
多楔带及其制造方法.pdf

元容****少女


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

多楔带及其制造方法.pdf
本发明涉及一种多楔带,其具备含有橡胶组合物的硫化物的压缩橡胶层、芯体和延伸层,并且所述压缩橡胶层的侧部为与带轮接触的磨削面,且所述压缩橡胶层的底部为不与带轮接触的非磨削面,其中,在所述底部的表面具有包含含有在所述橡胶组合物的硫化温度下不熔融的耐热性纤维并且单位面积重量为25g/m

一种高性能模压弹性多楔带制造方法及其模具装置.pdf
本发明涉及传动带领域,是一种高性能模压弹性多楔带制造方法及其模具装置。解决了现有技术制造多楔带通常采用仿形砂轮磨削成楔生产方式,生产时原材料消耗高、能耗大,多楔带在运转时易出现噪音大和楔部磨损现象等问题,提供一种高性能模压弹性多楔带制造方法,该方法步骤如下:A、胶套的制作;B、胶片的预处理;C、胶片压延;D、胶片贴合形成带筒;E、带筒硫化;F、冷却后切割,即为成品。用本发明方法生产产品,原材料消耗低、能耗小,产品品质优异。

用于制造具有肋涂层的多楔带的方法.pdf
一种借助传统成型法用于制造具有肋涂层的多楔带的方法,在所述方法中,用于构成带体和其上的楔形肋的多层的、软管状的皮带卷轴具有至少一个由可固化的弹性体材料构成的层,所述皮带卷轴在具有用于楔形肋成型的结构的模具中成型,其中皮带卷轴的蜂窝状多孔外层由热塑性、特别是蜂窝状多孔热塑材料薄膜构成,在成型期间通过至少部分损失其孔隙度使其被软化或熔化以在脱模的多楔带上形成相同厚度的,均匀的、薄的表面涂层,即肋涂层。相关的多楔带与具有另外涂覆的由相应的基底材料(非多孔的)构成的肋涂层的皮带相比,在相同的层厚度下,在噪声和特定
多楔带和其制造方法、以及橡胶组合物.pdf
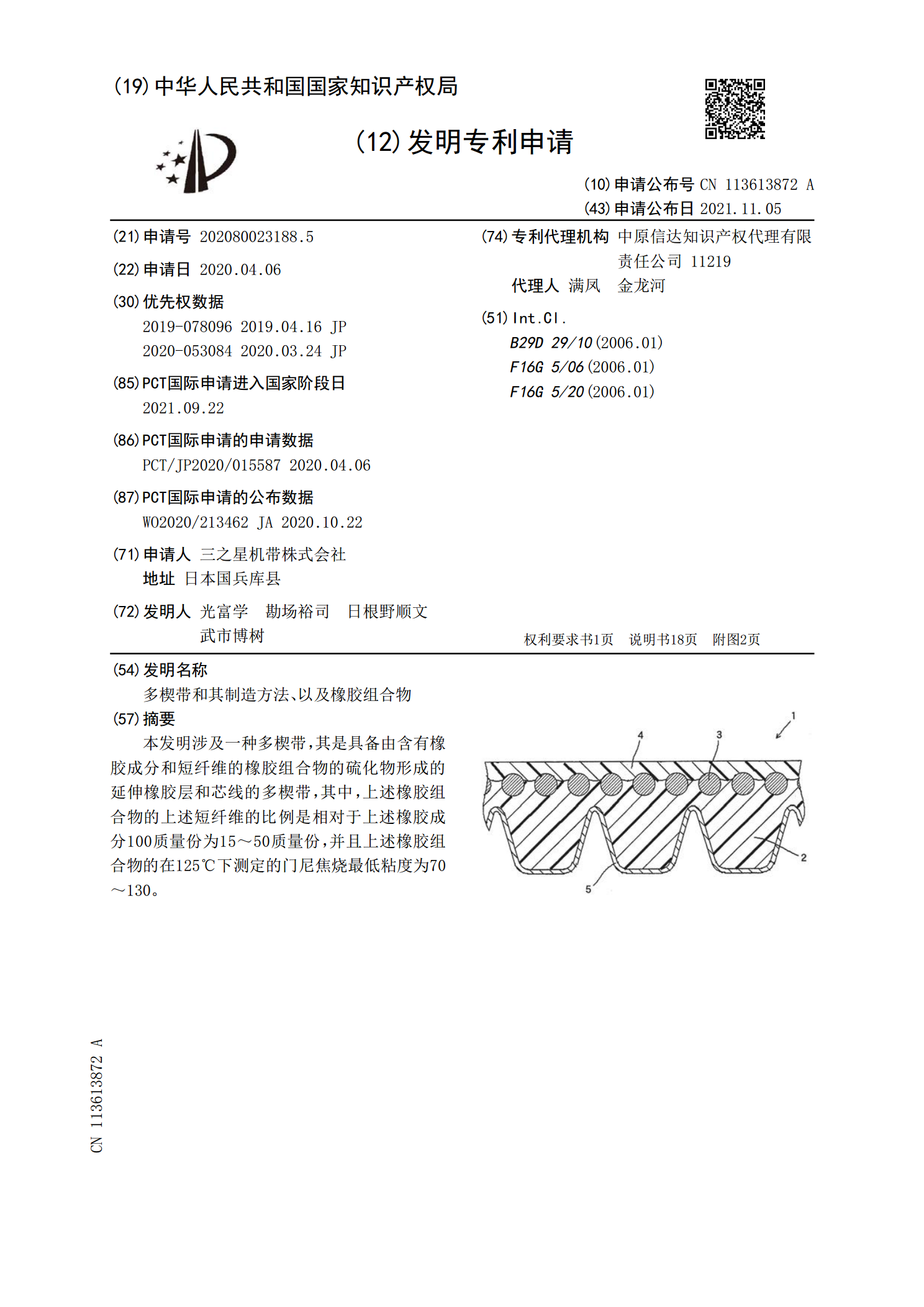
本发明涉及一种多楔带,其是具备由含有橡胶成分和短纤维的橡胶组合物的硫化物形成的延伸橡胶层和芯线的多楔带,其中,上述橡胶组合物的上述短纤维的比例是相对于上述橡胶成分100质量份为15~50质量份,并且上述橡胶组合物的在125℃下测定的门尼焦烧最低粘度为70~130。

多楔带及其用途.pdf
本发明的多楔带具备压缩橡胶层,所述压缩橡胶层具有沿着带长度方向相互平行地延伸的多个V型肋部并且具有至少一部分可与带轮的V型肋槽部接触的摩擦传动面,其中,上述压缩橡胶层的摩擦传动面由含有橡胶成分和抗噪声产生性提高剂的橡胶组合物的硫化物形成,并且上述V型肋部的V型肋角度比上述带轮的V型肋槽角度大5~9°。