
一种冷冲压模具加工方法.pdf

论文****酱吖

1/6
2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种冷冲压模具加工方法.pdf
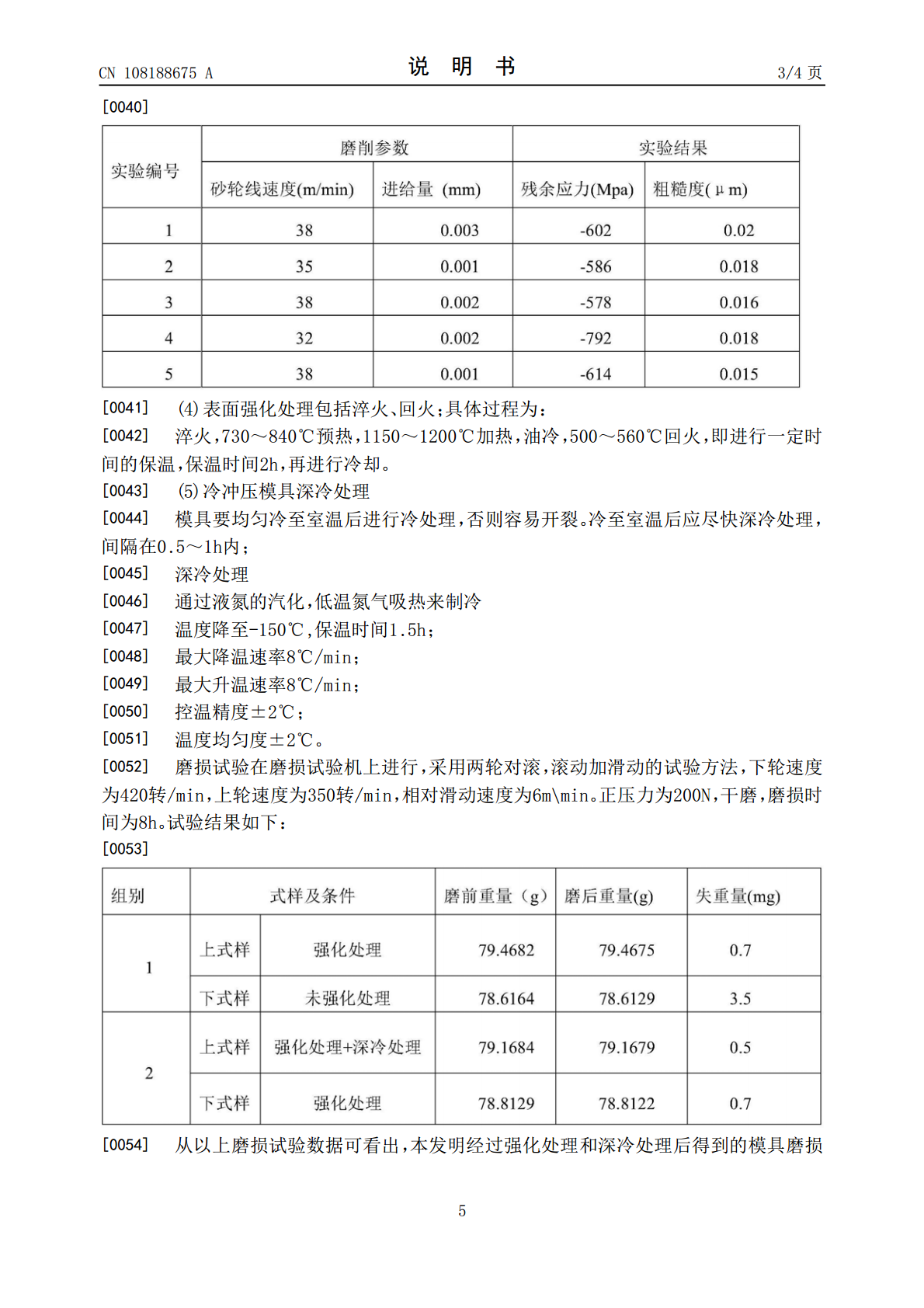
本发明公开了一种冷冲压模具加工方法,包括以下步骤:S1、冷冲压模具模芯电火花线切割;S2、冷冲压模具模片电火花线切割;S3、砂轮磨削;S4、表面强化处理,包括淬火和回火;S5、冷冲压模具深冷处理。本发明的冷冲压模具加工方法通过强化和深冷处理,有效增强了所得模具的强度和耐摩擦性能,延长了模具的使用寿命。

一种用于冷冲压加工的多级冲压模具.pdf
本发明公开了一种用于冷冲压加工的多级冲压模具,包括底座;所述底座上固定安装有机架,机架的内部设置有升降板,机架的左右两端分别通过第一滑块和第二滑块滑动安装在机架的内部;所述升降板的底部固定安装有冲压装置,底座的中间位置开设有便于材料放置的放置槽;所述第一滑块的后侧固定安装有齿条,机架左侧位于齿条的后侧从上到下均匀固定安装有若干圆齿轮。本发明在冲压制作时,需要提供较小的冲压力时,位于底部的驱动电机工作,从而通过底部的圆齿轮带动升降板上升小段距离,当需要的冲压力逐渐增大时,机架上的电机从下到上依次开设工作,从

一种汽车的冷冲压模具钢淬硬后的加工方法.pdf
本发明公开了一种汽车的冷冲压模具钢淬硬后的加工方法,在模座本体上一次加工形成安装位置;将钢件开粗形成镶件并预留余量后,将镶件进行热淬硬处理;镶件热淬硬处理后,将镶件除底面外的其他表面打磨至要求尺寸;将镶件组装在模座本体的安装位置上,对镶件与模座本体整体进行精铣加工,得到成品;可以简化工艺步骤;对模座本体和镶件的加工可独立同时进行,最后实现组装精铣加工即可,有效缩短整个加工周期;整个加工过程只需要对模座本体和镶件进行一次合模研配,有效节省合模研配耗时;通过设备代替人手操作,使工件的加工尺寸有效统一,保证工件

一种冷冲压模具的制造方法.pdf
本发明公开了一种冷冲压模具的制造方法,包括以下步骤:1)将原材料加工完成钢制轮毂冷冲压模具后,以溶剂将上述冷冲压模具表面进行清洗;2)将铬粉和乳白胶充分混合,混合均匀后涂覆在模具表面,并烘干;3)于干燥后的模具表面涂覆一层防锈层,并干燥;4)采用半导体激光器对模具表面进行扫描。该发明提供的冷冲压模具的制造方法,加工步骤简单;耐磨性能高、硬度高;易于后期维修。

浅析降低冷冲压模具加工中变形.docx
浅析降低冷冲压模具加工中变形降低冷冲压模具加工中的变形摘要:冷冲压模具加工中的变形是一个严重影响产品质量的问题。本文通过对冷冲压模具加工的原理和变形机理的研究,提出了一些降低冷冲压模具加工中变形的方法和措施,并结合实例进行了分析与验证。研究结果表明,通过合适的材料选择、工艺参数优化以及模具结构设计等方法,可以显著降低冷冲压模具加工中的变形,提高产品的质量和加工效率。关键词:冷冲压模具;变形;材料选择;工艺参数优化;模具结构设计1.引言冷冲压模具加工是一种常用的金属加工方法,其特点是加工速度快、质量高、成本