
一种螺旋槽丝锥加工方法.pdf

宜欣****外呢


1/7
2/7
3/7
4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种螺旋槽丝锥加工方法.pdf
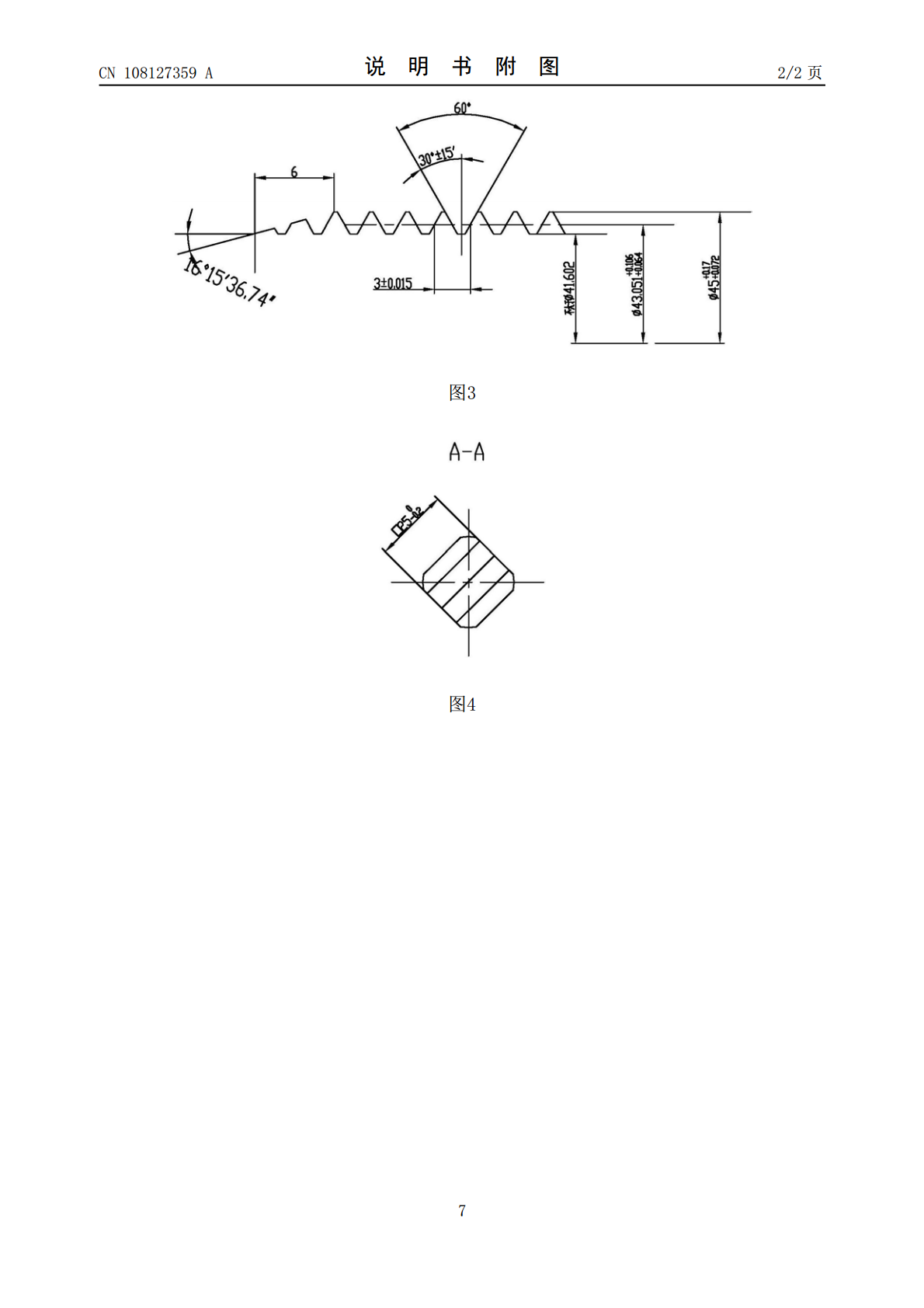
一种螺旋槽丝锥加工方法,它涉及一种丝锥加工方法。本发明解决了目前没有螺旋槽丝锥的加工方法的问题。在锯床锯削毛坯棒料;在卧式车床粗车外圆;丝锥和尾柄对焊一体;在卧式车床车削丝锥部分:车削丝锥外径为Φ45,车削尾柄外径为Φ31.5,在丝锥头部切削锥角,车削丝锥螺纹,车削螺纹中径为Φ43.051,螺纹中径放量0.6~0.7mm;卧式铣床加工沟槽;在卧式铣床加工尾柄25×25方尾;进行热处理;研磨两端中心孔;在外圆磨床磨削丝锥外圆;在数控磨床磨削前角10°,右旋螺旋角35°磨准;在铲齿磨床磨削切削锥及其后角;在螺

导柱螺旋槽丝锥的设计及工艺方法.docx
导柱螺旋槽丝锥的设计及工艺方法导柱螺旋槽丝锥的设计及工艺方法摘要:导柱螺旋槽丝锥是一种用于制造螺纹的工具,在机械制造行业中得到广泛应用。本论文将探讨导柱螺旋槽丝锥的设计原理和工艺方法,以及如何提高其加工效率和质量。关键词:导柱螺旋槽丝锥,设计原理,工艺方法,加工效率,质量引言导柱螺旋槽丝锥是一种常见的制造螺纹的工具,它主要由导柱和螺旋槽组成。导柱螺旋槽丝锥的设计和工艺方法对于螺纹加工的效率和质量有着重要影响。本论文将从设计原理和工艺方法两个方面来探讨导柱螺旋槽丝锥的相关内容。一、导柱螺旋槽丝锥的设计原理导

螺旋槽丝锥槽型优化设计.docx
螺旋槽丝锥槽型优化设计螺旋槽丝锥作为一种常见的螺纹加工工具,在机械加工中具有非常重要的作用。其槽型设计的合理与否直接影响丝锥的切削性能,因此优化螺旋槽丝锥槽型设计是十分必要的。一、螺旋槽丝锥槽型设计的优化目标螺旋槽丝锥的切削性能主要由其切削力和切削温度两方面来评价。因此,优化螺旋槽丝锥槽型设计的目标是减小切削力和切削温度,提高丝锥的工作效率和寿命。二、螺旋槽丝锥槽型设计的影响因素1.槽型参数螺旋槽丝锥的槽型包括槽角、槽距、槽宽等几个参数。这些参数的大小直接影响着丝锥的切削力和切削温度。2.切削材料螺旋槽丝

一种加工壳体螺旋槽的工装夹具及其加工壳体螺旋槽的方法.pdf
本发明公开了一种加工壳体螺旋槽的工装夹具及其加工壳体螺旋槽的方法,该工装夹具主要由旋转体和三爪卡盘组成;旋转体主要由扳手、旋转心轴、卡销、小圆台、大圆台、套筒、旋转凸轮和弹簧组成;旋转心轴一端连接有扳手,其本体上有卡销,在旋转心轴外有套筒,套筒下部有旋转凸轮固定连接,旋转心轴穿越旋转凸轮;旋转凸轮由大小圆盘组合而成,小圆盘盘体上有旋转上升的弧形缺口,卡销位于小圆盘的弧形缺口处;三爪卡盘与旋转心轴露出套筒盖的部分固定连接。该发明还公开了一种加工壳体螺旋槽的方法,即先调整好壳体和工装夹具与铣床的相对位置,然后
小直径大螺距盲孔加工用螺旋槽丝锥及使用方法.pdf
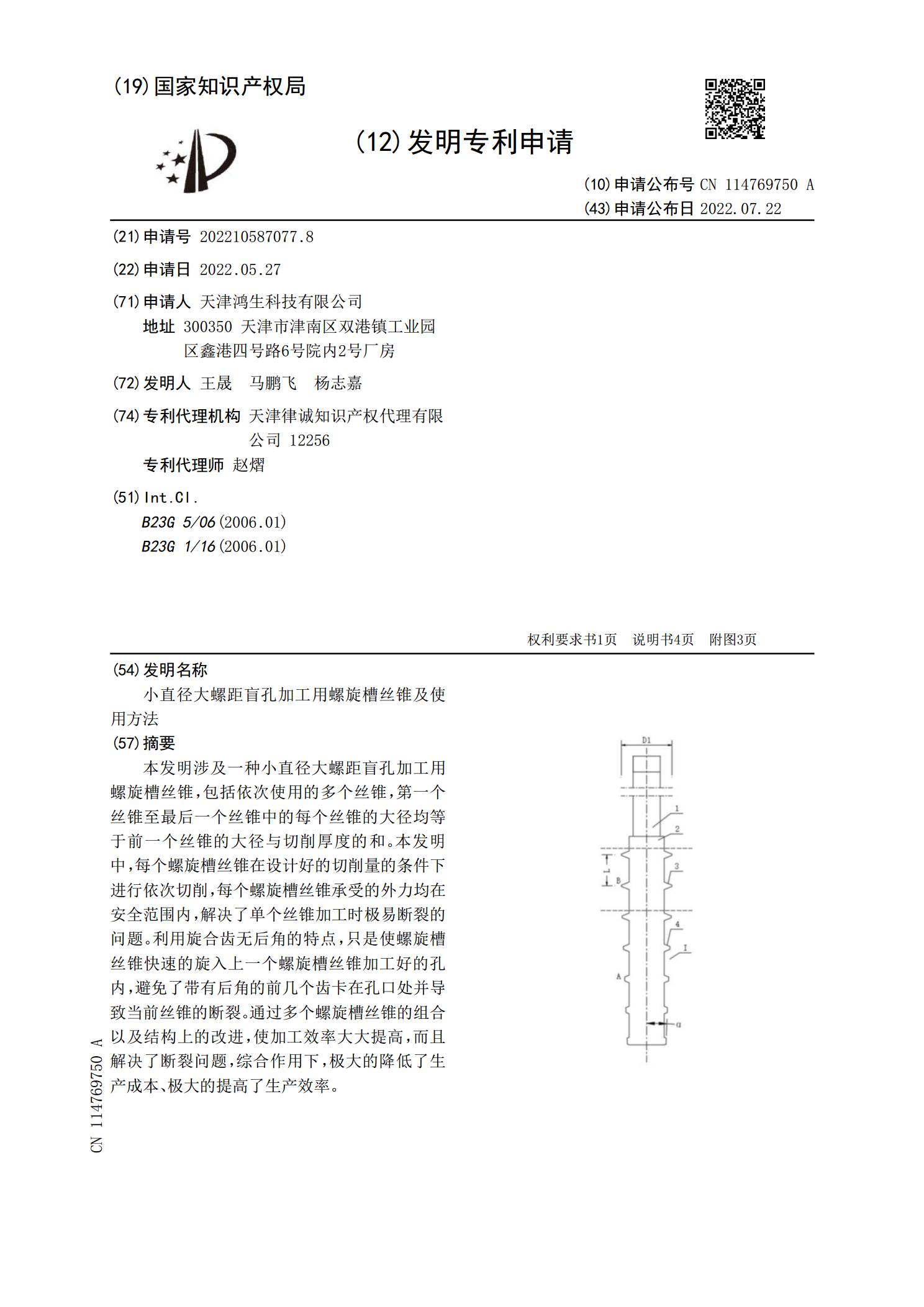
本发明涉及一种小直径大螺距盲孔加工用螺旋槽丝锥,包括依次使用的多个丝锥,第一个丝锥至最后一个丝锥中的每个丝锥的大径均等于前一个丝锥的大径与切削厚度的和。本发明中,每个螺旋槽丝锥在设计好的切削量的条件下进行依次切削,每个螺旋槽丝锥承受的外力均在安全范围内,解决了单个丝锥加工时极易断裂的问题。利用旋合齿无后角的特点,只是使螺旋槽丝锥快速的旋入上一个螺旋槽丝锥加工好的孔内,避免了带有后角的前几个齿卡在孔口处并导致当前丝锥的断裂。通过多个螺旋槽丝锥的组合以及结构上的改进,使加工效率大大提高,而且解决了断裂问题,综