
一种具有中频感应加热炉的轴承圈生产线及其工作方法.pdf

一吃****昕靓


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种具有中频感应加热炉的轴承圈生产线及其工作方法.pdf
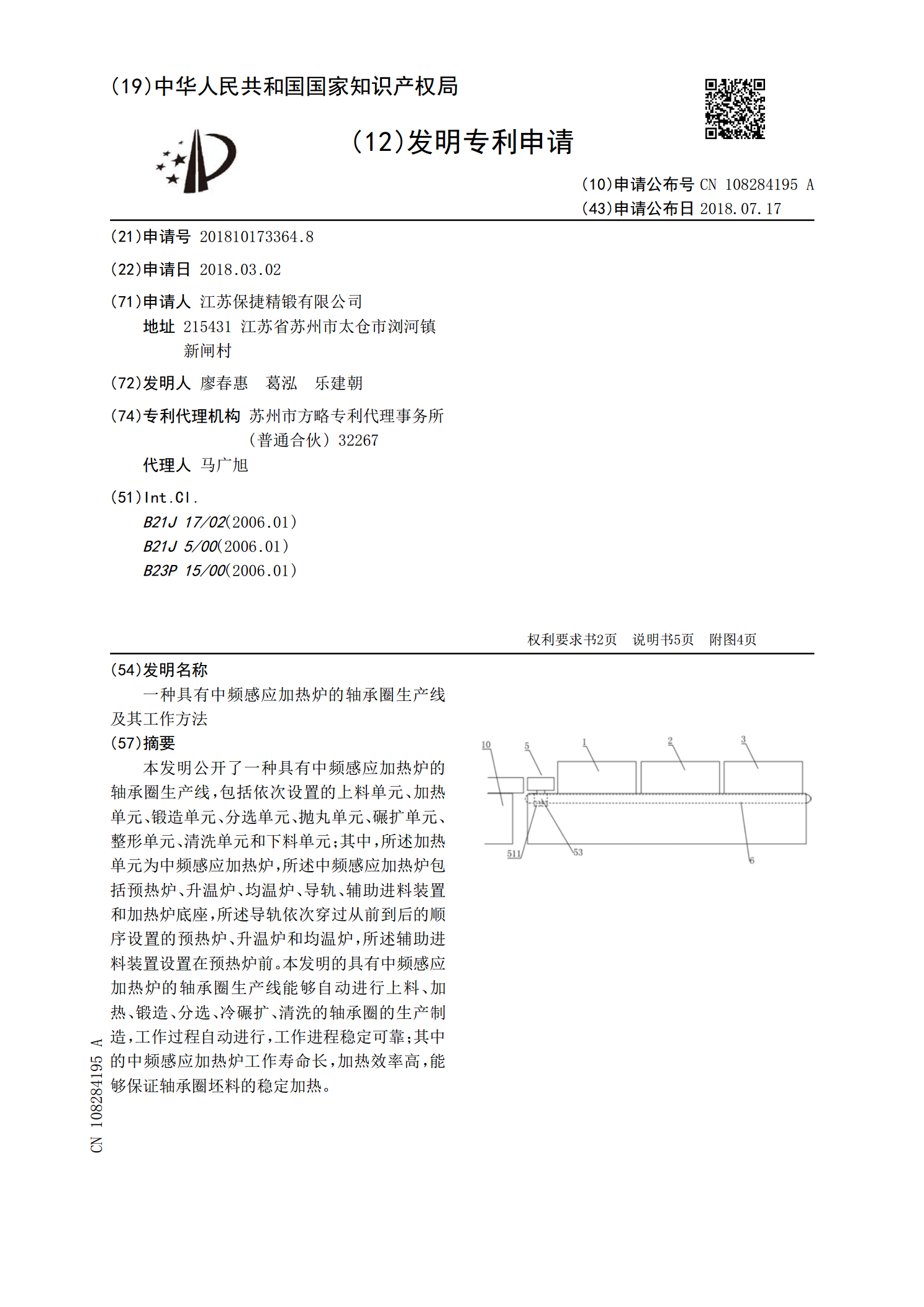
本发明公开了一种具有中频感应加热炉的轴承圈生产线,包括依次设置的上料单元、加热单元、锻造单元、分选单元、抛丸单元、碾扩单元、整形单元、清洗单元和下料单元;其中,所述加热单元为中频感应加热炉,所述中频感应加热炉包括预热炉、升温炉、均温炉、导轨、辅助进料装置和加热炉底座,所述导轨依次穿过从前到后的顺序设置的预热炉、升温炉和均温炉,所述辅助进料装置设置在预热炉前。本发明的具有中频感应加热炉的轴承圈生产线能够自动进行上料、加热、锻造、分选、冷碾扩、清洗的轴承圈的生产制造,工作过程自动进行,工作进程稳定可靠;其中的
中频感应加热炉加热装置及其工作方法.pdf
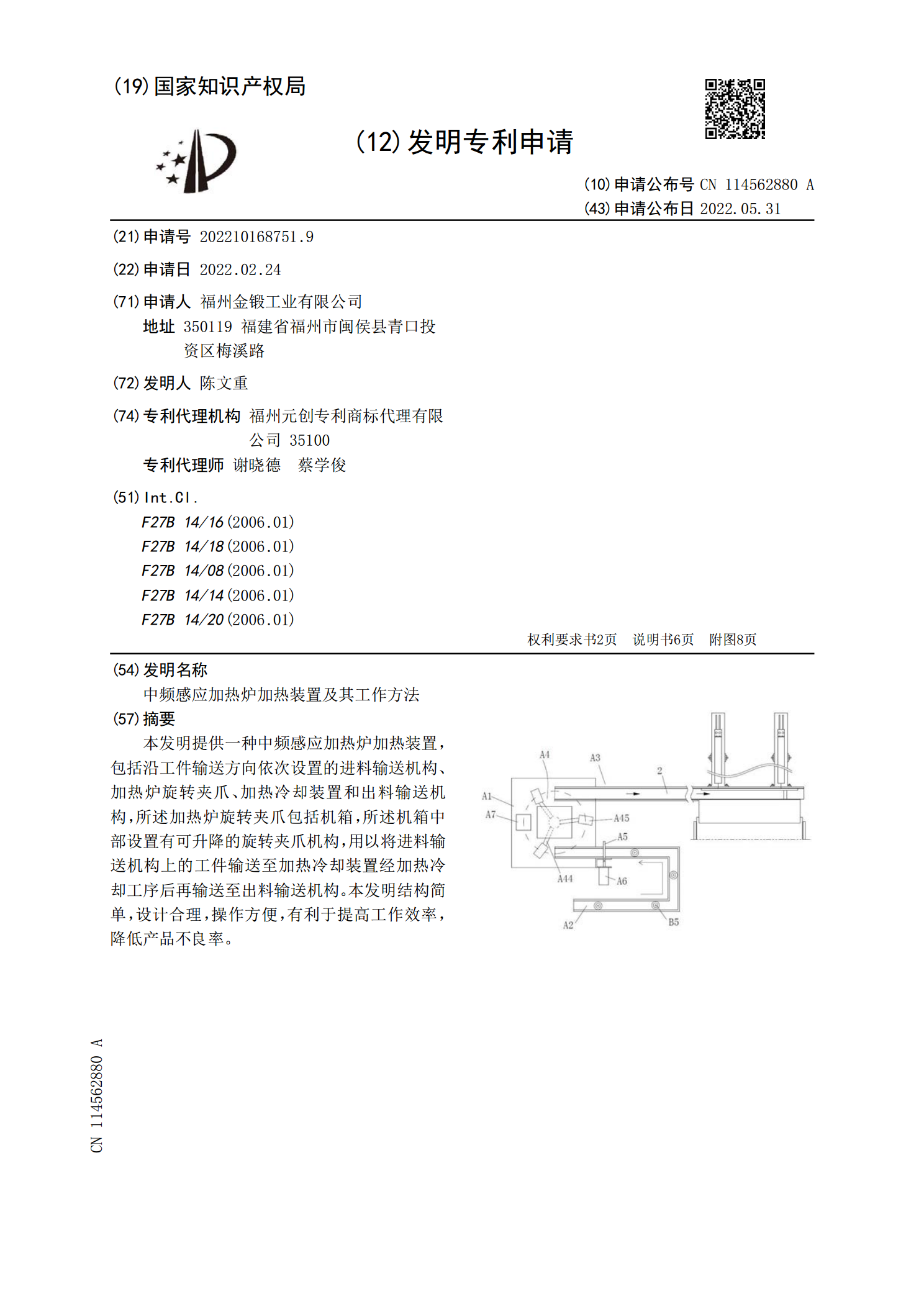
本发明提供一种中频感应加热炉加热装置,包括沿工件输送方向依次设置的进料输送机构、加热炉旋转夹爪、加热冷却装置和出料输送机构,所述加热炉旋转夹爪包括机箱,所述机箱中部设置有可升降的旋转夹爪机构,用以将进料输送机构上的工件输送至加热冷却装置经加热冷却工序后再输送至出料输送机构。本发明结构简单,设计合理,操作方便,有利于提高工作效率,降低产品不良率。

一种具有自动清洗装置的轴承圈生产线及其工作方法.pdf
本发明公开了一种具有自动清洗装置的轴承圈生产线,包括依次设置的上料单元、加热单元、锻造单元、分选单元、抛丸单元、碾扩单元、整形单元、清洗单元和下料单元;其中,所述清洗单元包括轴承圈清洗箱、轴承圈烘干箱、轴承圈上油箱、导轨、电驱动轮和轴承圈抓取组件,所述导轨架设在依次设置的轴承圈清洗箱、轴承圈烘干箱和轴承圈上油箱上部,所述电驱动轮设置在导轨内,所述轴承圈抓取组件固定在电驱动轮上。本发明通过安装在电驱动轮上的轴承圈抓取组件自动进行轴承圈的抓取,电驱动轮带动轴承圈抓取组件依次经过轴承圈清洗箱、轴承圈烘干箱、轴承
一种具有自动碾扩结构的轴承圈生产线及其工作方法.pdf
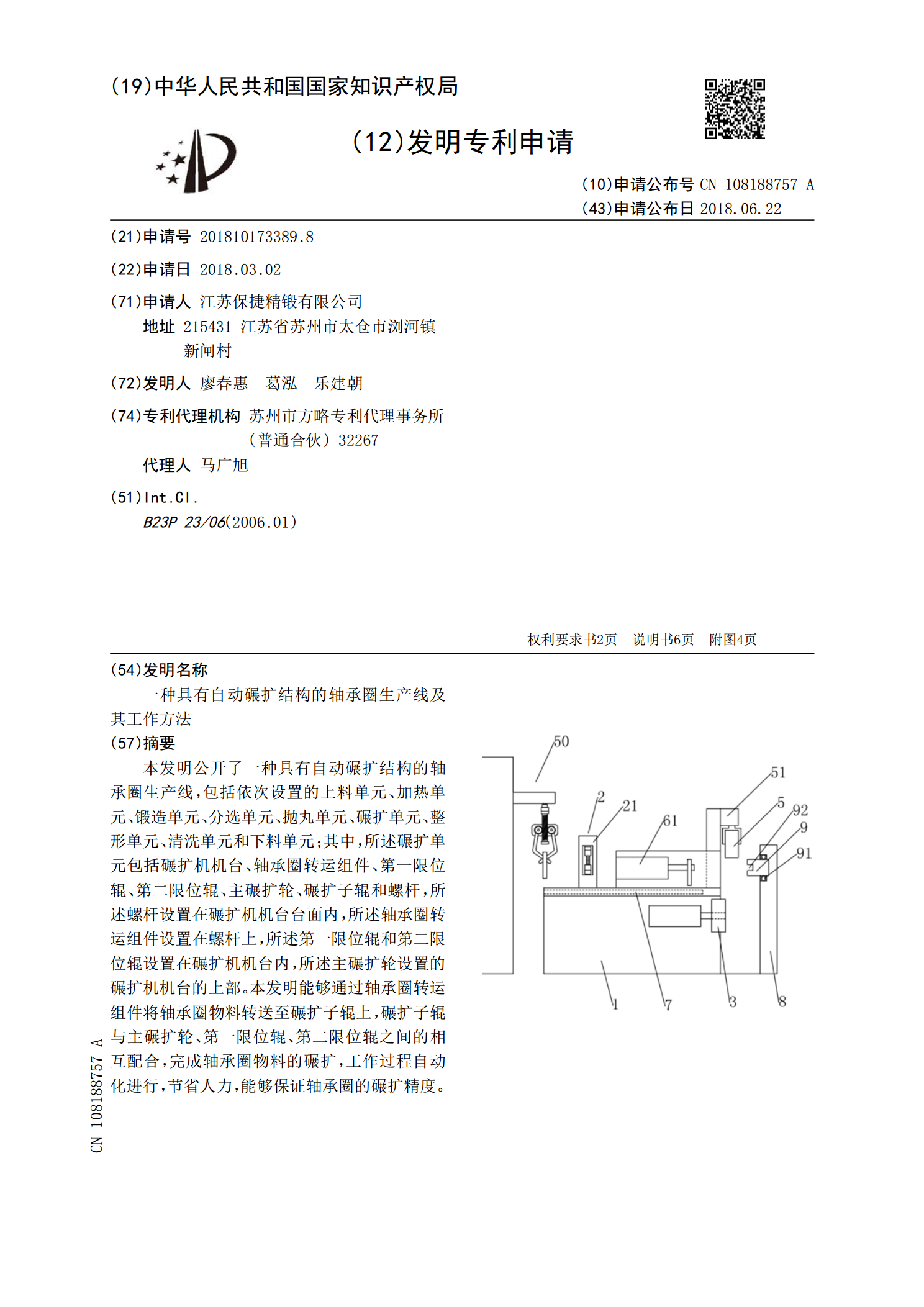
本发明公开了一种具有自动碾扩结构的轴承圈生产线,包括依次设置的上料单元、加热单元、锻造单元、分选单元、抛丸单元、碾扩单元、整形单元、清洗单元和下料单元;其中,所述碾扩单元包括碾扩机机台、轴承圈转运组件、第一限位辊、第二限位辊、主碾扩轮、碾扩子辊和螺杆,所述螺杆设置在碾扩机机台台面内,所述轴承圈转运组件设置在螺杆上,所述第一限位辊和第二限位辊设置在碾扩机机台内,所述主碾扩轮设置的碾扩机机台的上部。本发明能够通过轴承圈转运组件将轴承圈物料转送至碾扩子辊上,碾扩子辊与主碾扩轮、第一限位辊、第二限位辊之间的相互配

一种中频感应加热炉.pdf
本实用新型公开了一种中频感应加热炉,涉及加热炉技术领域。该中频感应加热炉,包括炉体,炉体的侧面设置有加热线圈,所述炉体的侧面固定连接有支撑板,支撑板的上表面固定连接有弧形底座,支撑板背对加热线圈的一侧设有控制推板,控制推板上固定连接有固定板,控制推板上设有夹板,控制推板与支撑板之间设有驱动机构,该中频感应加热炉,控制控制推板向远离支撑板的一侧位移或者控制推板呈靠近支撑板的一侧位移,便于推动钢管进行位移,从而钢管不同位置在进行淬火处理时不需要人为推动钢管移动,因此尽量避免了工作人员在推动钢管时出现烫伤的问题