
一种具有自动碾扩结构的轴承圈生产线及其工作方法.pdf

一条****发啊


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种具有自动碾扩结构的轴承圈生产线及其工作方法.pdf
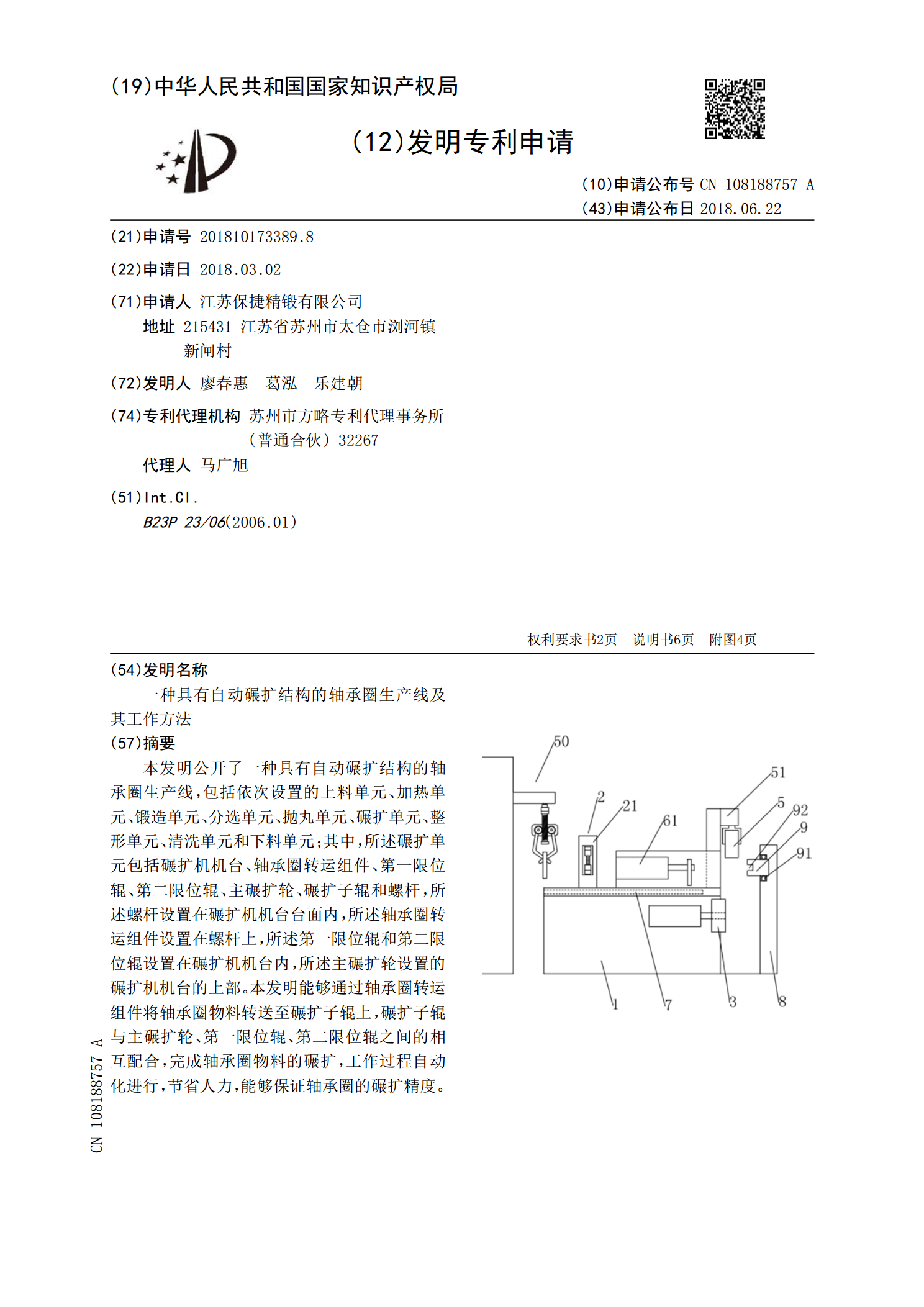
本发明公开了一种具有自动碾扩结构的轴承圈生产线,包括依次设置的上料单元、加热单元、锻造单元、分选单元、抛丸单元、碾扩单元、整形单元、清洗单元和下料单元;其中,所述碾扩单元包括碾扩机机台、轴承圈转运组件、第一限位辊、第二限位辊、主碾扩轮、碾扩子辊和螺杆,所述螺杆设置在碾扩机机台台面内,所述轴承圈转运组件设置在螺杆上,所述第一限位辊和第二限位辊设置在碾扩机机台内,所述主碾扩轮设置的碾扩机机台的上部。本发明能够通过轴承圈转运组件将轴承圈物料转送至碾扩子辊上,碾扩子辊与主碾扩轮、第一限位辊、第二限位辊之间的相互配

一种具有自动清洗装置的轴承圈生产线及其工作方法.pdf
本发明公开了一种具有自动清洗装置的轴承圈生产线,包括依次设置的上料单元、加热单元、锻造单元、分选单元、抛丸单元、碾扩单元、整形单元、清洗单元和下料单元;其中,所述清洗单元包括轴承圈清洗箱、轴承圈烘干箱、轴承圈上油箱、导轨、电驱动轮和轴承圈抓取组件,所述导轨架设在依次设置的轴承圈清洗箱、轴承圈烘干箱和轴承圈上油箱上部,所述电驱动轮设置在导轨内,所述轴承圈抓取组件固定在电驱动轮上。本发明通过安装在电驱动轮上的轴承圈抓取组件自动进行轴承圈的抓取,电驱动轮带动轴承圈抓取组件依次经过轴承圈清洗箱、轴承圈烘干箱、轴承
一种具有中频感应加热炉的轴承圈生产线及其工作方法.pdf
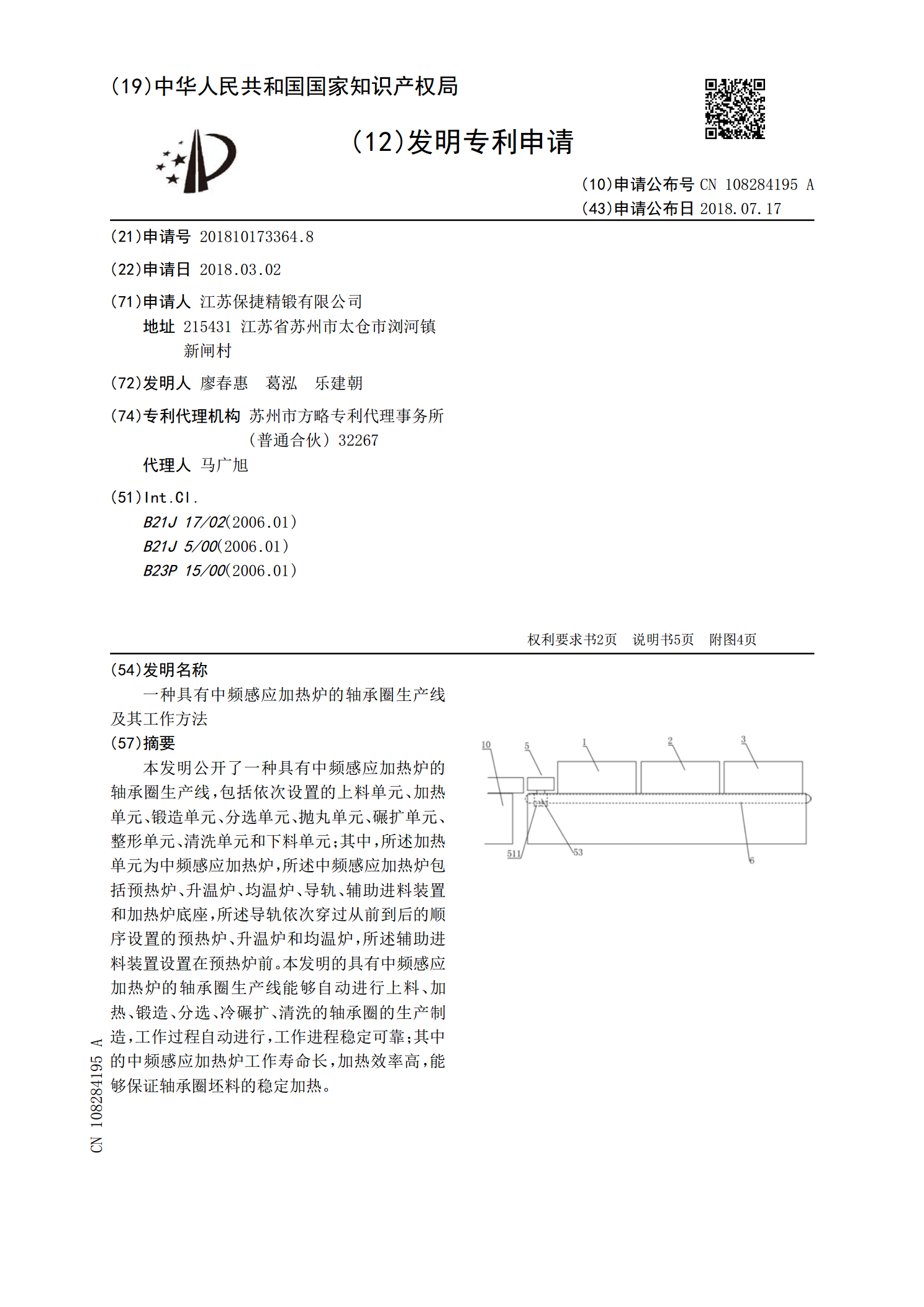
本发明公开了一种具有中频感应加热炉的轴承圈生产线,包括依次设置的上料单元、加热单元、锻造单元、分选单元、抛丸单元、碾扩单元、整形单元、清洗单元和下料单元;其中,所述加热单元为中频感应加热炉,所述中频感应加热炉包括预热炉、升温炉、均温炉、导轨、辅助进料装置和加热炉底座,所述导轨依次穿过从前到后的顺序设置的预热炉、升温炉和均温炉,所述辅助进料装置设置在预热炉前。本发明的具有中频感应加热炉的轴承圈生产线能够自动进行上料、加热、锻造、分选、冷碾扩、清洗的轴承圈的生产制造,工作过程自动进行,工作进程稳定可靠;其中的
一种轴承环碾扩制造工艺.pdf
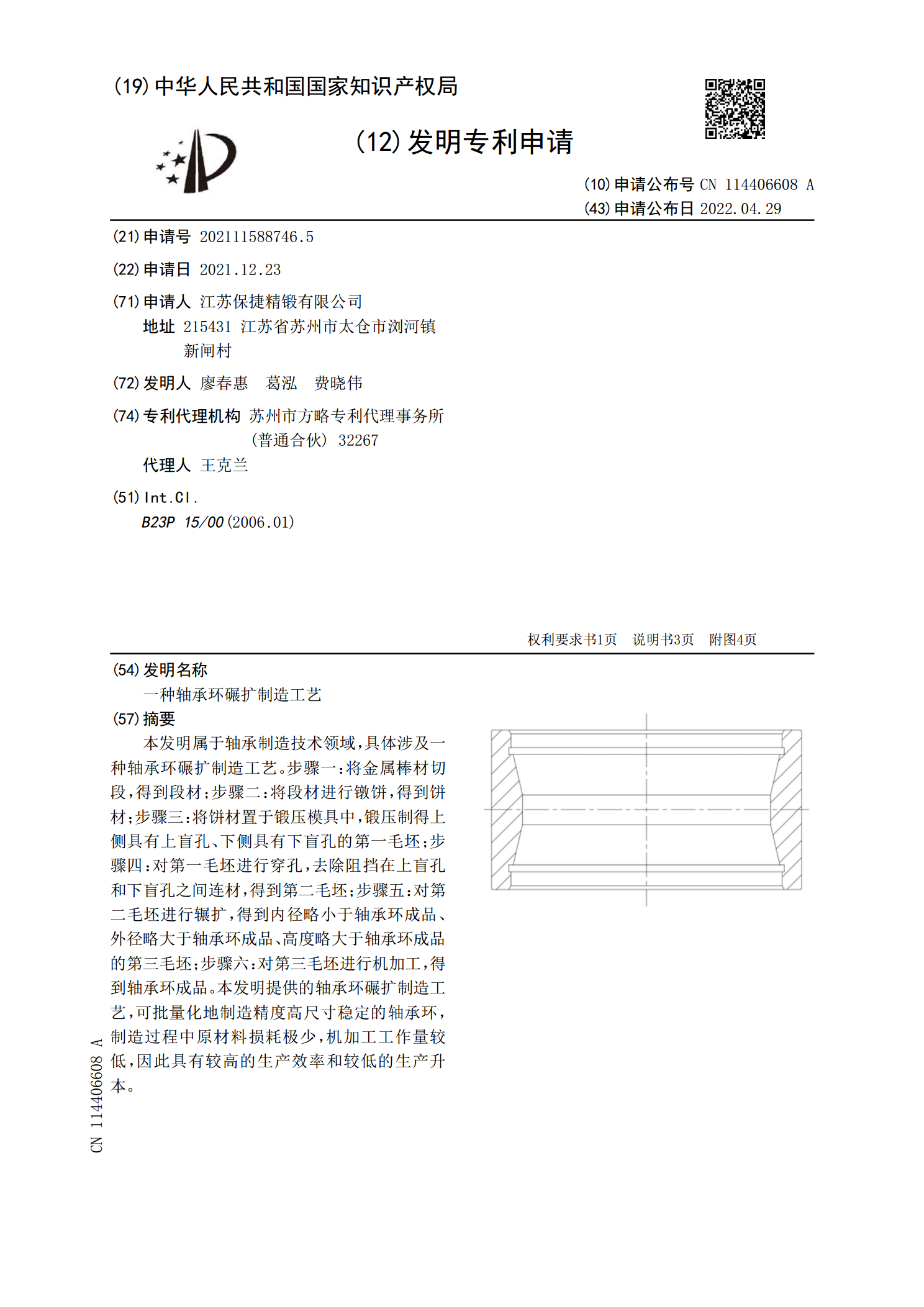
本发明属于轴承制造技术领域,具体涉及一种轴承环碾扩制造工艺。步骤一:将金属棒材切段,得到段材;步骤二:将段材进行镦饼,得到饼材;步骤三:将饼材置于锻压模具中,锻压制得上侧具有上盲孔、下侧具有下盲孔的第一毛坯;步骤四:对第一毛坯进行穿孔,去除阻挡在上盲孔和下盲孔之间连材,得到第二毛坯;步骤五:对第二毛坯进行辗扩,得到内径略小于轴承环成品、外径略大于轴承环成品、高度略大于轴承环成品的第三毛坯;步骤六:对第三毛坯进行机加工,得到轴承环成品。本发明提供的轴承环碾扩制造工艺,可批量化地制造精度高尺寸稳定的轴承环,制

一种冷碾扩轴承用轴承钢管生产工艺.pdf
本发明公开了一种冷碾扩轴承用轴承钢管生产工艺,包括以下步骤:步骤1:管坯经加热穿孔得到毛管;步骤2:毛管经球化退火得到退火管;步骤3:退火管经冷拔、冷轧得到成品管;步骤4:成品管去应力退火;步骤5:退火后的成品管精整;步骤2中,球化退火工艺具体为:将毛管置于加热炉内升温至设定的保温温度795℃并保温4‑4.5h,随炉冷却至设定的保温温度720℃并保温4‑4.5h,出炉空冷;步骤4中,去应力退火工艺具体为:将成品管置于加热炉内升温至设定的保温温度720℃并保温3‑3.5h,出炉空冷。采用本申请生产工艺生产的