3)径向(r)延伸到尖区域(4)。修整辊(1)被制备有具有仿形加工表面(6)的配对物(5),配对物(5)以如下方式被设置有仿形加工表面(6):使得至少在仿形加工表面(6)的一个侧面处,在垂直于仿形加工表面(6)的径向截面中测量的,仿形加工表面(6)与研磨轮廓(2)之间的距离在
通过蜗杆磨削轮磨削齿轮的方法和用于修整蜗杆磨削轮的修整辊.pdf
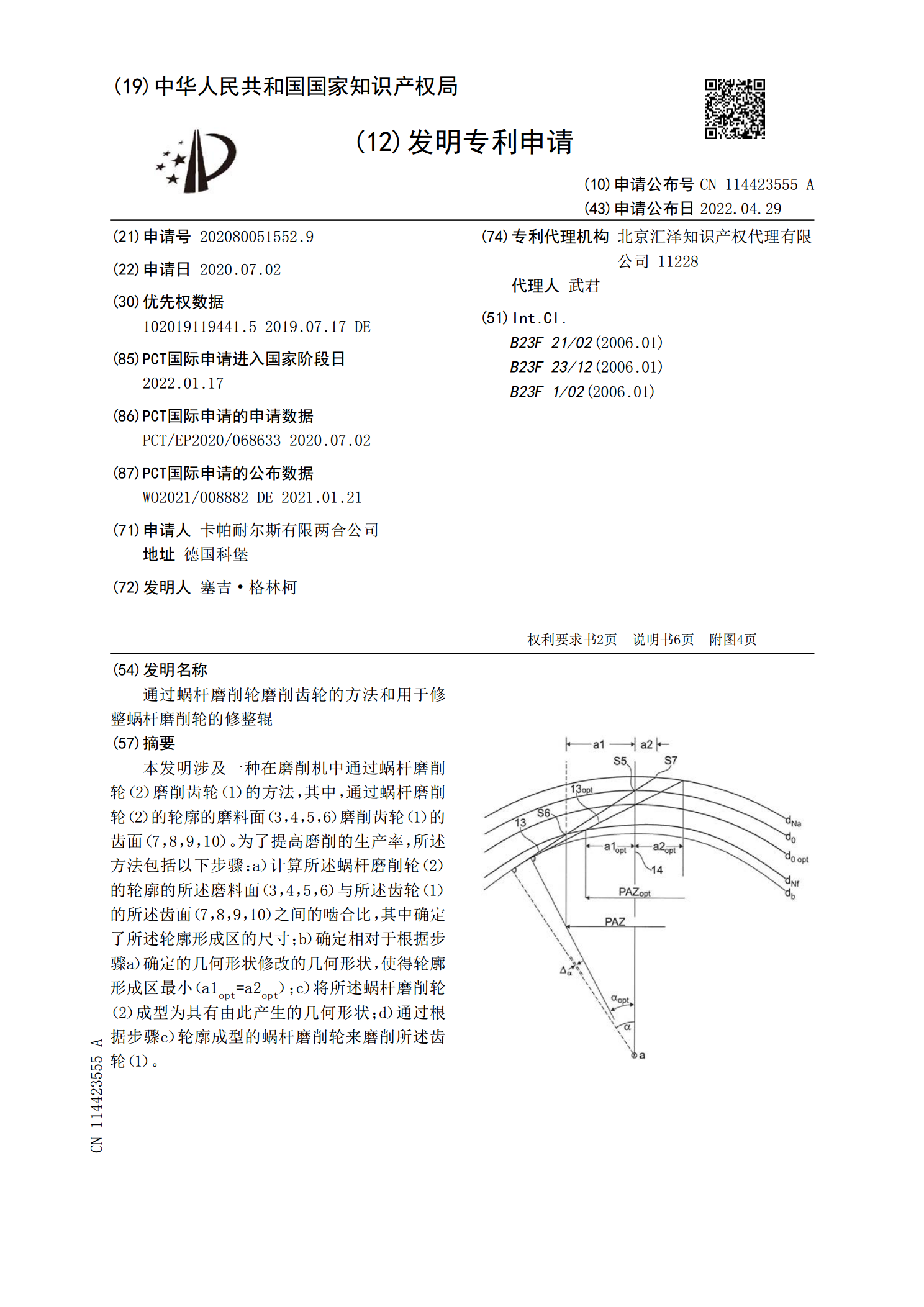
本发明涉及一种在磨削机中通过蜗杆磨削轮(2)磨削齿轮(1)的方法,其中,通过蜗杆磨削轮(2)的轮廓的磨料面(3,4,5,6)磨削齿轮(1)的齿面(7,8,9,10)。为了提高磨削的生产率,所述方法包括以下步骤:a)计算所述蜗杆磨削轮(2)的轮廓的所述磨料面(3,4,5,6)与所述齿轮(1)的所述齿面(7,8,9,10)之间的啮合比,其中确定了所述轮廓形成区的尺寸;b)确定相对于根据步骤a)确定的几何形状修改的几何形状,使得轮廓形成区最小(a1<base:Sub>opt</base:Sub>=a2<base

磨削砂轮的修整方法以及磨床.pdf
本发明提供构造简单且紧凑地、能够更高效地短时间修整砂轮的磨削砂轮的修整方法及磨床。修整装置被支承为能够向与砂轮旋转轴平行的Z轴方向弹性移动,并被支承为能向砂轮切入修整装置的X轴方向弹性移动,具有至少对向X轴方向的弹性移动的禁止与允许进行控制的移动限制装置,上述方法具有如下步骤:在X轴方向上使砂轮的加工面与修整装置接触的砂轮接触步骤;以及砂轮形状修整步骤,即当砂轮与修整装置接触时、或直到修整装置向X轴方向的弹性移动量达到第一规定量为止切入砂轮时,在将移动限制装置控制为禁止状态来禁止修整装置至少向X轴方向的弹

修整辊装配装置.pdf
本发明涉及一种用于将修整辊(12)装配在砂轮修整单元的修整工具轴(14)上的修整辊装配装置(10;30),其中所述修整辊装配装置(10;30)具有能够定位在修整工具轴(14)的自由端部上的装配套(16;32),该装配套的外表面设有圆锥形的装配区域(22;36),该装配区域在将修整辊(12)装配在修整工具轴(14)上时用作定心辅助件以及推移辅助件,其中圆锥形的装配区域(22;36)的最大外直径(dmax)小于或者相当于修整工具轴(14)的修整辊容纳直径(D)。