
制造用于硫化轮胎的模具的模制元件的方法.pdf

鸿朗****ka


1/10
2/10

3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
制造用于硫化轮胎的模具的模制元件的方法.pdf
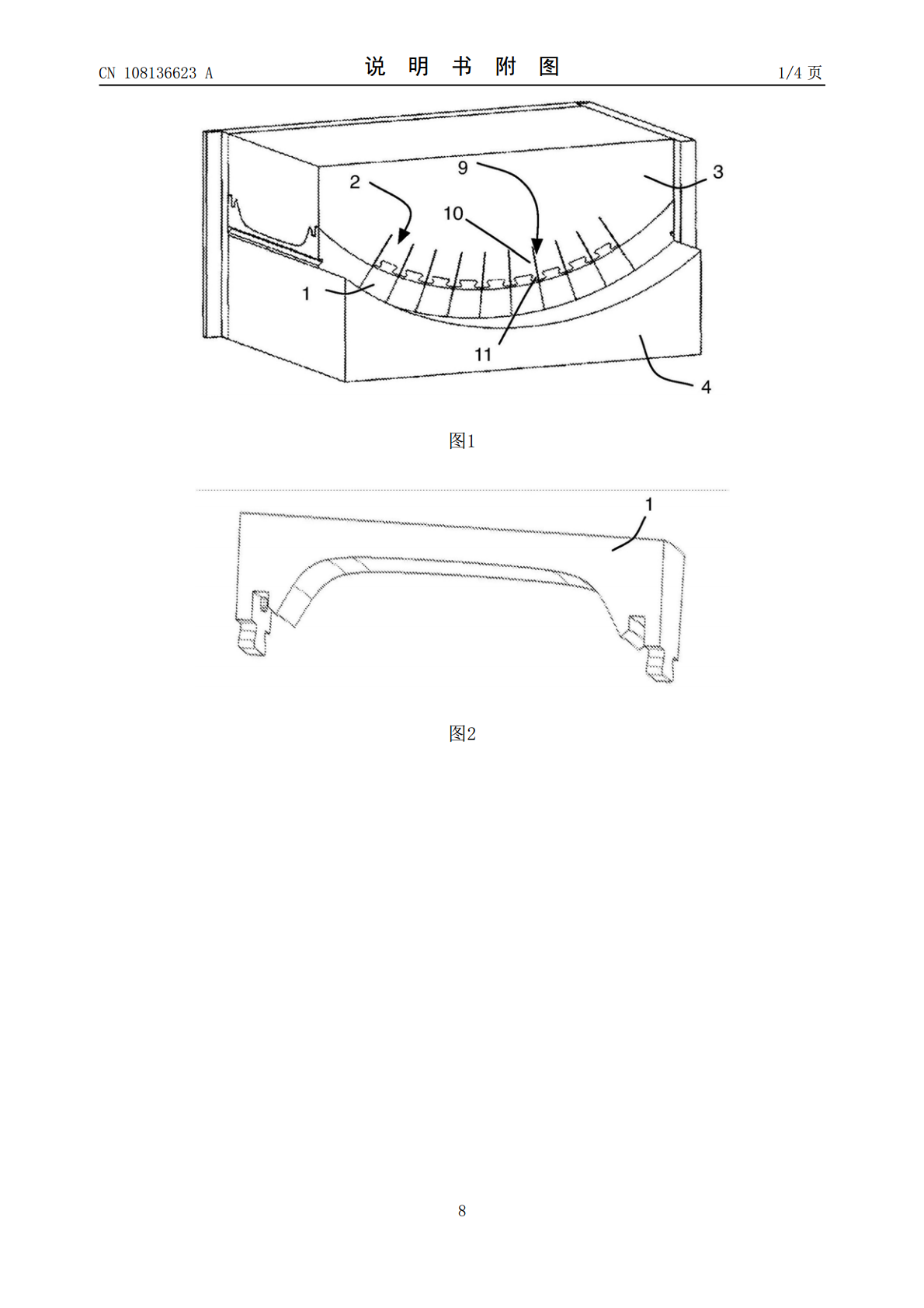
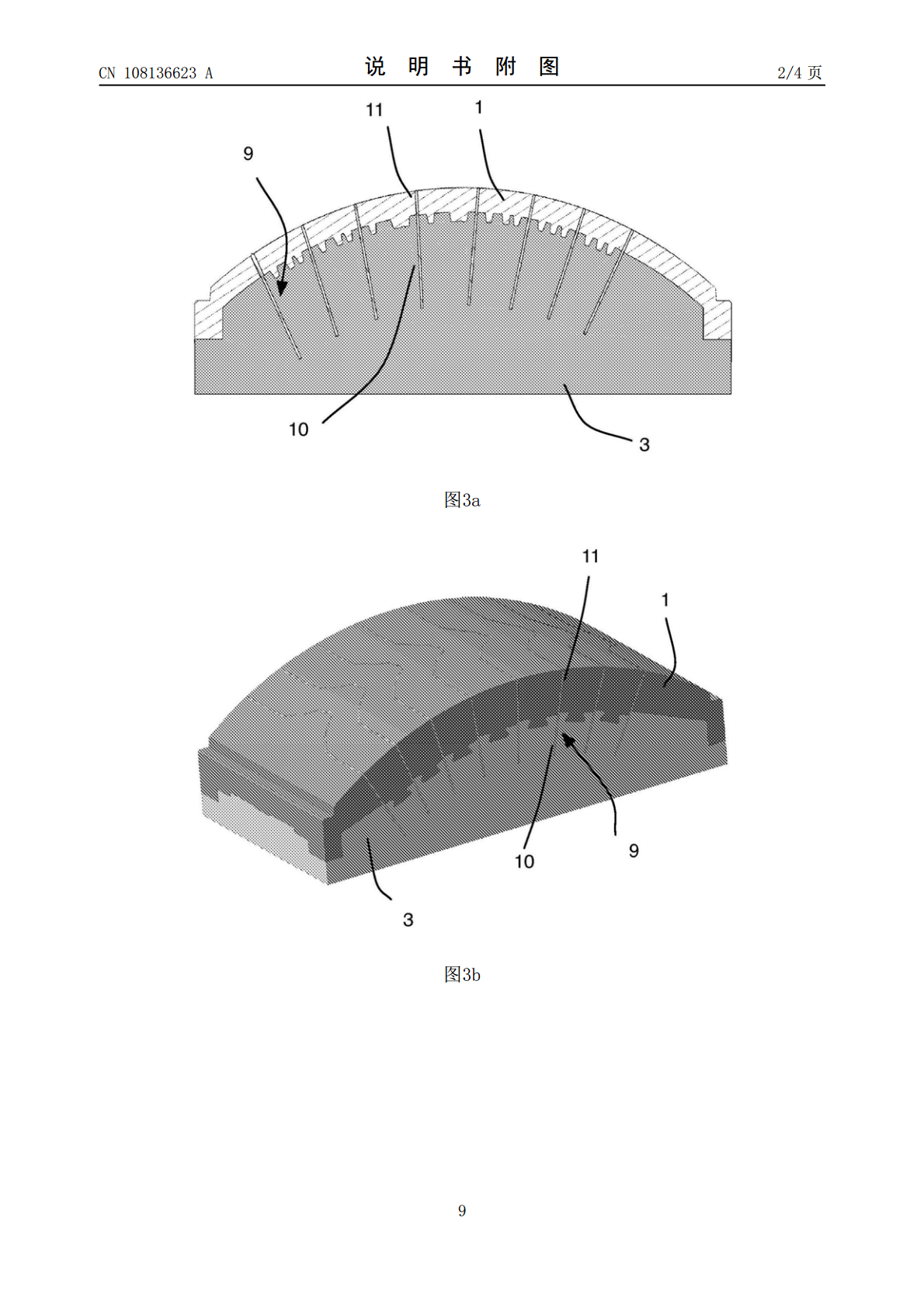
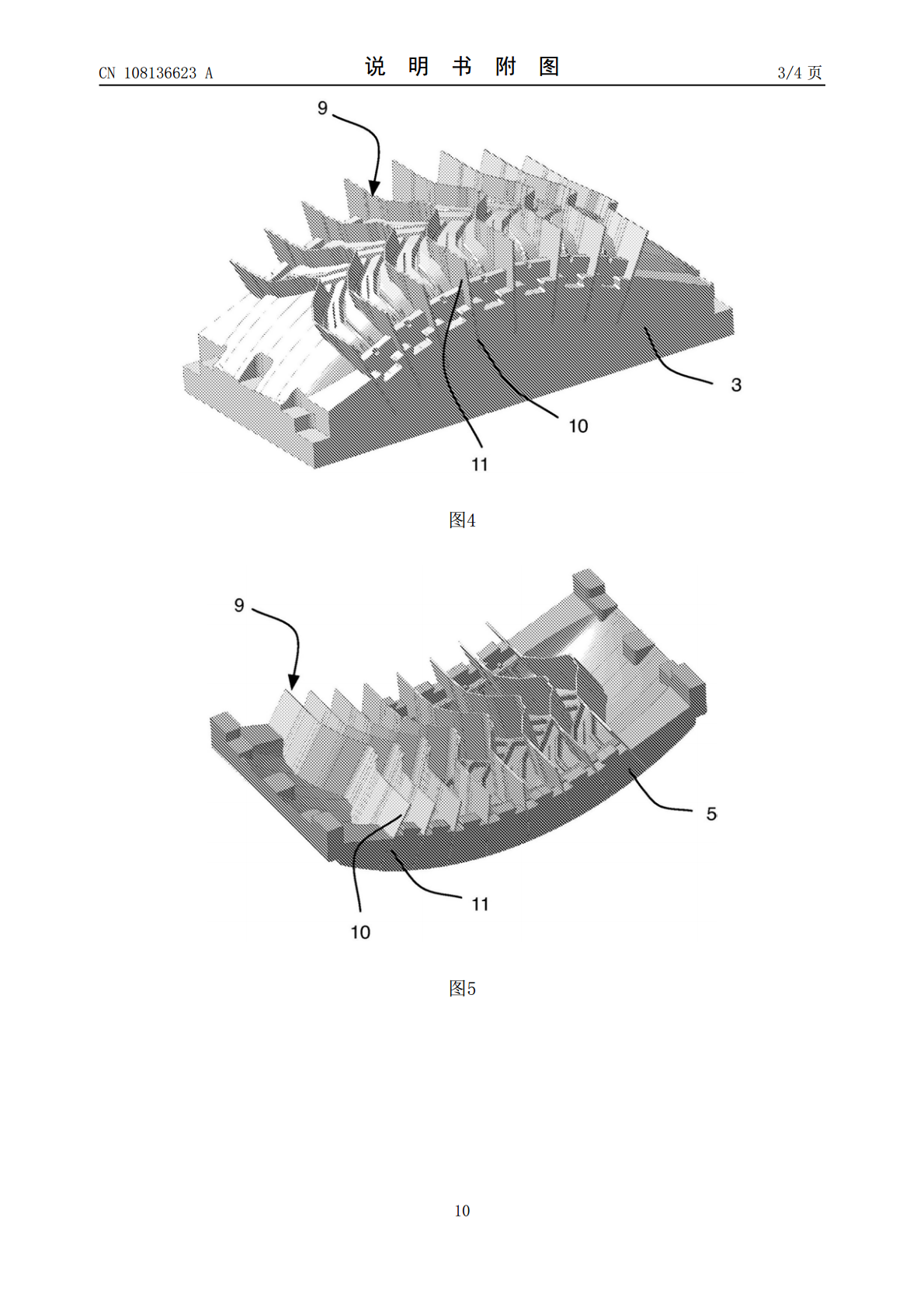
制造预定用于组装在用于模制轮胎胎面的模具中的模制元件(5)的方法,所述方法包括:a)在基础支撑件(4)上对齐多个基础元件(1)的步骤;b)在对齐步骤期间,在对齐队列中的两个相邻基础元件之间安装至少一个插入件(9)的步骤,所述插入件包括沿着与所述基础支撑件(4)相反的方向从两个基础元件突出的外部部分(10)和将两个基础元件分开的内部部分(11);c)获得中间支撑件(3)的步骤;d)获得至少两个模制元件(5)的步骤,所述两个模制元件(5)被所述插入件(9)的内部部分(11)分开。
轮胎模具模制元件、轮胎硫化模制模具以及轮胎.pdf
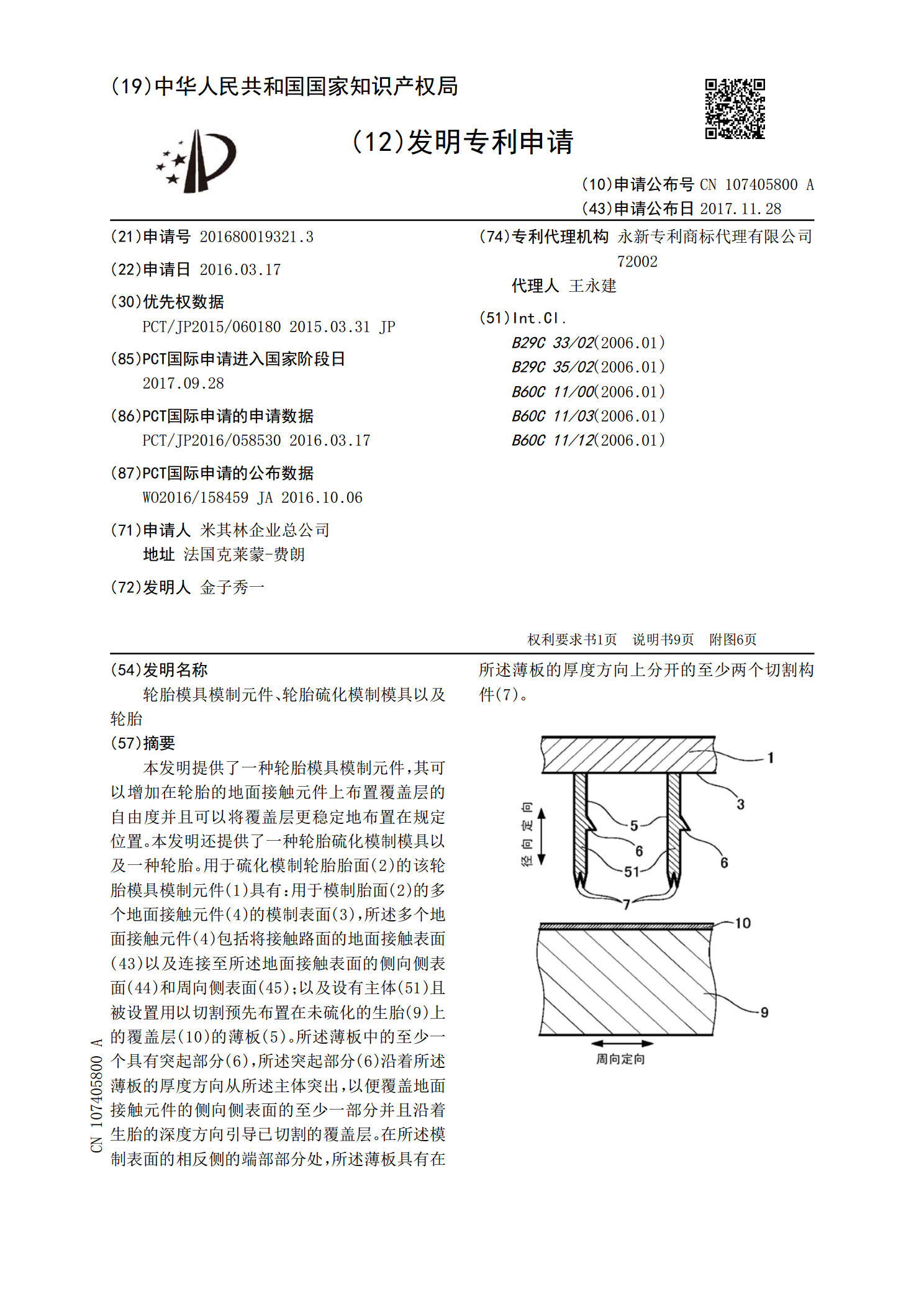
本发明提供了一种轮胎模具模制元件,其可以增加在轮胎的地面接触元件上布置覆盖层的自由度并且可以将覆盖层更稳定地布置在规定位置。本发明还提供了一种轮胎硫化模制模具以及一种轮胎。用于硫化模制轮胎胎面(2)的该轮胎模具模制元件(1)具有:用于模制胎面(2)的多个地面接触元件(4)的模制表面(3),所述多个地面接触元件(4)包括将接触路面的地面接触表面(43)以及连接至所述地面接触表面的侧向侧表面(44)和周向侧表面(45);以及设有主体(51)且被设置用以切割预先布置在未硫化的生胎(9)上的覆盖层(10)的薄板(
轮胎模具模制元件、轮胎硫化模制模具以及轮胎.pdf
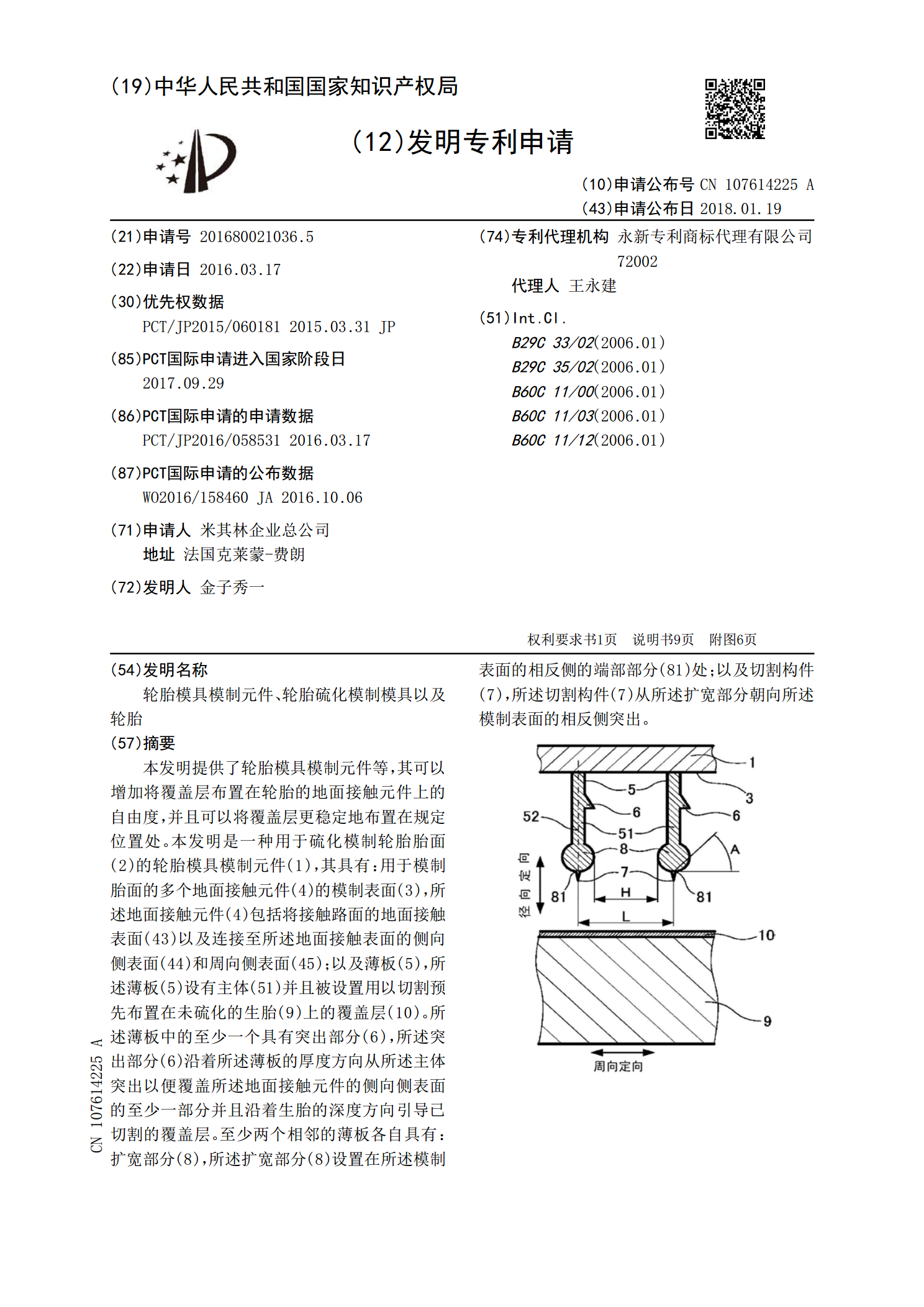
本发明提供了轮胎模具模制元件等,其可以增加将覆盖层布置在轮胎的地面接触元件上的自由度,并且可以将覆盖层更稳定地布置在规定位置处。本发明是一种用于硫化模制轮胎胎面(2)的轮胎模具模制元件(1),其具有:用于模制胎面的多个地面接触元件(4)的模制表面(3),所述地面接触元件(4)包括将接触路面的地面接触表面(43)以及连接至所述地面接触表面的侧向侧表面(44)和周向侧表面(45);以及薄板(5),所述薄板(5)设有主体(51)并且被设置用以切割预先布置在未硫化的生胎(9)上的覆盖层(10)。所述薄板中的至少一

用于模制和硫化轮胎的硫化模具.pdf
本发明涉及一种用于模制和硫化轮胎的硫化模具,所述模具(1)包括在模具中沿周向延伸的模制表面,所述模制表面包括布置成分别接近模制表面的两个边缘(19、21)的两个花纹的端部带(b’1、b’5)以及位于两个花纹的端部带之间的至少一个花纹的中间带(b’2、b’3、b’4)。至少一个端部带包括属于第一花纹类型的花纹(M1、M2),第一花纹类型的花纹的宽度小于属于端部带的其它花纹类型的花纹宽度,并且第一花纹类型的花纹(M1、M2)在模具(S1)的第一区段上至少成对地被编组。不属于第一花纹类型的端部带的花纹(M3、M
轮胎硫化模具、用于铸造轮胎硫化模具的铸模、以及轮胎硫化模具的制造方法.pdf
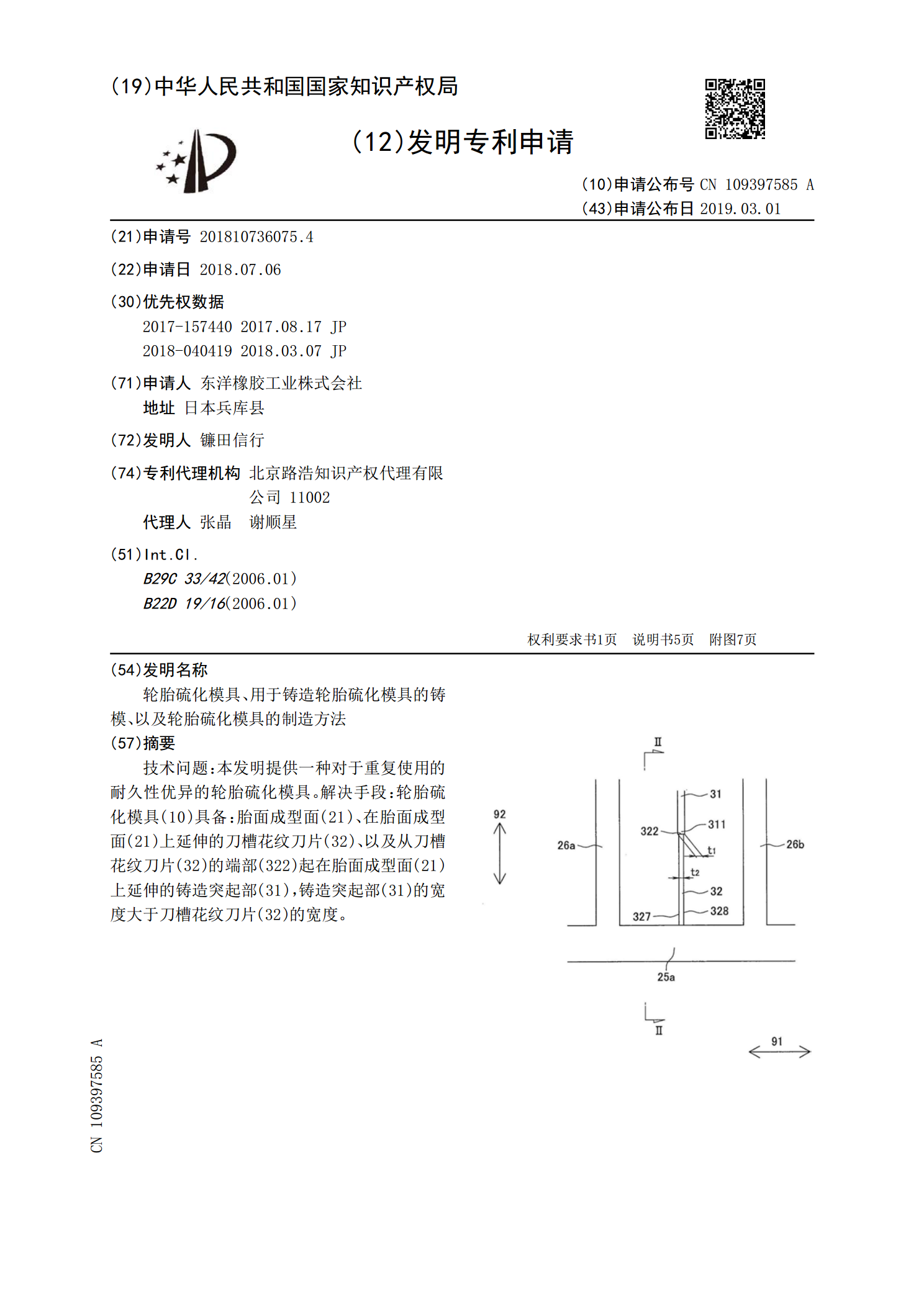
技术问题:本发明提供一种对于重复使用的耐久性优异的轮胎硫化模具。解决手段:轮胎硫化模具(10)具备:胎面成型面(21)、在胎面成型面(21)上延伸的刀槽花纹刀片(32)、以及从刀槽花纹刀片(32)的端部(322)起在胎面成型面(21)上延伸的铸造突起部(31),铸造突起部(31)的宽度大于刀槽花纹刀片(32)的宽度。