
一种加工壳体螺旋槽的工装夹具及其加工壳体螺旋槽的方法.pdf

波峻****99


1/9
2/9

3/9

4/9
5/9
6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种加工壳体螺旋槽的工装夹具及其加工壳体螺旋槽的方法.pdf
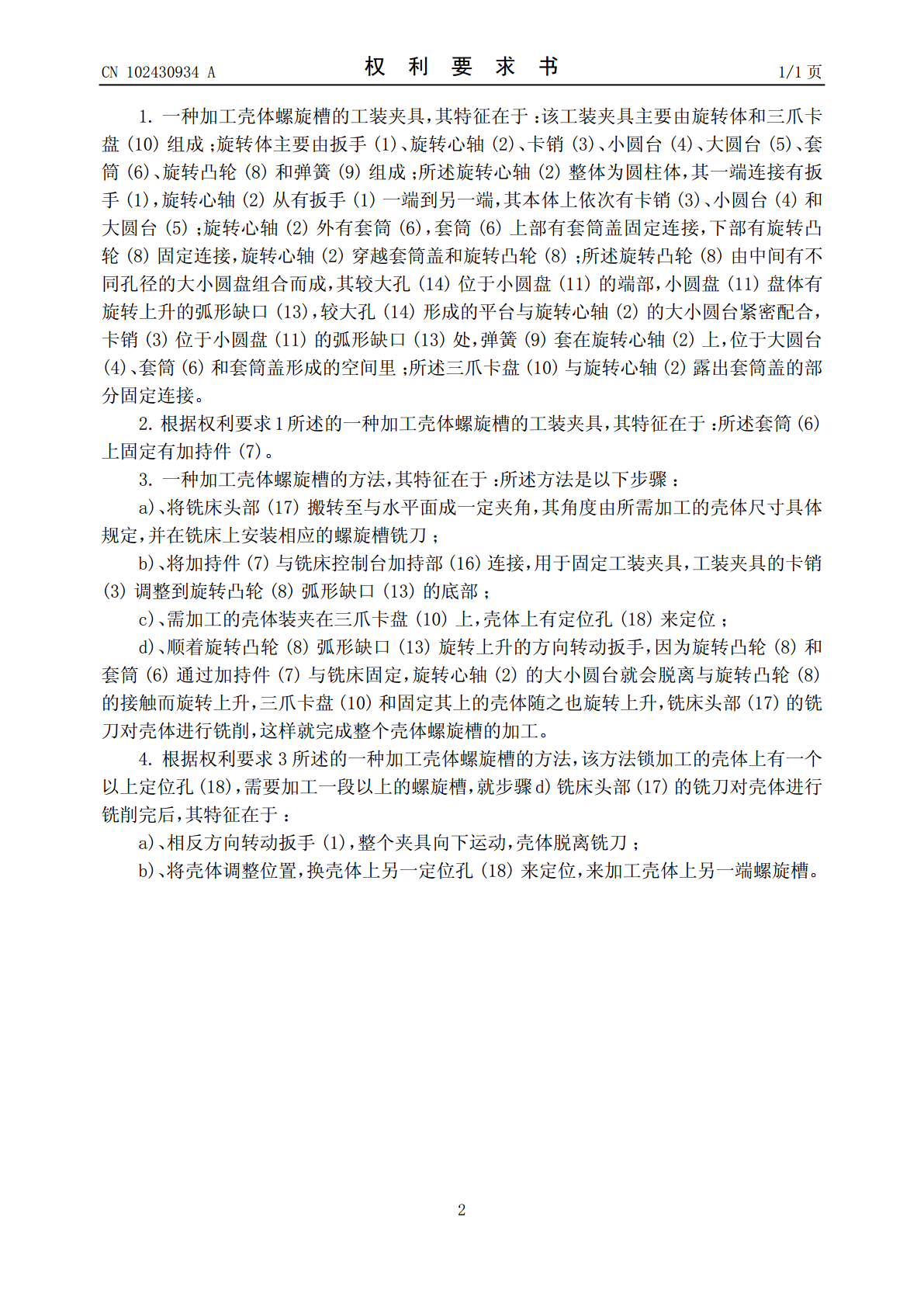
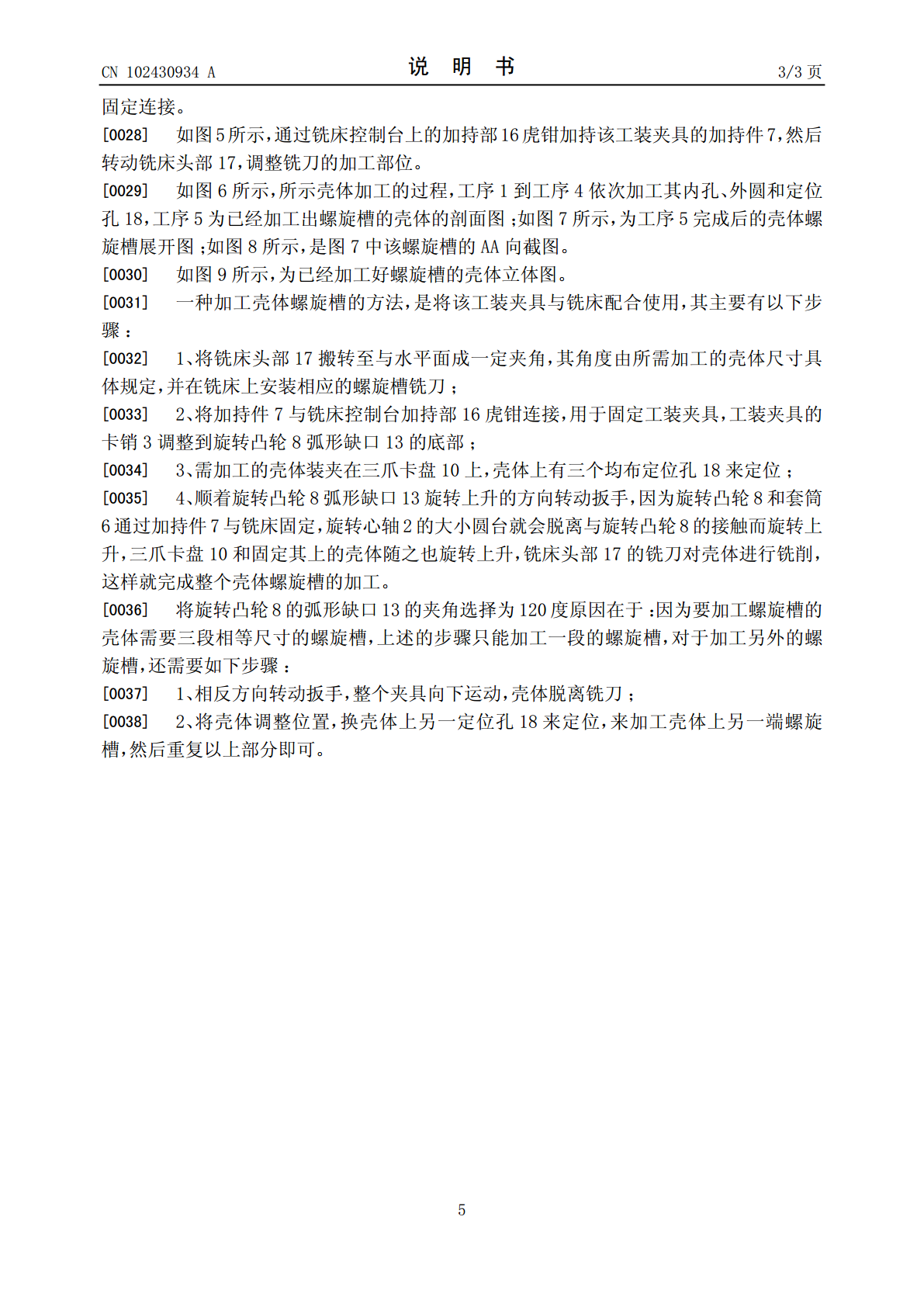
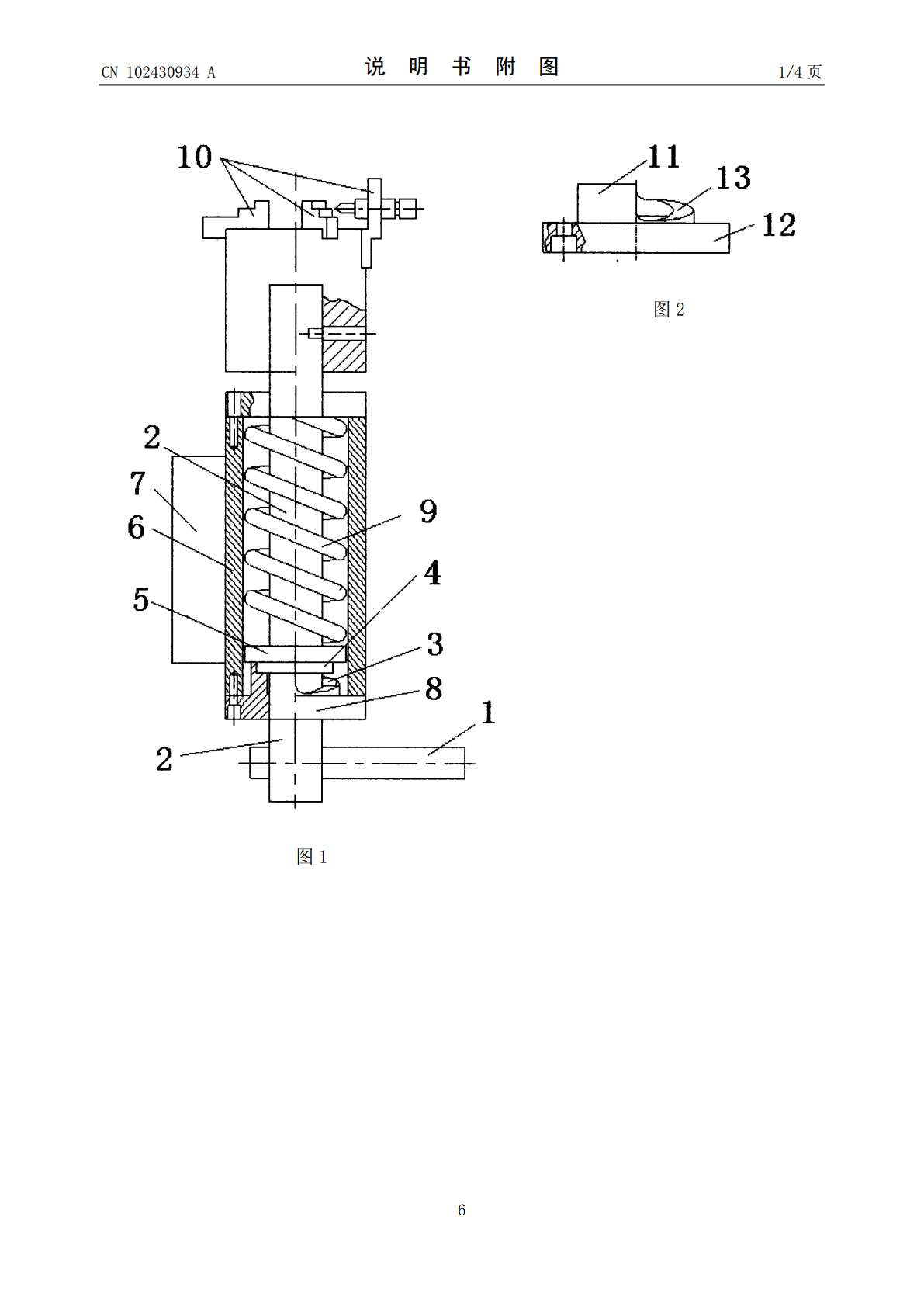
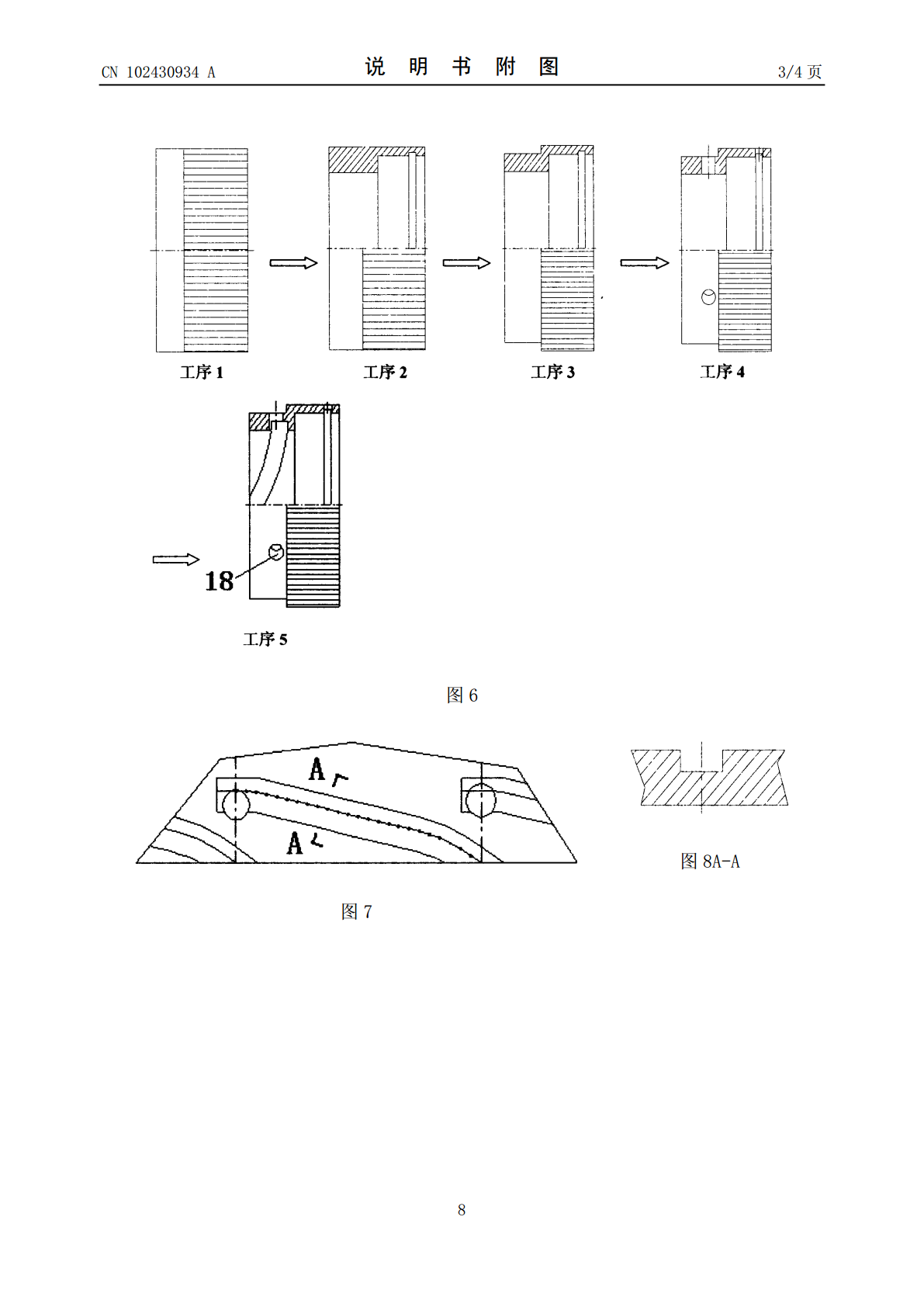
本发明公开了一种加工壳体螺旋槽的工装夹具及其加工壳体螺旋槽的方法,该工装夹具主要由旋转体和三爪卡盘组成;旋转体主要由扳手、旋转心轴、卡销、小圆台、大圆台、套筒、旋转凸轮和弹簧组成;旋转心轴一端连接有扳手,其本体上有卡销,在旋转心轴外有套筒,套筒下部有旋转凸轮固定连接,旋转心轴穿越旋转凸轮;旋转凸轮由大小圆盘组合而成,小圆盘盘体上有旋转上升的弧形缺口,卡销位于小圆盘的弧形缺口处;三爪卡盘与旋转心轴露出套筒盖的部分固定连接。该发明还公开了一种加工壳体螺旋槽的方法,即先调整好壳体和工装夹具与铣床的相对位置,然后

自动盘面螺旋槽加工装置.pdf
本发明公开了一种盘面螺旋槽加工装置,包括卡盘(1)和螺杆(3),该卡盘(1)上通过其中心孔固定一个锥齿轮,该螺杆(3)上套接固定有锥齿轮,该卡盘(1)与该螺杆(3)上的锥齿轮相咬合;该螺杆(3)一端套接有刀杆(7),该刀杆(7)上设有螺纹孔并与该螺杆(3)套接配合,该刀杆(7)上设有光孔,并以该光孔套接在该光杆(4)上,该螺杆(3)和该光杆(4)平行,都固定在“C”形架5上,该“C”形架5固定在该小刀架6上。
圆锥螺旋槽加工方法.pdf
本发明圆锥螺旋槽加工方法涉及机械加工领域,具体涉及圆锥螺旋槽加工方法,包括以下步骤:用分度头的卡盘夹紧该零件的大头,而另一头用尾座顶尖顶紧;用百分表校正零件的轴线的水平度,再校正零件的圆跳动度和轴跳动度;计算零件的挂轮比;挂轮;加工刀路的设置,此零件的加工要采用直线型单向进给刀具路径,避免环形加工,切削加工分粗加工和精加工两个工序,粗加工使用平行铣削,刀具选择半径为2.5mm的球刀,单向切削方式,从小头往大头方向进给;精加工使用平行铣削精加工,刀具选择半径为2mm的球刀,也使用单向切削方式;对其进行粗、精
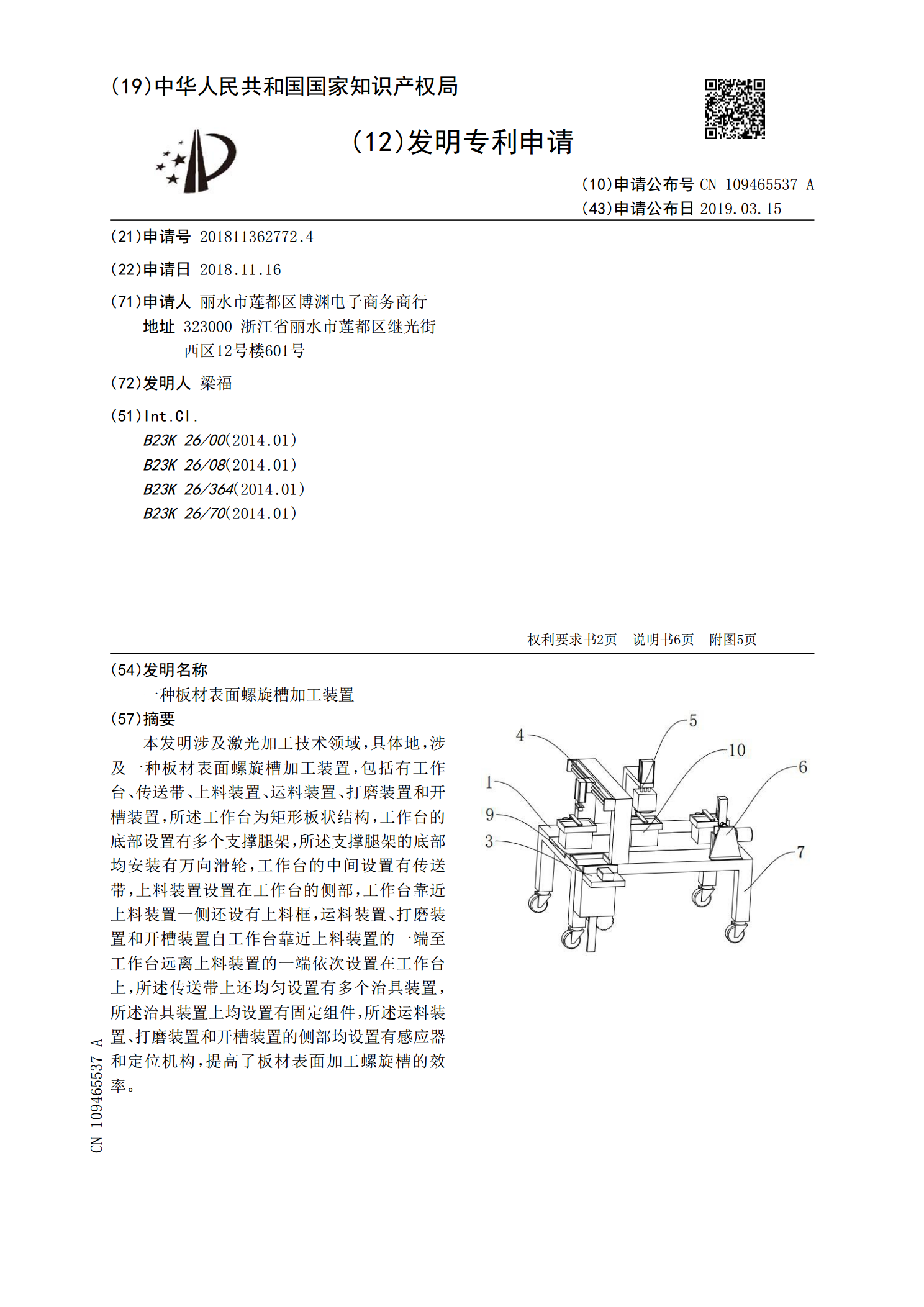
一种板材表面螺旋槽加工装置.pdf
本发明涉及激光加工技术领域,具体地,涉及一种板材表面螺旋槽加工装置,包括有工作台、传送带、上料装置、运料装置、打磨装置和开槽装置,所述工作台为矩形板状结构,工作台的底部设置有多个支撑腿架,所述支撑腿架的底部均安装有万向滑轮,工作台的中间设置有传送带,上料装置设置在工作台的侧部,工作台靠近上料装置一侧还设有上料框,运料装置、打磨装置和开槽装置自工作台靠近上料装置的一端至工作台远离上料装置的一端依次设置在工作台上,所述传送带上还均匀设置有多个治具装置,所述治具装置上均设置有固定组件,所述运料装置、打磨装置和开
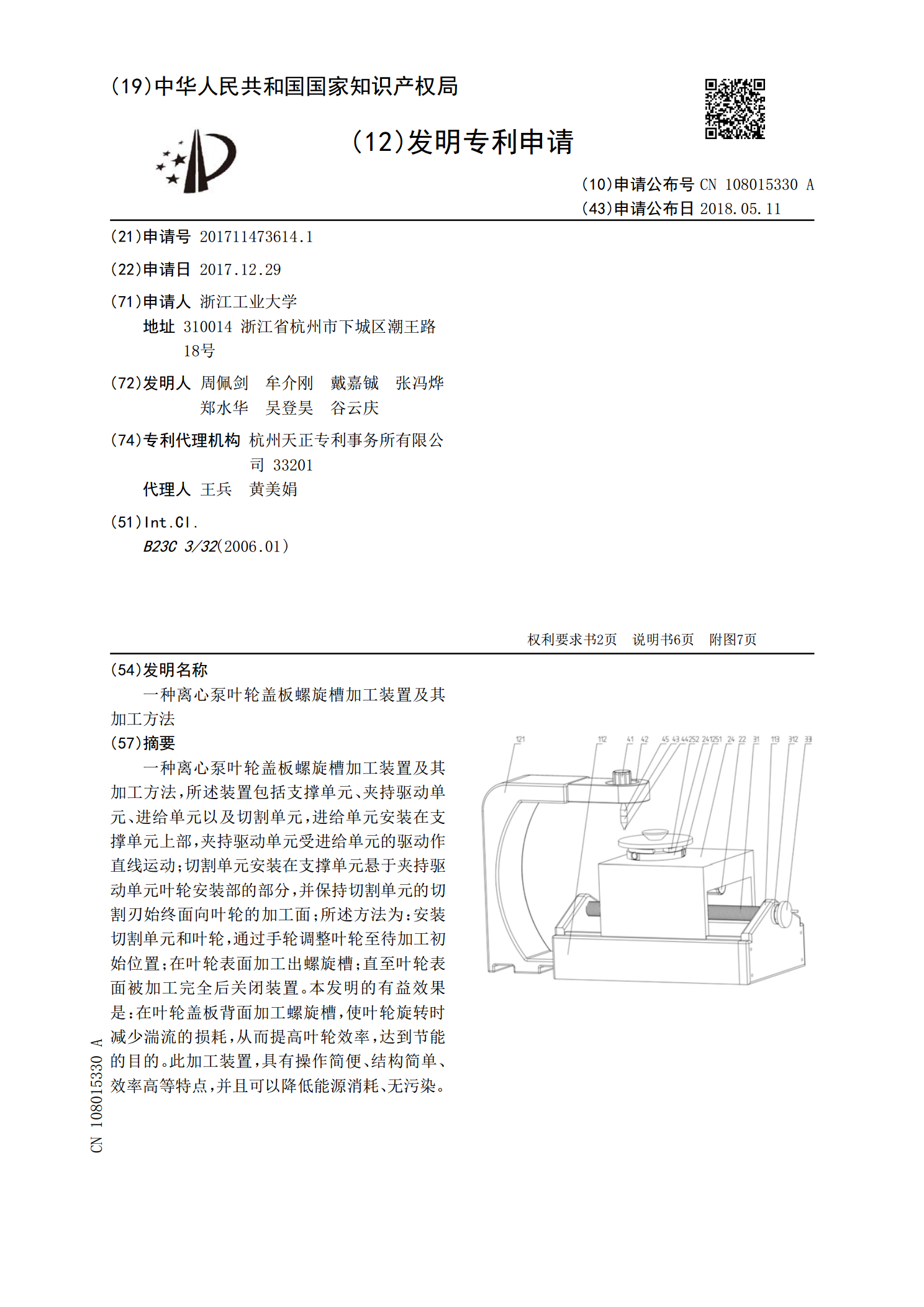
一种离心泵叶轮盖板螺旋槽加工装置及其加工方法.pdf
一种离心泵叶轮盖板螺旋槽加工装置及其加工方法,所述装置包括支撑单元、夹持驱动单元、进给单元以及切割单元,进给单元安装在支撑单元上部,夹持驱动单元受进给单元的驱动作直线运动;切割单元安装在支撑单元悬于夹持驱动单元叶轮安装部的部分,并保持切割单元的切割刃始终面向叶轮的加工面;所述方法为:安装切割单元和叶轮,通过手轮调整叶轮至待加工初始位置;在叶轮表面加工出螺旋槽;直至叶轮表面被加工完全后关闭装置。本发明的有益效果是:在叶轮盖板背面加工螺旋槽,使叶轮旋转时减少湍流的损耗,从而提高叶轮效率,达到节能的目的。此加工